Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические характеристики сверлильно-пазовального станка модели СВА-3Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Диаметр высверливаемого отверстия, мм 3...50 Наибольшая глубина высверливаемого отверстия, мм 100 Длина фрезеруемого паза, мм: в продольном направлении 200 в поперечном направлении 100 Диаметр растачиваемого отверстия, мм 100 Наибольшее расстояние от оси шпинделя до стола, мм 400 Поворот стола, град 90 Частота вращения шпинделя, мин-1 3000 Мощность электродвигателя, кВт 2,2 Масса станка, кг 450 На сверлильно-пазовальных станках для высверливания круглых отверстий используют в основном спиральные сверла, а для выборки гнезд — концевые фрезы. Рабочий подбирает и надежно закрепляет в патроне станка сверло или концевую фрезу, а затем укладывает заготовку на стол и закрепляет ее прижимом. Потом станочник производит сверление круглых отверстий по разметке, шаблону (кондуктору) или упору. При выборке гнезд сначала сверлом или концевой фрезой выбирают два круглых отверстия на концах будущего гнезда, а затем между этими отверстиями удаляют древесину методом пазового фрезерования при боковой подаче стола. Для повышения качества заготовок в них высверливают сучки и дефекты. Полученные отверстия заделываются деревянными пробками на клею на станках СВСА-2 или СВСА-3. В процессе работы следует периодически контролировать качество и точность обработанных отверстий. При появлении мшистости[5] следует сменить сверло. При работе на сверлильно-пазовальных станках необходимо соблюдать следующие правила безопасности. На станках ограждают приводы, патрон и сверло. Обрабатываемый материал надежно закрепляют специальным приспособлением, исключающим повреждение рук. Патроны и сверла оснащают таким ограждением, которое при углублении сверла в древесину закрывает патрон и оставшуюся часть сверла, а при выходе сверла из отверстия ограждает полностью сверло и патрон. Исправлять, очищать, регулировать, ремонтировать и смазывать станок можно только после его полной остановки. Удалять стружку руками не допускается. Долбежные станки
Для выборки гнезд и пазов прямоугольной формы применяются долбежные станки. В зависимости от применяемого режущего инструмента различают цепнодолбежные станки с фрезерной цепью (ДЦА-4 и др.) и долбежные с гнездовой фрезой — долбяком (ОК-104). На первых выбирают гнезда в деталях глубиной до 160 мм, длиной 40...350 мм и шириной 8... 16 мм, на вторых (с долбяком) — гнезда под петли в полотнах дверей и в брусках оконных блоков. Шлифовальные станки
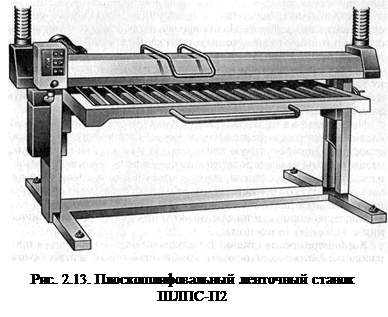
На рис. 2.13 изображен плоскошлифовальный узколенточный станок ШЛПС-П2, предназначенный для чистового и предварительного шлифования плоских поверхностей деталей различной формы. Конструкция станка обеспечивает эффективное удаление пыли из зоны обработки детали и низкий уровень шума. Станина станка выполнена в виде двух штанг, на которых расположен стол, перемещаемый вручную в поперечном направлении по направляющим. Над столом расположена шлифовальная лента, которая надевается на приводной и неприводной шкивы. Для натяжения ленты служит специальное винтовое устройство. Шлифование производят при поперечном движении стола и продольном перемещении утюжка, прижимающего шлифовальную ленту к уложенным на столе щитовым деталям. Технические характеристики плоскошлифовального ленточного станка ШЛПС-П2
Размеры обрабатываемого материала, мм наибольшая длина 2280 наибольшая ширина 850 толщина 3...500 Размеры шлифовальной ленты, мм: ширина 160 длина по периметру 5625 Мощность электродвигателя, кВт 3,0 Скорость резания, м/с 25 Габаритные размеры станка, мм: длина 3040 ширина 1070 высота 1300 Масса станка, кг 550
Узколенточные шлифовальные станки с ручной подачей обслуживает один рабочий. На шлифовальных станках с подвижным столом и ручным перемещением утюжка отдельные участки деталей шлифуют за несколько проходов. Качественное выравнивание достигается давлением на рукоятку утюжка и скоростью перемещения стола станка. При приближении к кромкам давление следует снижать, чтобы не допустить их сошлифовывания. При работе на шлифовальных станках необходимо соблюдать следующие правила безопасности труда. При работе на станках склеенную шлифовальную ленту следует надевать на шкивы так, чтобы клеевой шов располагался по ходу ленты. Нельзя использовать шлифовальные ленты, плохо склеенные или с надорванными краями. Работать нужно в перчатках и не касаться движущейся шлифовальной ленты. Качество шлифования оценивают визуально путем сравнивания с эталоном (образцом). Комбинированные станки
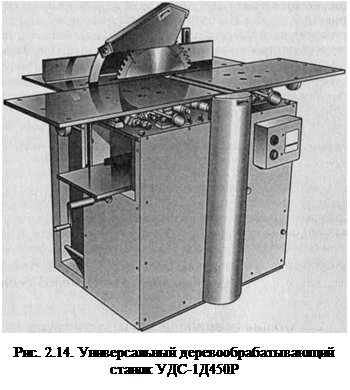
В мелком столярно-мебельном производстве можно использовать комбинированные деревообрабатывающие станки, на станине которых имеются общий привод и несколько шпинделей разного технологического назначения. Такие станки довольно разнообразны по конструкции и видам выполняемых на них операций обработки древесины. На рис. 2.14 изображен универсальный деревообрабатывающий станок УДС-1Д450Р фирмы АСВЕК (Санкт-Петербург), предназначенный для распиловки, фугования, рейсмусования и фрезерования древесины. При распиловке пиломатериалов глубина реза пилы составляет 0... 180 мм за один проход. При фуговании ширина обрабатываемой поверхности достигает 250 мм, а глубина — 0... 10 мм за один проход. Станок позволяет калибровать доски по толщине 15... 180 мм, по ширине до 245 мм, по длине 1000...6000 мм. Снимаемый слой за один проход составляет максимум 5 мм. Если на станке установить фасонные ножи или фрезы, можно изготовлять вагонку, наличники, плинтуса и другие профильные детали.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1610; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.27.56 (0.012 с.) |

 Для получения ровных и гладких поверхностей деталей и изделий из древесины их шлифуют шлифовальными шкурками на ленточных цилиндровых или дисковых шлифовальных станках. Для шлифования применяют шлифовальную шкурку на бумажной или тканевой основе различной зернистости (от № 32 до № 8). Шероховатость поверхности зависит от породы шлифуемой древесины и ее исходной поверхности перед шлифованием, а также от зернистости применяемой шкурки. При шлифовании необходимо обеспечить требуемую шероховатость прошлифованных поверхностей, которая задается чертежами и техническими требованиями на детали и изделия.
Для получения ровных и гладких поверхностей деталей и изделий из древесины их шлифуют шлифовальными шкурками на ленточных цилиндровых или дисковых шлифовальных станках. Для шлифования применяют шлифовальную шкурку на бумажной или тканевой основе различной зернистости (от № 32 до № 8). Шероховатость поверхности зависит от породы шлифуемой древесины и ее исходной поверхности перед шлифованием, а также от зернистости применяемой шкурки. При шлифовании необходимо обеспечить требуемую шероховатость прошлифованных поверхностей, которая задается чертежами и техническими требованиями на детали и изделия.