
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические характеристики комбинированного станка УДС-1Д450РСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Размеры обрабатываемых заготовок, мм: ширина при фуговании 250 при рейсмусовании 245 толщина при пилении 180 при рейсмусовании 15... 180 Количество ножей на фуганке, шт 3 Максимальная толщина срезаемого слоя при фуговании, мм 10 Максимальный диаметр пилы, мм 450 Посадочный диаметр вала, мм 32 Число оборотов ножевого вала, мин-1 3000...5000 Мощность электродвигателя, кВт 3 Напряжение, В 380 Габаритные размеры станка, мм: длина 1300 ширина 750 высота 1050 Масса станка, кг 300
Приемы работы и правила безопасности труда на этом станке такие же, как и на позиционных (отдельно стоящих) станках. Общие правила безопасности труда при работе на деревообрабатывающих станках
Деревообрабатывающие станки являются опасными машинами, так как они используют электрический ток, имеют быстродействующие режущие инструменты, а также механизмы подачи и другие устройства. При работе на станке двух рабочих (основного и подсобного) травмирование может произойти по разным причинам: воздействие на рабочего режущих инструментов и других вращающихся механизмов станка; выброс из него обрабатываемых заготовок или частей режущих инструментов; поражение электрическим током; падение рабочего около станка из-за плохой организации рабочего места; воздействие на рабочего недопустимых вибраций и шума станка; плохая освещенность рабочего места и т. п. Работать на станке можно только после изучения его устройства, принципа действия и приемов безопасной работы на нем. К работе на станках допускаются лица, достигшие 18-летнего возраста и имеющие допуск к работе на определенных видах станков. В качестве подсобного рабочего разрешается работать наиболее ответственным учащимся под руководством мастера производственного обучения или наставника (в производственных условиях). Станок должен быть исправным, правильно налаженным и настроенным, а его режущий инструмент и другие движущиеся элементы должны быть надежно закреплены и иметь защитные ограждения. Станки должны иметь автоматическую блокировку механизмов резания, быть заземлены и иметь надежную систему ограждений. Органы управления станком должны быть доступны и действовать безотказно. К станку должна быть присоединена эксгаустерная система для удаления отходов древесины — опилок, стружек, древесной пыли. Рабочему следует иметь спецодежду и индивидуальные средства защиты (комбинезон, очки, наушники и т.д.). Перед началом работы нужно привести в порядок рабочую одежду — застегнуть рукава, надеть головной убор и при необходимости защитные очки. На столе станка не должно быть посторонних предметов. После тщательной подготовки рабочего места необходимо включить станок и проверить его исправность при работе вхолостую. При работе на станке нужно быть внимательным и осторожным, строго соблюдать установленную последовательность выполнения рабочих приемов, не оглядываться по сторонам и не отвлекаться на разговоры с другими рабочими. Руки рабочего не должны находиться вблизи режущего инструмента. Не следует подавать в станок материалы и заготовки, размеры которых меньше или больше допустимых для обработки на данном станке. Нельзя досылать заготовки в станок руками или металлическими предметами. Недопустимо перегружать станок, что можно определить по повышенному шуму и вибрации, а иногда и по остановке станка. При обработке заготовок малых размеров следует применять различные прижимы и толкатели. Нельзя очищать и смазывать станок во время его работы. Не следует тормозить режущие инструменты случайными предметами. При работе на станках с повышенным уровнем шума нужно обязательно надевать специальные наушники. На рабочем месте должны быть все необходимые оборудование, инструменты, приспособления, расположенные в определенном порядке. Проходы около станка должны быть свободными. Нельзя оставлять станок включенным без присмотра. При отключении станка не следует отходить от него до его полной остановки. Контрольные вопросы
1. Какие вы знаете ручные электрифицированные инструменты для обработки древесины? 2. Какие приемы пиления древесины дисковой электропилой вы знаете? 3. Как выполняют строгание (фрезерование) древесины ручным электрорубанком? 4. Как выполняют сверление древесины ручными электрифицированными машинами? 5. Для каких целей используется в работе столяра-мебельщика электролобзик? 6. Что вы знаете о электрошуруповертах, их устройстве и применении в столярно-мебельном производстве? 7. Какие из электрошлифовальных машин более эффективны и производительны в работе? 8. Каковы основные правила безопасности труда при работе с ручными электроинструментами? 9. Что вы знаете о назначении и принципе работы торцовочного универсального станка СТУ-П2? 10. Для каких целей используется деревообрабатывающий круглопильный станок Ц-П2? 11. Что вы знаете о фуговальном станке СФ-4П2? 12. Каковы приемы работы на рейсмусовом станке СР4-П2? 13. Для каких целей используют деревообрабатывающие фрезерные станки? 14. Какие виды работ выполняют на сверлильных станках и как они классифицируются? 15. В чем основное отличие комбинированных станков (например, станка УДС-1Д450Р) от обычных? 16. Какие вы знаете шлифовальные станки и виды шкурок, применяемых на них? 17. Какие основные правила безопасности при работе на основных деревообрабатывающих станках вы знаете? Глава 3 СТОЛЯРНЫЕ СОЕДИНЕНИЯ
При изготовлении столярно-мебельных изделий используют самые разнообразные соединения. Все столярные соединения подразделяются на угловые (концевые, серединные, ящичные), по длине и по кромке (по ширине), клеевые, шурупами, шпильками и скобами. Угловые шиповые соединения
Широкое применение находят угловые шиповые соединения (рис. 3.1), когда на конце одной детали делают шип, а на другой, присоединяемой к ней, — проушину или гнездо. Гнездом называют отверстие в заготовке, в которое входит шип. Гнездо, находящееся на торце заготовки и открытое с двух сторон, называется проушиной. Соединяя такие детали под углом 90°, получают рамки, коробки, ящики и другие части мебельных изделий. Чаще всего используют цельные шипы, которые составляют одно целое с деталью, а также шипы вставные плоские или круглые, трапециевидные или зубчатые. При качественном склеивании плоских вставных шипов прочность соединения снижается незначительно. Угловые шиповые соединения подразделяются на концевые, серединные и ящичные. Угловые концевые соединения показаны на рис. 3.2. Большую прочность имеют соединения на шип открытый сквозной одинарный прямой. Оптимальная толщина одинарного шипа 0,4 толщины соединяемых деталей. Еще прочнее соединения на двойной или тройной открытый Соединения на шип с полупотемком [6] несквозной или сквозной применяют в случаях, когда необходимо предохранить соединения от деформации брусков при сборке. Соединения на несквозной шип предусматривают в мебельных конструкциях, где желательно скрыть торец шипа (табуретах, банкетках, столах). Ширина шипов принимается равной 0,6...0,7 ширины бруска, длина несквозных шипов — 0,5...0,8 ширины бруска, длина полупотемка — 0,3...0,5 длины шипа. Соединения на шканты (круглые шипы) несквозные и сквозные под прямым углом, а также на шканты несквозные на «ус»[7] уступают по прочности соединениям на прямой открытый шип примерно на 35 %. Диаметр шканта принимают равным 0,4 толщины бруска, длину шканта — 2,5...6 диаметрам. Расстояние между шкантами, а также расстояние от края бруска до шканта должно быть не менее 2...3 d, где d — диаметр шканта. Соединения на «ус» вставным плоским шипом несквозным позволяют скрыть торцы соединяемых деталей. Для увеличения их прочности применяют соединения на двойные вставные шипы.
Угловые серединные соединения (рис. 3.3) используют для увеличения прочности столярно-мебельных конструкций. Угловое серединное соединение на шип одинарный сквозной и несквозной размечают на кромке бруска по всей его длине. Угловое серединное соединение может быть выполнено одинарным или двойным шипом. Длина шипов при соединении в проушину 0,3...0,8 ширины бруска с проушиной. Длина шипов при соединении в паз — 0,2...0,3 ширины бруска с пазом.
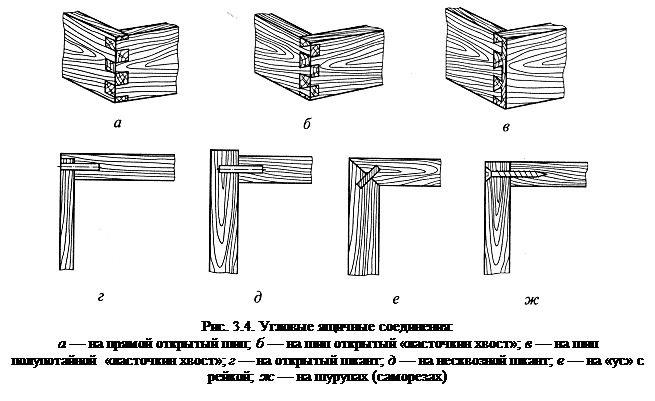
Угловое серединное соединение брусков на шип «ласточкин хвост» может быть несквозным, проходящим на половину толщины бруска, и сквозным. Длина шипа составляет 0,3...0,5 ширины присоединяемого бруска, угол наклона шипа — 10°. Угловое соединение в паз и гребень несквозной обеспечивает правильное расположение деталей при сборке столярных изделий. Длина гребня должна быть 0,3...0,5 толщины бруска. Соединение рекомендуется располагать от торца бруска с пазом н а расстоянии не менее 10 мм. Угловые ящичные соединени (рис. 3.4) на шип прямой открытый, на шип «ласточкин хвост» Угловые ящичные соединения на шкант открытый и несквозной имеют небольшую площадь склеивания, поэтому такие соединения следует применять в тех случаях, когда основные нагрузки на шканты работают не на растяжение, а на срез. Диаметр шкантов 8 и 10 мм, длина 30...40 мм.
В соединениях на несквозной шип этот шип должен не доходить до дна гнезда или проушины на 2... 3 мм. В настоящее время вместо шкантов при изготовлении ящиков используют шурупы – саморезы.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1873; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.45.82 (0.007 с.) |



 Шканты изготовляют из цилиндрических заготовок твердых лиственных пород. Чтобы клей при установке шканта не сходил с его поверхности, шкант делают рифленым, а на торцах по окружности снимают фаски. Для рифления поверхности шканта применяют специальный калибр, через который ударом молотка прогоняют круглые заготовки определенного диаметра (рис. 3.5).
Шканты изготовляют из цилиндрических заготовок твердых лиственных пород. Чтобы клей при установке шканта не сходил с его поверхности, шкант делают рифленым, а на торцах по окружности снимают фаски. Для рифления поверхности шканта применяют специальный калибр, через который ударом молотка прогоняют круглые заготовки определенного диаметра (рис. 3.5).


