Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приспособления для обработки заготовок на строгальных станкахСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Обрабатываемые заготовки небольших размеров и простых форм закрепляют в универсальных машинных тисках, устанавливаемых и закрепляемых на столе строгального станка.
Рис. 54. Приспособления и резцовые державки к строгальным станкам. Заготовки больших размеров и сложных форм устанавливают непосредственно на столе станка, имеющем Т-образные пазы, и закрепляют, используя прихваты, призматические (рис. 54, а) и клиновые (рис. 54, б) подкладки, упоры (рис. 54, в), призмы (рис. 54, г) и т. д. Специальные приспособления при выполнении строгальных работ применяют редко. Резцы на строгальных станках закрепляют в специальных державках: однорезцовых (рис. 54, д, е), двух-, трех - и четырех-резцовых. На рис. 54, ж показана трехрезцовая державка для строгания плоской поверхности по схеме деления подачи на части. Это позволяет обрабатывать заготовки с большой величиной поперечной подачи, в то время как на каждый резец приходится Эти станки входят в седьмую группу. К ним относятся поперечно-строгальные, продольно-строгальные (одностоечные и двухстоечные), долбежные и разные строгальные станки. Поперечно-строгальные станки используют в серийном производстве и во вспомогательных цехах машиностроительных заводов. На них обрабатывают заготовки, когда длина строгания не превышает 1000 мм. Общий вид поперечно-строгального станка показан на рис. 55.
Рис.55. Общий вид поперечно–строгального станка Фундаментная плита 1 служит для установки и закрепления станка на фундаментном основании пола. На плите закреплена станина 2 с фланцевым электродвигателем 8. В станине смонтированы коробка скоростей станка и кулисный механизм или гидропривод, обеспечивающие возвратно-поступательное движение ползуна 7 по горизонтальным направляющим станины. По вертикальным направляющим станины перемещается траверса 3 с горизонтальными направляющими. На траверсе консольно установлен стол 4 с Т-образными пазами, на котором закрепляют обрабатываемую заготовку. На торце ползуна 7 закреплен вертикальный суппорт 6, который можно устанавливать под углом при строгании наклонных плоскостей. На суппорте смонтирован откидной резцедержатель 5, в котором закрепляют строгальный резец. Резцедержатель сделан откидным и может поворачиваться на шарнирном пальце, что необходимо для свободного скольжения резца по обработанной поверхности заготовки при холостом ходе ползуна. На продольно-строгальных станках обрабатывают крупные тяжелые заготовки. Станки характеризуются наибольшей длиной строгания (ходом стола), которая составляет 1,5—12 м, и шириной строгания, равной 0,7—4,0 м. Продольно-строгальные станки подразделяют на одностоечные и двухстоечные. На двухстоечных станках, имеющих более жесткую конструкцию, обрабатывают более крупные заготовки. Общий вид двухстоечного продольно-строгального станка показан на рис. 56. Станина 1 имеет продольные горизонтальные направляющие, по которым стол 2 совершает возвратно-поступательное движение. Стол с закрепленной на нем обрабатываемой заготовкой получает прямолинейное движение от реечнойпередачи, червяка и червячной рейки или от гидроцилиндра. Приводом главного движения служит электродвигатель 12.
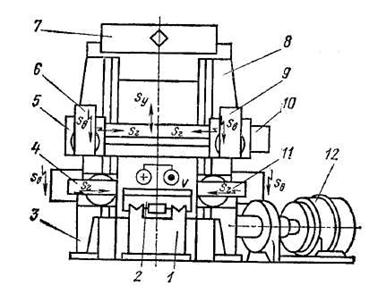
Рис. 56. Общий вид двухстоечного продольно–строгального станка. Со станиной жестко связаны две стойки: левая 3 и правая 8, соединенные в верхней части попепечиной 7, что попытает общую жесткость станка. По вертикальным направляющим стоек перемещается траверса 5, которую в зависимости от размера обрабатываемой заготовки устанавливают на определенном уровне от плоскости стола. На траверсе смонтированы два верхних суппорта 6 и 9, получающие поперечную подачу от коробки подач 10. Суппорты можно поворачивать в вертикальной плоскости. На суппортах установлены откидные резцедержатели для закрепления резцов. По вертикальным направляющим стоек перемещаются боковые суппорты 4 и 11, на которых также установлены откидные резцедержатели. Боковые суппорты имеют индивидуальные коробки подач. Наличие четырех суппортов позволяет одновременно обрабатывать несколько поверхностей заготовки. Лекция 22. Долбёжные станки Долбежные станки. Долбежные станки характеризуются тем, что главное движение резания осуществляется в вертикальной плоскости. Это движение имеет ползун, на котором установлен резцедержатель для закрепления долбежного резца. Длина хода ползуна обычно не превышает 200 мм. Заготовку закрепляют па столе станка, который имеет продольную и поперечную подачи. Кроме того, стол имеет круговую подачу относительно своей вертикальной оси. На строгальных станках обрабатывают плоские поверхности — горизонтальные, вертикальные и наклонные; уступы; пазы Т-обзазные, V-образные, типа «ласточкина хвоста», призматические прямоугольные, трапецеидальные; рифленые поверхности; фасонные поверхности (фасонными резцами или по копиру). Кроме того, на них разрезают заготовки.
Рис. 57. Схемы обработки поверхностей заготовок на строгальных и долбёжных станках. На долбежных станках обрабатывают плоские вертикальные поверхности, многогранники, многогранные отверстия, наружные пазы, фасонные поверхности. На рис. 57 показаны примеры обработки различных поверхностей на строгальных и долбежных станках. Обработка заготовок на поперечно-строгальных станках показана схемами строгания горизонтальной (а), вертикальной (б) и наклонной (в) плоскостей. На рис. 57, г показано строгание рифлений. Наклонную плоскость обрабатывают при повороте верхнего суппорта на угол, равный углу наклона обрабатываемой плоскости, и подаче, направленной параллельно обрабатываемой поверхности. Обработка заготовок на продольно-строгальных станках показана схемами одновременного строгания горизонтальной и вертикальной плоскостей заготовки (д); одновременного строгания призматического паза и паза «ласточкин хвост» (е); строгания фасонной поверхности (ж) по копиру. Обработка заготовок на долбежных станках показана схемами долбления вертикальной плоскости (з), цилиндрической поверхности (и) и шпоночного паза (к). Строгание горизонтальных плоскостей выполняют проходными резцами, вертикальных и наклонных плоскостей — подрезными резцами, пазов — прорезными резцами и т. д.
|
||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 970; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.01 с.) |


 . Применяя аналогичные конструкции державок, можно строгать поверхности по схеме деления припуска на части.
. Применяя аналогичные конструкции державок, можно строгать поверхности по схеме деления припуска на части.