
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нарезание зубчатых колес на зубофрезерных станкахСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте На зубофрезерных станках нарезают цилиндрические колеса внешнего зацепления с прямыми и косыми зубьями и червячные колеса червячной модульной фрезой по методу обкатки.
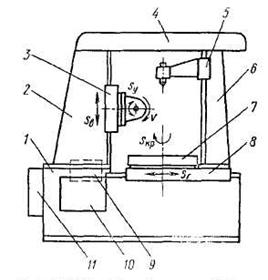
Рис. 77. Общий вид зубофрезерного станка. На рис. 77 показан общий вид зубофрезерного станка. На станке 1 установлена неподвижная стойка 2. Фрезу, закрепленную на оправке, устанавливают в шпинделе фрезерного суппорта 3, который перемещается по вертикальным направляющим стойки. Заготовку закрепляют на оправке вращающегося стола 7. Верхний конец оправки поддерживается подвижным кронштейном 5. Салазки 8 oбеспечивают горизонтальное перемещение стойки 6 и стола 7 по направляющим станины. Поперечина 4 связывает обе стойки и тем самым повышает жесткость станка. Для обеспечения требуемых скоростей вращения и поступательного перемещения фрезы и заготовки в процессе нарезания зубьев станок имеет четыре гитары сменных зубчатых колес. С помощью гитары скоростей 9 устанавливают частоту вращения шпинделя в минуту. Гитара деления 11 (обкатки) служит для сообщения заготовке окружной скорости, необходимой для автоматического деления заготовки на заданное число зубьев. С помощью гитары подач 10 устанавливают вертикальную подачу фрезы или горизонтальную подачу заготовки. Гитара дифференциала (находится в одной коробке с гитарой подач) сообщает заготовке дополнительное вращательное движение при нарезании колёс с косым зубом. Она позволяет увеличить или уменьшить скорость вращения заготовки, которая определяется настройкой делительной гитары, и получить левый или правый наклон зубьев колеса. Нарезание цилиндрических колес с прямыми зубьями (рис. 78, а). При нарезании червячная фреза вращается и перемещается вдоль оси заготовки. Скоростью резания при зубофрезеровании является скорость вращения фрезы, а подачей — перемещение фрезы вдоль оси вращения заготовки.
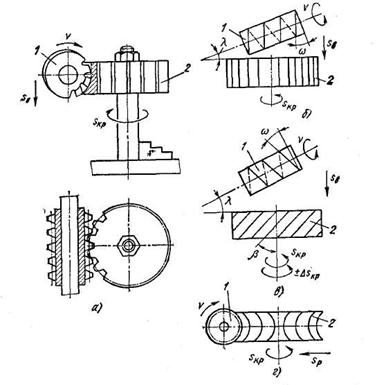
Рис. 78. Схемы нарезания цилиндрических зубчатых колёс на зубофрезерном станке: 1 – червячная фреза; 2 – заготовка Скорость резания (в м/мин):
где Dф — наружный диаметр фрезы, мм; n — частота вращения фрезы, об/мин. Подачу sB измеряют в миллиметрах на один оборот заготовки и выбирают из нормативов по режимам резания в зависимости от числа зубьев, требуемой шероховатости и точности обработки. Так как червячная фреза представляет собой ряд реек, режущие лезвия которых расположены на винтовых поверхностях червячная фреза и заготовка должны находиться в относительном движении, соответствующем зацеплению колеса с рейкой. Вращение фрезы и заготовки связано отношением:
где nзаг — частота вращения заготовки, об/мин; nф—частота вращения фрезы, об/мин; А — передаточное отношение передач цепи обкатки; k — число заходов червячной фрезы; z — число нарезаемых зубьев на заготовке. Отсюда следует, что при каждом обороте червячной фрезы заготовка должна повернуться на k/z часть оборота. Согласованной и непрерывное вращение заготовки и фрезы являются обкаточным движением. Таким образом, для нарезания цилиндрических колес с прямыми зубьями необходимы три движения: главное вращательное червячной фрезы v, круговая подача заготовки (делительное движение) sкp. заг. и вертикальная подача фрезы sB. Для согласования этих движений на станке настраивают кинематический цепи: скоростную, делительную и вертикальной подачи. Кинематическая скоростная цепь связывает вращение черничной фрезы с вращением вала электродвигателя. Кинематическая цепь деления (обкатки) связывает вращение червячной фрезой с вращением заготовки; кинематическая цепь вертикальной подачи — перемещение фрезы в вертикальной плоскости с вращением заготовки. Чтобы нарезаемые зубья имели симметричный профиль, ось вращения червячной модульной фрезы устанавливают под углом λ к торцу заготовки колеса. При нарезании цилиндрических колес с прямыми зубьями (рис. 78, б) ось червячной фрезы устанавливают относительно плоскости, перпендикулярной к оси заготовки, под углом λ, равным углу подъема витков червячной фрезы w. Нарезание цилиндрических колес с косыми зубьями (рис. 78 в). При нарезании ось фрезы устанавливают под углом λ, при определении которого учитывают угол подъема витков червячной фрезы w и угол наклона нарезаемых зубьев β:
знак «плюс» берут при разноименном наклоне зубьев фрезы и колеса, «минус» – при одноименном наклоне. Для формообразования косого зуба необходимы три движения: вращение фрезы v, вертикальная подача фрезы sB и ускоренном (или замедленное) вращение заготовки sкp. заг, которое складывается из основного и дополнительного ее вращений. Первые дни движения и основное вращение заготовки осуществляются настройкой тех же кинематических цепей, что и при нарезании колес с прямыми зубьями. При вертикальном перемещении фрезы на величину подачи sB зубья фрезы должны перемещаться вдоль винтовых линий зубьев колеса. Для обеспечения этого условия необходимо, чтобы заготовка совершила один дополнительный оборот, что достигается настройкой дифференциальной кинематической цепи. Дифференциальная цепь сообщает заготовке один дополнительный оборот за Т/tв оборотов вертикального ходового винта фрезерного суппорта (T — шаг винтовой линии зубьев нарезаемого колеса; tB — шаг резьбы вертикального ходового винта фрезерного суппорта). Суммирование основного и дополнительного вращательных ишжений заготовки осуществляется дифференциалом. Основное и ращение заготовки зависит от отношения числа заходов червячной фрезы к числу зубьев нарезаемого колеса, а дополнительное к ращение — от угла наклона нарезаемых зубьев. Направление дополнительного вращения заготовки Δsкр. заг совпадает с направлением ее основного движения (ускоренное вращение заготовки), если направления винтовых линий зубьев нарезаемого колеса и фрезы одинаковы. Если же направления винтовых линий различны, то дополнительное вращение будет направлено в сторону, обратную основному движению (замедленное вращение заготовки). Нарезание червячных колес (рис. 78, г). При нарезании ось фрезы устанавливают горизонтально (λ = 0°) на высоте середины заготовки. Для нарезания червячных колес необходимы три движения: вращение червячной фрезы v, вращение заготовки sкp. заг и радиальная подача заготовки sp. Первые два движения осуществляют настройкой тех же кинематических цепей, что и при нарезании колес с прямыми и косыми зубьями. Для нарезания зуба на полную глубину заготовке сообщают радиальную подачу sp, настраивая кинематическую цепь горизонтальной подачи. Цепь горизонтальной подачи связывает перемещение заготовки в горизонтальной плоскости с ее вращением (sp мм/об, заг.).
|
||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1653; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.006 с.) |

 ,
, ,
, ;
;


