Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обкатывание и раскатывание поверхностейСодержание книги
Поиск на нашем сайте Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности. Сущность этих методов состоит в том, что в результате давления поверхностные слои металла, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего сжатия и пластически деформируются. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Микронеровности обрабатываемой поверхности сглаживаются путем смятия микровыступов и заполнения микровпадин. Обкатывают, как правило, наружные поверхности, а раскатывают внутренние цилиндрические и фасонные поверхности. При обкатывании роликами основными параметрами режима упрочнения являются давление в зоне контакта с роликом, число его проходов, подача и скорость обкатывания. Глубину деформированного слоя определяет давление.
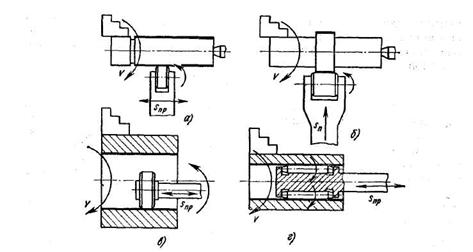
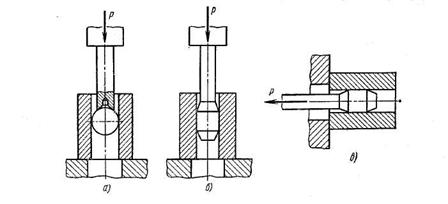
Рис. 92. Схемы обкатывания и раскатывания поверхностей На рис. 92 показаны распространенные схемы обкатывания и раскатывания поверхностей. К вращающейся цилиндрической заготовке подводят закаленный гладкий ролик — обкатку (рис. 92, а), который под действием рабочего давления деформирует поверхность. Продольная подача позволяет обрабатывать всю заготовку. Аналогичным инструментом обрабатывают элементы заготовок, но с поперечной подачей (рис. 92, б). При раскатывании ролик-раскатку закрепляют на консольной оправке (рис. 92, в). Более совершенна конструкция инструмента с несколькими роликами (рис. 92, г). Для обеспечения значительной однородности форм микронеровностей используют разнообразные конструкции инструментов, различающихся числом и формой деформирующих частей (роликов, шариков). Наилучшие результаты обеспечивают инструменты, на которые усилие передается через упругие элементы. Этим достигается постоянное усилие обработки в любой точке обрабатываемой поверхности. Усилие может регулироваться. Для обработки поверхностей обкатыванием и раскатыванием чаще всего используют токарные или карусельные станки, применяя вместо режущего инструмента обкатки и раскатки. Суппорты обеспечивают необходимую подачу. Раскатки можно устанавливать в пиноли задних бабок. Глубокие отверстия раскатывают на станках для глубокого сверления. Так как нагрев заготовок в местах контакта с инструментом незначителен, охлаждения не требуется. Для уменьшения трения используют смазывание веретенным маслом или керосином. Обкатыванием и раскатыванием лишь в незначительной степени исправляют погрешности предшествующей обработки. Поэтому предварительная обработка заготовок должна быть точной с учетом смятия микронеровностей и изменения окончательного размера детали. Решающее значение в достижении необходимого качества поверхностного слоя имеет давление на поверхность. Чрезмерно большое давление так же, как и большое число проходов инструмента, разрушает поверхность и может привести к отслаиванию ее отдельных участков. Алмазное выглаживание Малой шероховатости поверхности и ее упрочнения можно достичь алмазным выглаживанием. Сущность этого метода состоит в том, что оставшиеся после обработки резанием неровности поверхности выглаживаются перемещающимся по ней прижатым алмазным инструментом. Алмаз, закрепленный в державке, не вращается, а скользит с весьма малым коэффициентом трения. Рабочая часть инструмента выполнена в виде полусферы, цилиндра или конуса. Чем тверже обрабатываемый металл, тем меньше радиус скругления рабочей части алмаза. Преимущества алмазного выглаживания состоят в повышении эксплуатационных свойств обработанных поверхностей, снижении шероховатости поверхности, отсутствии переноса на обрабатываемую поверхность посторонних частиц, возможности обработки тонкостенных деталей и деталей сложной конфигурации, простоте конструкции выглаживателей. Заготовки обрабатывают на токарных станках. Державку с подпружиненным наконечником с алмазом устанавливают в резцедержателе вместо резца. Движения заготовки и инструмента аналогичны движениям заготовки и инструмента при обтачивании. Силы прижатия алмаза к обрабатываемой поверхности сравнительно малы и колеблются в интервале 50—300 Н. Процесс выглаживания ведут со смазыванием веретенным маслом, что примерно в 5 раз уменьшает износ алмаза по сравнению с износом при выглаживании всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Число проходов инструмента не должно быть более двух. Калибровка отверстий Калибровкой повышают точность отверстий и получают поверхности высокого качества. Метод характеризуется высокой производительностью. Сущность калибровки сводится к перемещению в отверстии с натягом жесткого инструмента. Размеры поперечного сечения инструмента несколько больше размеров поперечного сечения отверстия. При этом инструмент сглаживает неровности, исправляет погрешности, упрочняет поверхность. Простейшим инструментом служит шарик, который проталкивается штоком (рис. 93, а). Роль инструмента может выполнять также оправка — дорн (рис. 93,б), к которому прикладывается сжимающая или растягивающая (рис. 93, в) сила. Заготовки обрабатывают за один или несколько ходов инструмента.
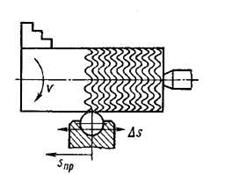
Рис. 93. Схемы калибровки отверстий. Заготовки обрабатывают с малыми или большими натягами. В первом случае зона пластической деформации не распространяется на всю толщину детали. Так обрабатывают толстостенные заготовки. Во втором случае зона пластической деформации охватывает всю деталь. Этот вариант обработки используют для тонкостенных деталей, что существенно повышает их точность. Шарики, как инструмент, не обеспечивают оптимальных условий деформирования и имеют малую стойкость. Калибрующие оправки выполняют одноэлементными, многоэлементными или сборными. Каждый из элементов — поясков имеет свой размер. Деформирующие элементы изготовляют из твердого сплава или стали, закаленных до высокой твердости. В качестве смазочного материала для сталей и бронз применяют сульфофрезол. для чугунов – керосин. Разработаны специальные смазочные материалы, обеспечивающие жидкостное трение. Они снижают рабочее усилие, способствуют повышению качества поверхности, увеличивают точность обработки и стойкость инструмента. Отверстия калибруют на прессах (рис. 93, а, б) или горизонтально-протяжных станках (рис. 93, в). Для правильного взаимного расположения инструмента и заготовки обычно применяют самоустанавливающиеся приспособления с шаровой опорой. Заготовку не закрепляют. Вибронакатывание Для повышения износостойкости деталей машин на поверхностях трения целесообразно выдавливать слабозаметные, прилегающие друг к другу канавки. В канавках скапливаются смазочный материал и мелкие частицы, образовавшиеся в процессе изнашивания. Канавки образуются вибронакатыванием. Упрочняющему элементу — шару или алмазу, установленному в резцедержателе токарного станка, помимо обычного движения sпp (рис. 94) специальным устройством сообщают дополнительные движения Δs с относительно малой амплитудой. Изменяя v, sпp, амплитуду и частоту колебаний, можно на обрабатываемой поверхности получить требуемый рисунок. Распространение получили рисунки с непересекающимися канавками, с неполностью пересекающимися и со сливающимися канавками. Возможно также вибронакатывание внутренних и плоских поверхностей.
Рис. 94. Схема вибронакатывания Канавки одновременно упрочняют поверхность. Важнейшей характеристикой такой поверхности является общая площадь канавок (в процентах от номинальной площади обрабатывающей поверхности). Такие отклонения для каждого типа рисунка определяют аналитически. Обкатывание зубчатых колес Пластическое деформирование поверхностных слоев повышает работоспособность зубчатых колес. Микронеровности, оставшиеся от предшествующей обработки, сглаживаются путем смятия специальным инструментом. Обрабатываемое зубчатое колесо вводят в плотное зацепление с тремя стальными, закаленными эталонными колесами. Последние имеют полированные зубья и располагаются вокруг обкатываемого колеса. Эталонные колеса прижимаются к обкатываемому с помощью пружинных устройств. Сила прижима регламентируется. Одно из эталонных колес является ведущим и приводит во вращение обрабатываемое колесо, а через него — два остальных эталонных колеса. Движение колес реверсируется. Колеса обкатывают со смазочными материалами на специальных зубообкатных станках. Обкатыванием лишь частично исправляют профиль зуба и его размеры путем сглаживания шероховатостей.
|
||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1548; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.008 с.) |