
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика метода строганияСодержание книги
Поиск на нашем сайте
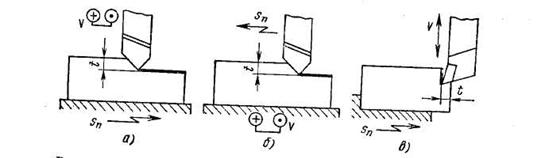
Технологический метод формообразования поверхностей заготовок строганием характеризуется наличием двух движений: поступательным резца или заготовки (скорость резания) и прерывистым поступательным подачи, направленным перпендикулярно лектору главного движения. Заготовки обрабатывают на поперечно-строгальных или продольно-строгальных станках. На поперечно-строгальных станках резец совершает возвратно-поступательное движение v, а заготовка — движение поперечной подачи в горизонтальной плоскости (рис. 50, а). При некоторых видах обработки движение подачи имеет резец. На продольно-строгальных станках заготовка совершает возвратно-поступательное движение v, а режущий инструмент (рис. 50, б) — движение подачи.
Рис. 50. Схемы обработки плоской поверхности на поперечно–строгальном (а), продольно–строгальном (б) и долбёжном (в) станках Разновидностью строгания является долбление на долбежных станках. На них заготовки обрабатывают при возвратно-поступательном движении v режущего инструмента, совершаемом в вертикальной плоскости, и движении подачи Sn заготовки в горизонтальной плоскости (рис. 50, в). Процесс резания при строгании прерывистый, и удаление материала происходит только при прямом (рабочем) ходе. Во время обратного (холостого) хода резец работу резания не производит. Прерывистый процесс резания способствует охлаждению инструмента во время обработки заготовки, что исключает в большинстве случаев применение смазочно-охлаждающих жидкостей. Прерывистый процесс резания приводит к значительным динамическим нагрузкам режущего инструмента, так как резец, врезаясь в материал заготовки при каждом рабочем ходе, испытывает удар. Поэтому строгание осуществляют на умеренных скоростях резания, а режущий инструмент делают более массивным и прочным по сравнению с резцами, применяемыми при обработке точением. Наличие холостого хода при строгании увеличивает время обработки и снижает производительность.Благодаря низкой производительности строгание во многих случаях заменяют фрезерованием. Строгальные станки широко применяют в станкостроении и тяжелом машиностроении, когда необходимо обрабатывать крупные тяжелые заготовки станин, корпусов, рам, оснований, колонн и других деталей. Строгальные станки используют также во вспомогательных цехах машиностроительных заводов: ремонтных, инструментальных, опытного производства и т. д. Режим резания. Силы резания Режим резания. При строгании режим резания составляет совокупность величин: скорости резания v подачи s и глубины резания t. Глубину резания измеряют в миллиметрах. При строгании она определяется величиной припуска, оставленного на обработку. Черновое строгание выполняют с большей глубиной резания, чем получистое и чистовое. При строгании и долблении движение подачи (мм/дв. х.) является прерывистым и осуществляется в конце обратного холостого хода заготовки или резца. Величины t и s выбирают из справочников. Задавшись глубиной резания и подачей, по эмпирической формуле определяют расчетную скорость резания. Скорость резания при строгании и долблении измеряют в метрах в минуту. Для строгальных станков с гидроприводом главного движения число двойных ходов ползуна (стола) в минуту:
где L = l + (l1 + l2) – длина хода ползуна (рис. 51), мм; l – длина обрабатываемой поверхности заготовки, мм; l1+l2 – длина перебега резца в обе стороны, мм; k – отношение скорости рабочего хода к скорости холостого хода
После вычисления скорости резания определяют число двойных ходов ползуна поперечно-строгального или долбежного станка или стола продольно-строгального станка. Силы резания. Схема сил, действующих в процессе обработки заготовки на строгальном станке, показана на рис. 52. Так же как и при точении, силу резания R раскладывают на три составляющие силы: Pz; Ру; Рх. Тангенциальную составляющую Pz силы резания определяют по эмпирической формуле, так же как при точении. Величины вертикальной Ру и горизонтальной Рх составляющих обычно берут в долях от силы Pz. По силе Pz определяют эффективную мощность резания, упругую деформацию резца при рабочем ходе, размеры поперечного сечения стержня резца. По силе Рх рассчитывают механизм подачи станка; по силе Ру — упругие отжатия резца от обрабатываемой заготовки, что влияет на точность размера обработанной поверхности, а прочность механизма резцедержателя и суппорта станка. Для продольно-строгальных станков эффективная мощность:
где Рz — вертикальная составляющая силы резания, Н; v — скорость резания, м/мин. Основное (технологическое) время. Основное время (в мин) обработки поверхности заготовки на строгальном (долбежном) станке:
где В — ширина строгания (долбления), мм (рис. 51); B=b+b1+b2
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 835; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.36.36 (0.005 с.) |

 ,
,
 ,
,


