
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Состав, свойства и области применения резиновых деталейСодержание книги
Поиск на нашем сайте В производстве резиновых технических деталей основным видом сырья являются натуральные и синтетические каучуки. Натуральные каучуки не нашли широкого применения, так как сырьем для их получения служит каучукосодержащий сок отдельных сортов растений. Сырьем для получения синтетических каучуков является нефть, нефтепродукты, природный газ, древесина и т. д. Каучук в натуральном виде в промышленности не применяют, его превращают в резину вулканизацией. В качестве вулканизирующего вещества обычно используют серу. Количество серы определяет эластичность резиновых деталей. Например, мягкие резины содержат 1 – 3 % серы, твердые (эбонит) – до 30 % серы. Процесс вулканизации происходит под температурным воздействием (горячая вулканизация) или без температурного воздействия (холодная вулканизация). Для улучшения физико-механических и эксплуатационных свойств резиновых технических деталей и снижения расхода каучука в состав резиновых смесей вводят различные компоненты. Наполнители уменьшают расход каучука, улучшают эксплуатационные свойства деталей. Наполнители подразделяют на порошкообразные и тканевые. В качестве порошкообразных наполнителей применяют сажу, тальк, мел и др. К тканевым наполнителям относят хлопчатобумажные, шелковые и другие ткани. В некоторых случаях для повышения прочности деталей их армируют стальной проволокой или сеткой, стеклянной или капроновой тканью. Количество наполнителя зависит от вида выпускаемых деталей. Мягчители (парафин, стеариновая кислота, канифоль и др.) служат для облегчения процесса смешивания резиновой смеси и обеспечения мягкости и морозоустойчивости. Для замедления процесса окисления в резиновые смеси добавляют противостарители (вазелин, ароматические амины и др.). Процесс вулканизации ускоряют введением в смесь оксида цинка и др. Красители (охра, пятисернистая сурьма, ультрамарин и др.) вводят в смесь в количестве до 10 % массы каучука. Высокая эластичность, способность к большим обратимым деформациям, стойкость к действию активных химических веществ, малая водо - и газопроницаемость, хорошие диэлектрические и другие свойства резины обусловили ее применение во всех отраслях народного хозяйства. В машиностроении применяют разнообразные резиновые технические детали: ремни — для передачи вращательного движения с одного вала на другой; шланги и напорные рукава— для передачи жидкостей и газов под давлением; сальники манжеты, прокладочные кольца и уплотнители — для уплотнения подвижных и неподвижных соединений; муфты, амортизаторы — для гашения динамических нагрузок; конвейерные ленты — для оснащения по-грузочно-разгрузочных устройств и т. д. Способы формообразования резиновых деталей Технологический процесс изготовления резиновых технических деталей состоит из отдельных последовательных операций' приготовления резиновой смеси, формования и вулканизации. Процесс подготовки резиновой смеси заключается в смешении входящих в нее компонентов. Перед смешением каучук переводят в пластичное состояние многократным пропусканием его через специальные вальцы, предварительно подогретые до температуры 40—50 °С. Находясь в пластичном состоянии, каучук обладает способностью хорошо смешиваться с другими компонентами. Смешение проводят в червячных или валковых смесителях. Необходимо иметь в виду, что первым из компонентов при приготовлении смеси вводят проти-востаритель, последним — вулканизатор или ускоритель вулканизации.
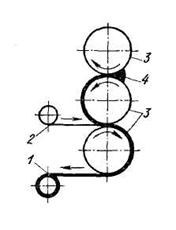
Рис. 106. Схема получения прорезиненных тканей Резиновые технические детали в зависимости от предъявляемых к ним требований формообразуют каландрованием, непрерывным выдавливанием, прессованием, литьем под давлением, намоткой и т. д. Многие технологические процессы переработки резиновых композиций в детали подобны тем, которые были рассмотрены при формообразовании деталей из пластмасс. Каландрование применяют для получения, резиновых деталей в виде листов и прорезиненных лент, а также для соединения листов резины и прорезиненных лент (дублирование). Операцию выполняют на многовалковых машинах — каландрах. Валки каландров снабжают системой внутреннего обогрева или охлаждения, что позволяет регулировать температурный режим. Листы резины, полученные прокаткой на каландрах, сматывают в рулоны и используют затем в качестве полуфабриката для других процессов формообразования резиновых деталей. Во избежание слипания резины в рулонах ее посыпают тальком или мелом при выходе из каландра. В процессе получения прорезиненной ткани в зазор между валками каландров 3 (рис. 106) одновременно пропускают пластифицированную сырую резиновую смесь 4 и ткань 2. Резиновая смесь поступает в зазор между верхним и средним валками, обволакивает средний валок и поступает в зазор между средним и нижним валками, через который проходит ткань. Средний валок вращается с большей скоростью, чем нижний. Разность скоростей обеспечивает втирание резиновой смеси в ткань. Толщину резиновой пленки на ткани регулируют, изменяя зазор между валками каландра. Многослойную прорезиненную ткань получают при пропускании определенного числа листов однослойной прорезиненной ткани через валки каландра. Полученную ткань наматывают на барабан 1 и затем вулканизируют. Непрерывное выдавливание используют для получения профилированных, резиновых деталей (труб, прутков, профилей для остекления и т, д.). Детали непрерывным выдавливанием изготовляют на машинах червячного типа. Таким способом покрывают резиной металлическую проволоку. Прессование — один из основных способов получения фасонных деталей (манжет, уплотнительных колец, клиновых ремней и т. д.). Прессуют их в металлических формах. Применяют горячее и холодное прессование. При горячем прессовании резиновую смесь Литьем под давлением получают детали сложной формы. Резиновая смесь поступает под давлением при температуре 80—120 °С через литниковое отверстие в литейную форму, что значительно сокращает цикл вулканизации. Вулканизация – завершающая операция при изготовлении резиновых деталей – проводят в специальных камерах (вулканизаторах) при температуре 120—150 °С в атмосфере насыщенного водяного пара при небольшом давлении. В процессе вулканизации происходит химическая реакция серы и каучука, в результате которой линейная структура молекул каучука превращается в сетчатую, что уменьшает пластичность, повышает стойкость к действию органических растворителей, увеличивает механическую прочность. При массовом производстве резиновых технических деталей рее технологические операции выполняют с помощью высокопроизводительного и автоматизированного оборудования.
|
|||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 876; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.01 с.) |






 закладывают в горячую пресс-форму и прессуют на гидравлических прессах с обогреваемыми плитами. Температура прессования 140 – 155 °С. При прессовании одновременно происходят формообразование и вулканизация деталей. Высокопрочные детали (например, клиновые ремни) после формования подвергают дополнительной вулканизации в специальных приспособлениях – пакетах. Xолодным прессованием получают детали из эбонитовых смесей (корпуса аккумуляторных батарей, детали для химической промышленности и т. д.). После прессования заготовки отправляют на вулканизацию. В состав эбонитовой смеси входят каучук и значительное количество серы (до 30 % массы каучука). В качестве наполнителей применяют размельченные отходы эбонитового производства.
закладывают в горячую пресс-форму и прессуют на гидравлических прессах с обогреваемыми плитами. Температура прессования 140 – 155 °С. При прессовании одновременно происходят формообразование и вулканизация деталей. Высокопрочные детали (например, клиновые ремни) после формования подвергают дополнительной вулканизации в специальных приспособлениях – пакетах. Xолодным прессованием получают детали из эбонитовых смесей (корпуса аккумуляторных батарей, детали для химической промышленности и т. д.). После прессования заготовки отправляют на вулканизацию. В состав эбонитовой смеси входят каучук и значительное количество серы (до 30 % массы каучука). В качестве наполнителей применяют размельченные отходы эбонитового производства.


