Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка поверхностей заготовок на протяжных станкахСодержание книги
Поиск на нашем сайте
Протяжные станки отличаются простотой конструкции и эксплуатации. Это обусловлено тем, что форма поверхности при обработке на протяжном станке зависит от формы режущих лезвий зубьев инструмента. Основными характеристиками протяжного станка являются тяговое усилие и длина хода протяжки. Протяжные станки имеют гидравлический привод и часто работают по полуавтоматическому циклу. В зависимости от вида обрабатываемых поверхностей их делят на станки для внутреннего и наружного протягивания; по направлению главного движения—на горизонтальные и вертикальные.
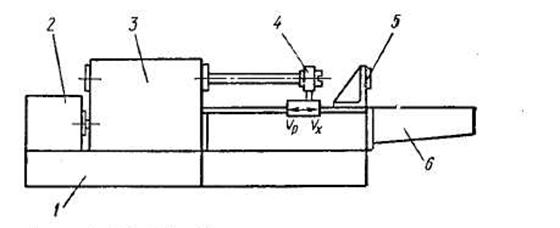
Рис. 60. Общий вид горизонтально–протяжного станка Горизонтально-протяжной станок. Этот станок для внутреннего протягивания (рис. 60) состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6. Протяжку хвостовой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока поршня гидроцилиндра — главное движение vp
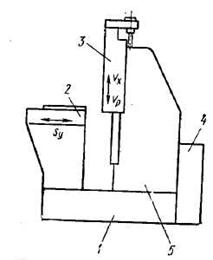
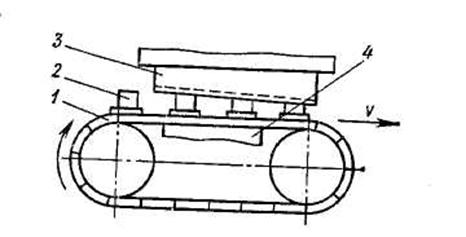
Рис. 61. Общий вид вертикально–протяжного станка. Заготовка при протягивании опирается торцом на опорную поверхность кронштейна 5. Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. Поело окончания протягивания заготовка падает в корыто 6, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (холостой ход vx) и цикл обработки повторяется. Рис. 61. Общий вид вертикально–протяжного станка. Вертикально-протяжной станок. Этот станок для наружного протягивания (рис. 61) состоит из основания 7, станины 5, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают в приспособлении на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей поступательное перемещение – главное движение. Протяжка, опускаясь (рабочий ход vp) обрабатывает заготовку. Обработанную заготовку снимают и подвижная каретка быстро возвращается в исходное положение (холостой ход vx). Протяжные стайки непрерывной обработки (рис. 62). Эти станки являются станками высокой производительности. На них обрабатывают заготовки непрерывно. Заготовки 2 устанавливают в приспособлениях замкнутой цепи 1 и сообщают им главное поступательное движение со скоростью v относительно неподвижной протяжки 3. Жесткие направляющие 4 обеспечивают параллельное перемещение цепи в зоне прохождения заготовок под протяжкой. На протяжных станках непрерывной обработки карусельного типа заготовки устанавливают на вращающемся круглом столе.
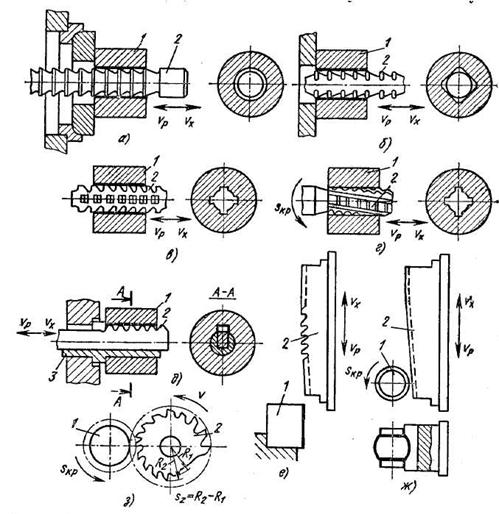
Рис. 62. Схема обработки заготовок на протяжном станке непрерывной обработки. Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5—250 мм. Цилиндрические отверстия протягивают круглыми протяжками после сверления, растачивания или зенкерования. Применяют также протягивание отверстий, полученных при литье и штамповке, без предварительной их обработки. Обычно длина отверстий не превышает трех диаметров. Если торец отверстия в заготовке не обработан, то для ее установки применяют приспособления со сферической опорной поверхностью (рис. 63, а). Заготовка в этом случае может самоустанавливаться (центрироваться) по оси протяжки, даже если торец заготовки не перпендикулярен оси отверстия. В тех случаях, когда при предыдущей обработке предусмотрено получение торца отверстия, перпендикулярного к его оси, заготовка опирается на жесткую (неподвижную) поверхность. Многогранные отверстия (треугольные, квадратные и т. п.) протягивают многогранными протяжками. Исходной поверхностью для протягивания является круглое отверстие На рис. 63, б приведена схема протягивания квадратного отверстия. Шлицевые отверстия с различным профилем шлицев протягивают многошлицевыми протяжками, формирующим одновременно весь профиль отверстия. На рис. 63, в приведена схема протягивания прямых шлицев. Винтовые шлицы протягивают протяжкой, режущие зубья которой расположены по винтовой линии, с приспособлением обеспечивающим дополнительное вращение протяжки (рис. 63, г) или заготовки. Шпоночные и другие пазы протягивают протяжками, форма зубьев которых в поперечном сечении соответствует профилю протягиваемого паза. Шпоночные пазы протягивают плоской шпоночной протяжкой (рис. 63, д) с применением специального приспособления — направляющей втулки 3, Вдоль всей втулки прорезают прямоугольный паз, который является направляющим для протяжки. Наружные поверхности различной геометрической формы с прямолинейной образующей протягивают на вертикально-протяжных станках для наружного протягивания, а также на станках непрерывной обработки конвейерного типа. Протягивание наружных поверхностей успешно применяют вместо других методов обработки с целью снижения ее трудоемкости и стоимости. Наружным протягиванием можно заменить строгание, фрезерование, а в некоторых случаях и шлифование. При протягивании сложных фасонных контуров взамен фрезерования (например, плоских кулачков) не только снижается трудоемкости обработки, но и обеспечивается высокое качество обработанной поверхности. Плоские и более сложные наружные поверхности протягивают плоскими протяжками прямого и фасонного профиля.
Рис. 63. Схемы обработки поверхностей заготовок на протяжных станках: 1 – заготовка, 2 – протяжка, 3 – направляющая втулка На рис. 63, е приведена схема протягивания вертикальной плоскости. На специальных протяжных станках можно обрабатывать наружные поверхности заготовок формы тел вращения плоскими (рис. 63, ж) и дисковыми (рис. 63, з) протяжками. В обоих случаях заготовке сообщают круговую подачу. Плоская протяжка имеет главное движение — поступательное, а дисковая протяжка — вращательное вокруг своей оси. Цилиндрические и конические зубчатые колеса наружного зацепления протягивают следующим образом. Цилиндрические зубчатые колеса с прямыми зубьями и другие детали, имеющие наружные пазы, изготовляют последовательным протягиванием впадины между зубьями за один или несколько проходов на горизонтальных и вертикальных протяжных станках с делительными автоматическими устройствами. На специальных протяжных автоматах с непрерывно вращающейся круглой протяжкой специальной конструкции нарезают цилиндрические и конические зубчатые колеса с прямыми зубьями.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 727; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.41.109 (0.01 с.) |