
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станки строгально-протяжной группыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Строгальные и долбежные станки
Общие сведения В соответствии с современной классификацией металлорежущих станков строгальные и долбежные станки относятся к 7-й группе, в которую входят следующие типы: 1 - продольно-строгальные одностоечные станки, 2 – продольно-строгальные двухстоечные станки, 3 - поперечно-строгальные станки, 4 — долбежные станки, 5 и 7 — протяжные станки, 9 - разные строгальные станки. Условное обозначение модели станка состоит из трех-четырех цифр. Первая цифра указывает группу, вторая - тип, третья и четвертая - основной параметр станка: у продольно-строгальных - максимальную ширину изделия, у поперечно-строгальных и долбежных — наибольший ход ползуна. Например, модели 7110, 7116, 7112 – это одностоечные продольно-строгальные станки; 7212, 7216, 7228, 7289 – двухстоечные продольно-строгальные станки; 7303, 737, 739, 7307 — поперечно-строгальные станки; 7410, 7414, 7432 — долбежные станки. Если в нумерации модели после первой или второй цифры вписана буква, то это означает, что базовая модель модернизирована, в ней используют новые узлы. В поперечно-строгальных станках часто при модернизации применяют гидропривод, например, в станках мод. 736 и 7М36. Модификацию базовой модели обозначают какой-либо буквой в конце шифра, например, мод. 7307 и 7307Д. Строгальные и долбежные станки по степени универсальности можно разделить на универсальные и специализированные. На универсальных станках выполняют все виды строгальных операций. К ним относятся продольно-строгальные, поперечно-строгальные и долбежные станки. Промышленность также выпускает комбинированные строгальные станки: строгально-фрезерные, строгально-шлифовальные, что придало им еще большую универсальность. Так, комбинированные продольно-строгальные станки мод. 7225 и 7220 имеют три строгальных и два фрезерных суппорта. Специализированные станки предназначены для обработки изделий одного наименования и разных размеров. На них выполняется ограниченное число строгальных операций. К специализированным станкам относятся: кромкострогальные для обработки листового материала; копировально-строгальные, предназначенные для обработки фасонных поверхностей по копиру; внутристрогальные для остовов тяговых двигателей; станки с ЧПУ для строгания пуансонов. Шифр специальных или специализированных станков образуется путем добавления к шифру завода порядкового номера модели. Так, комбинированные продольно-обрабатывающие станки с ручным управлением получили шифр НС-6, НС-8, НС-30; они предназначены для строгания и шлифования.
Если станки имеют программное управление, то к их шифру в конце добавляются индексы: Ц – цикловое программное управление, Т - оперативная система, Ф1 — цифровая индикация и предварительный набор координат, Ф2 — позиционная система числового программного управления (ЧПУ), ФЗ — контурная система ЧПУ, Ф4 - универсальная система ЧПУ с позиционной и контурной обработкой. Например, станок мод. 7А216Ф1 имеет цифровую индикацию и предварительный набор координат; поперечно-строгальный станок 7Д36Ц оснащен цикловым программным управлением. Строгальные и долбежные станки предназначены для обработки резцами плоскостей, фасонных линейчатых поверхностей, прямолинейных канавок, пазов, различных выемок и тд. в условиях единичного и мелкосерийного производства. Станки этой группы характеризуются главным возвратно-поступательным движением, которое может сообщаться заготовке или режущему инструменту. Строгание широко применяют при изготовлении небольшого количества деталей в ремонтных и инструментальных цехах машиностроительных заводов. Такая обработка связана с удалением с заготовки больших объемов металла. По сравнению с другими технологическими методами формообразования строгание экономически более выгодно вследствие простоты конструкции и малой стоимости режущего инструмента. Строганием образуют (рис. 1) вертикальные 1, горизонтальные 2 и наклонные 3 поверхности, уступы 7, пазы 5, канавки 4 и реже — криволинейные поверхности 6.
Строгальные станки делят на поперечно-строгальные (односуппортные и двухсуппортные), продольно-строгальные (одностоечные, двухстоечные и кромкострогальные) и долбежные. Схемы строгания на станках приведены на рис. 14.1.
Рис. 14.1 Схемы строгания на станках а – поперечно-строгальном, б – продольно-строгальном, в -долбежном Поперечно строгальные станки (рис. 5) служат для обработки мелких и средних деталей. Основным параметром этих станков является наибольшая длина хода ползуна — 200... 1000 мм. Главное движение сообщается инструменту.
Рис. 5. Поперечно-строгальный станок
Поперечно-строгальные станки всех размеров изготовляют с механическим приводом главного движения, а станки с ходом ползуна 700 и 1000 мм также и с гидравлическим приводом. Станки имеют автоматические подачи стола и резцового суппорта; управляют ими с центральной кнопочной станции и удобно расположенными рукоятками. Схема строгания на поперечно-строгальном станке показана на рис. 14.1, а. Возвратно-поступательное движение резца — главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи S — движение подачи. Компоновка поперечно-строгальных станков простая и компактная, при которой обрабатываемая заготовка неподвижна в процессе резания, а резец, закрепленный в ползуне, совершает возвратно-поступательное движение. Общий вид поперечно-строгального станка показан на рис. 5. На станине 1 установлены и закреплены все узлы станка. По горизонтальным направляющим станины перемещается ползун 7, совершающий возвратно-поступательное движение с помощью кулисного механизма или от гидроцилиндра. На левом конце ползуна закреплен суппорт 6, состоящий из поворотного круга, салазок, поворотной и откидной доски 5 с резцедержателем. Суппорт вместе с резцом может перемещаться в вертикальном или наклонном направлении. Наклонное перемещение обеспечивается поворотом суппорта относительно горизонтальной оси. Резцедержатель может откидываться под воздействием шарнира, тем самым обеспечивается свободное скольжение резца по заготовке при холостом ходе ползуна. Траверса 4 со столом 3 устанавливается на вертикальных направляющих станины в соответствии с высотой заготовки. Стол служит для установки на нем обрабатываемой заготовки; он перемешается по траверсе в горизонтальной плоскости и сообщает заготовке поперечную подачу. Для большей жесткости стол дополнительно закрепляется в стойке 2. При увеличении длины строгания увеличивается вылет ползуна и растут реакции в его направляющих, стол станка испытывает все большие деформации, и дополнительная опора должна иметь большую жесткость. Это затруднительно, так как стол получает движение подачи в поперечном направлении. Поэтому для обработки крупных деталей используют продольно-строгальные станки. Продольно-строгальные станки (рис. 14.4) предназначены для обработки плоских поверхностей различных деталей. На них можно производить черновое, чистовое, а также отделочное строгание. Эти станки применяют в основном в условиях единичного и мелкосерийного производства, а также в ремонтных цехах.
Рис. 14.4. Продольно-строгальный станок 7212: 1 – станина, 2 – стол, 3 – траверса (поперечина), 4 – вертикальный суппорт, 5 – подвеска пульта управления, 6 – портал, 7 – коробка подач вертикальных и боковых суппортов, 8 – привод стола, 9 – боковой суппорт.
Основными размерами продольно-строгальных станков являются наибольшие длина и ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами. В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные станки. Эти станки являются станками общего назначения. Главным движением в этих станках является возвратно-поступательное прямолинейное движение стола с заготовкой. Стол обычно приводится в движение от электродвигателя постоянного тока через механическую коробку скоростей, что позволяет наряду с бесступенчатым регулированием скорости движения обеспечивать также плавное врезание резца в заготовку и замедленный выход его в конце рабочего хода. Основными движениями станков управляют с подвесной кнопочной станции. Схема строгания на продольно-строгальном станке приведена на рис. 14.1, б.
У продольно-строгальных станков привод стола с установленной на нем заготовкой осуществляется от электродвигателя постоянного тока, который наряду с бесступенчатым регулированием скорости движения обеспечивает плавное врезание резца в заготовку и замедленный выход его в конце рабочего хода. При рабочем ходе происходит процесс резания, при обратном ходе резец (или резцы) несколько приподнимается, чтобы задняя поверхность его не касалась заготовки. Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм установки длины хода стола обеспечивает минимальный перебег стола на всем диапазоне скоростей движения стола.Подача происходит за ход стола обычно во время реверсирования его с вспомогательного хода на рабочий, т. е. перед началом рабочего хода стола. Величина и характер усилий, возникающих в суппортах и стойках станка, не зависят от длины строгания. Поскольку суппорты имеют только движение подачи, удобно обрабатывать деталь одновременно несколькими инструментами, что очень важно для крупногабаритных заготовок. На базе продольно-строгальных станков общего назначения изготовляют специализированные станки и станки, в которых строгание сочетается с фрезерованием, растачиванием, шлифованием и т. д. Долбежные станки. В долбежных станках резец движется возвратно-поступательно в вертикальной плоскости, перпендикулярной поверхности стола. Характер движений у долбежных станков такой же, как и у поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Основными узлами долбежного станка (рис. 8) являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5. Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Рис. 8. Долбежный станок мод. 7А420
Сложные контурные поверхности, шпоночные пазы и другие криволинейные контуры в цилиндрических и конических отверстиях предпочтительнее выполнять на долбежных станках, так как это технологически проще. На рис. 4 показаны детали, обработанные на долбежных станках без применения сложных приспособлений.
Протяжные станки
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. Некоторые контуры поверхностей, обрабатываемых на протяжных станках, приведены на рис. 14.6. Протяжные станки делят по следующим признакам: а) по назначению — для внутреннего и наружного протягивания; б) по степени универсальности — на станки общего назначения и специальные; в) по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки; г) по числу кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами).
Рис. 14.6. Виды работ выполняемых на протяжных станках
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания. Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать 290—390 кН у средних станков и 1170 кН у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350— 2300 мм. Обычно протяжные станки работают по полуавтоматическому циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока. Горизонтально-протяжной станок 7Б55 (рис. 14.7) предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 1511; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.114.150 (0.01 с.) |




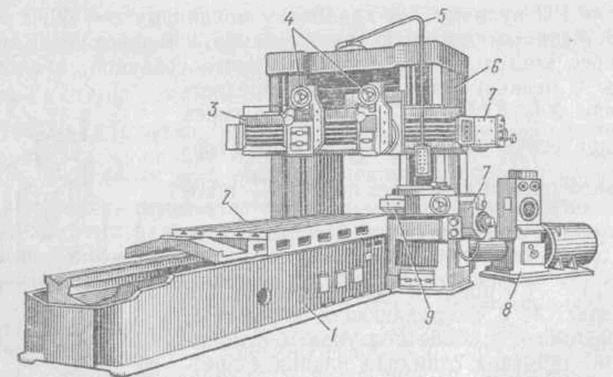

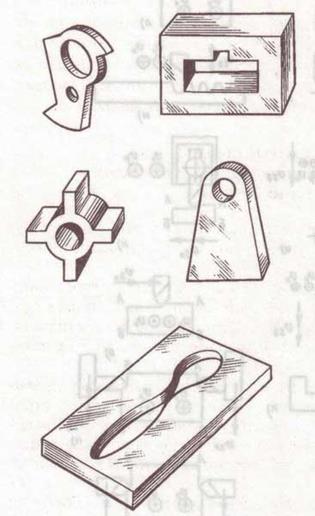

 Рис. 14.7. Горизонтально-протяжной станок 7Б55
Рис. 14.7. Горизонтально-протяжной станок 7Б55


