Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станки для обработки ультразвукомСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Ультразвук — упругие волны с частотой колебаний от 20 кГц до 1 ГГц. Для получения ультразвуковых колебаний инструмента чаще всего применяют магнитострикционные преобразователи. Работа ультразвуковых установок основана на использовании способности железа, никеля, кобальта и их сплавов изменять длину под действием электрического или магнитного поля, а при снятии поля восстанавливать первоначальные размеры. Это явление называют магнитострикцией. Работа ультразвукового станка заключается в следующем. В зону между заготовкой и вибрирующим пуансоном (инструментом), который очень близко подходит к заготовке, но не касается ее, поступает абразивный порошок, находящийся в жидкости во взвешенном состоянии. От воздействия вибратора (преобразователя) абразивные зерна с большой силой ударяются о поверхность заготовки и с большой скоростью выбивают частицы материала (стружку). Одновременно пуансон постепенно опускается в выдолбленное таким способом пространство, и процесс продолжается. Принцип работы головки магнитострикционного преобразователя (рис. 18.1) заключается в том, что через катушку возбуждения 2 пропускается ток высокой частоты, который создает переменное магнитное поле такой же частоты, действующее на сердечник 1 вибратора. Для лучшего использования магнитострикционных свойств вибратора создают постоянное магнитное поле двумя катушками подмагничивания 4 и ихсердечниками 3. Колебания, возникающие на вибраторе, передаются на трансформатор скорости 6, заключенный между двумя скобами 5, и, усиленные им, сообщаются инструменту 7. Монтажную панель устанавливают на салазки, вместе с которыми она перемещается по направляющим станины. Универсальный настольный прошивочный ультразвуковой станок 4770 (рис. 18.2) предназначен для обработки деталей из твердых и хрупких материалов: стекла, керамики, полупроводниковых материалов, камня, твердых сплавов и т. п. На станке можно выполнять круглые и фасонные отверстия и полости, вырезать заготовку, гравировать, разрезать и др. Во время работы инструмент колеблется с ультразвуковой частотой в направлении его подачи. Одновременно центробежным насосом под торец инструмента подается абразивная суспензия.
Стол 2 станка имеет координатные установочные перемещения в горизонтальной плоскости по направляющим типа ласточкина хвоста. Ходовые винты снабжены лимбами с ценой деления Электродвигатель работает на заторможенном режиме, развивая крутящийся момент в соответствии с силой подачи инструмента. Ползун вместе с укрепленной на нем головкой уравновешен грузом 11, подвешенным на ленте 10, намотанной на барабан 9 валика привода ручной подачи. Для плавности хода ползуна имеется масляный демпфер, цилиндр 4 которого крепят к корпусу каретки 7, а шток 6 — к ползуну. Скорость ползуна регулируется иглой, перекрывающей пропускное отверстие в штоке. Для ускоренного отвода поршня имеется обратный клапан.
Основной частью станка является акустическая головка 3, которая сообщает инструменту колебательное движение. В головке применен двухстержневой никелевый магнитострикционный вибратор (преобразователь). Техническая характеристика станка: Диаметр обрабатываемого отверстия, мм 0,5—10 Наибольшая глубина обработки, мм.... (2—5) d Продольное перемещение стола, мм............. 80 Ход ползуна, мм................................. 100 Перемещение головки по ползуну, мм... 110 Чувствительность механизма подачи, Н (686—980) 10~3 Рабочая частота, кГц........................... 18—19 Мощность генератора, кВт.......................... 0,25. ЭЛЕКТРОИСКРОВЫЕ СТАНКИ
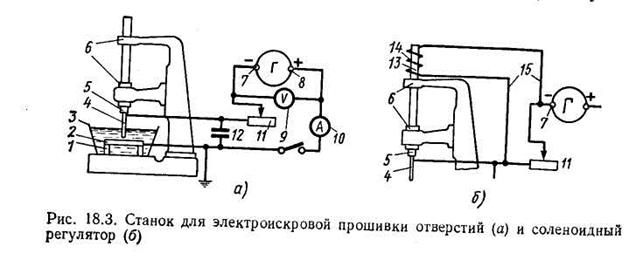
Основу электроискрового метода обработки металлов составляет процесс электроэрозии металлов. Сущность его заключается в том, что под воздействием коротких искровых разрядов, посылаемых источником электрического тока, металл разрушается. При обработке на электроискровом станке для прошивки отверстий (рис. 18.3, а) заготовку 2 погружают в бак с жидкостью и соединяют с положительным полюсом, выполняющим функции анода. Электрод (инструмент) 4, являющийся катодом, соединяют с отрицательным полюсом и укрепляют на ползуне 5, имеющем вертикальное перемещение по направляющим 6. Заготовка 2, стол 1, на котором ее закрепляют, корпус бака и станина станка электрически соединены между собой и заземлены, так что их электрический потенциал всегда равен нулю. Это необходимо для безопасности работы на станке.
Если, опустив ползун 5, прикоснуться электродом 4 к заготовке 2, то в электрической цепи пойдет электрический ток от отрицательной клеммы 7 генератора Г к положительной клемме 8. В электрическую цепь включен резистор 11. Это катушка из длинной тонкой проволоки. Изменяя сопротивление, можно регулировать силу тока, контролируя ее по амперметру 10. Для того чтобы получить импульсные разряды, непрерывно следующие друг за другом, между электродом 4 и заготовкой 2 в электрическую схему станка включается конденсаторная батарея 12. Ее включают параллельно заготовке 2 и электроду 4. Если замкнуть выключатель электрической цепи при разведенных электродах станка, то в первый момент стрелка амперметра 10 резко отклонится и постепенно возвратится на 0. Стрелка вольтметра 9, наоборот, плавно отклонится от того значения напряжения, которое создается генератором. Это означает, что произошла зарядка конденсаторов. Теперь можно приблизить электрод к заготовке. Как только расстояние между ними станет небольшим, произойдет электрический разряд. При этом вся энергия, накопленная в конденсаторах, разрядится в промежутке После разряда электрический ток между электродом и деталью исчезнет, так как вся энергия, накопленная в конденсаторах, израсходована, и снова начинается зарядка конденсаторной батареи. Следующий разряд произойдет как только конденсаторы зарядятся. Этот процесс происходит непрерывно, импульсные разряды следуют один за другим до тех пор, пока не закончится обработка. Во время обработки электрод 4 не должен касаться заготовки иначе произойдет короткое замыкание. Между электродом 4 и заготовкой всегда должен поддерживаться небольшой, так называемый искровой промежуток. Это достигается с помощью различных устройств. Наиболее простое устройство — соленоидный регулятор (рис. 18.3, б). К верхнему концу ползуна 5 прикреплен стальной стержень-сердечник 13, который входит внутрь катушки (соленоида) 14, присоединенной к основной цепи. Присоединение сделано по разным сторонам резистора 11 так, что концы проводов 15 находятся под разными потенциалами. Когда электрод 4 прикоснется к заготовке, электрическая цепь станка замкнется и в ней потечет электрический ток. Тогда на концах катушки 14 создается разность потенциалов, и в ней также потечет электрический ток. Сердечник 13 намагнитится и втянется в катушку 14, т. е. поднимется, поднимая вместе с собой ползун 5 и электрод 4. Искровой промежуток 3 между электродом 4 и заготовкой 2 восстановится, и основная электрическая цепь окажется разорванной — ток в ней исчезнет. Одновременно исчезнет ток и в катушке соленоида. Сердечник 13 размагнитится, перестанет втягиваться в катушку и под действием собственной массы опустится. Вместе с ним опустятся ползун 5 и электрод 4. Между электродом и заготовкой снова произойдет электрический разряд. По мере углубления отверстия электрод будет опускаться под действием силы тяжести. Так будет продолжаться, пока идет процесс прошивки отверстия. Соленоидный регулятор автоматически постепенно опускает электрод по мере увеличения глубины отверстия. Если электрод можно сравнить с инструментом, то соленоидный регулятор может быть уподоблен механизму подачи. Электроды, применяемые при электроискровой прошивке, делают из мягкой латуни. Электрод должен иметь профиль, подобный профилю прошиваемого отверстия. Если диаметр отверстия больше 6 мм, то электрод лучше делать пустотелым.
Электроискровой прошивкой удается изготовлять отверстия с криволинейной осью (рис. 18.4). Электрод 2 из латунной проволоки изогнут по дуге окружности, радиус которой равен радиусу закрепления оси отверстия. Электрод укреплен в держателе 3, который может поворачиваться вокруг оси 1. Держатель 3 вокруг оси поворачивается с помощью шнура 4, верхний конец которого прикреплен к соленоидному регулятору. В остальном процесс совершается так же, как и при прошивке отверстий с прямолинейной осью.
Универсальные электроискровые станки обычно имеют вертикальную компоновку (рис. 18.5). Автоматический регулятор подач 7 сообщает вертикальные перемещения электроду-инструменту 8. Ванну 4 с заготовкой 9, установленной на столе 3, можно перемещать в вертикальном направлении с помощью электродвигателя. Суппорт 5 при обработке отверстий с криволинейной осью поворачивается вокруг горизонтальной оси. Поперечный суппорт 6 перемещается по направляющим продольного суппорта. Продольный суппорт 5 установлен на направляющих 2 станины. Механизмы станка находятся внутри корпуса 1. ЭЛЕКТРОИМПУЛЬСНЫЕ СТАНКИ
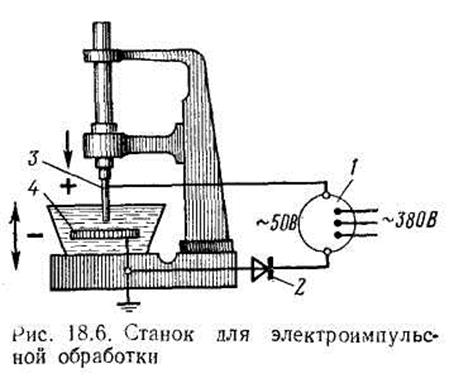
Электроискровой метод обработки металлов вытесняется электроимпульсной обработкой. Это объясняется тем, что электроискровая обработка имеет ряд серьезных недостатков: производительность сравнительно низка; износ электрода-инструмента относительно большой (например, износ латунных электродов составляет 25—30 % объема металла, снятого с заготовки), что значительно удорожает этот вид обработки и затрудняет получение необходимой точности. Кроме того, электроискровая обработка требует большого расхода электроэнергии. Электроимпульсный способ обработки металлов не лишен полностью недостатков электроискрового метода, однако является более производительным. В электрической схеме (рис. 18.6) электроимпульсного станка отсутствуют конденсаторы, которые были нужны в электроискровом станке для получения импульсных разрядов. В электроимпульсном станке импульсные разряды, необходимые для электрической эрозии, создаются (генерируются) в специальном генераторе импульсов. Роль такого генератора импульсов играют преобразователь 1 и селеновый выпрямитель 2. Преобразователь 1 изменяет (преобразует) напряжение и частоту переменного тока; его подключают к заводской сети (напряжение 380 В, частота 50 Гц). На выходных зажимах преобразователя получают ток
В отличие от электроискровой обработки при электроимпульсном процессе заготовка соединена с катодом электрической цепи, а инструмент — с анодом. Обработку ведут в жидкой среде (в маслах низкой вязкости: индустриальное 12, трансформаторное, а также в керосине и др.). Электроды изготовляют из меди, алюминия, чугуна, графита и т. д. Процесс электроимпульсной обработки основан на расплавлении малых объемов металла электродов в тех местах, где между ними проскакивают электрические разряды Каждый разряд снимает очень небольшое количество металла, но так как разряды происходят очень часто, один за другим, то общий объем металла достаточно велик. По мере съема металла электрод-инструменту сообщается подача. Электроимпульсный метод позволяет производить обработку на небольших площадях (до 180 см2) с высокой производительностью (4000 мм3/мин). АНОДНО-МЕХАНИЧЕСКИЕ СТАНКИ
При анодно-механической резке (рис. 18.7) электрод-инструмент делают обычно в виде диска, быстро вращающегося вокруг своей оси В пространство между обрабатываемой заготовкой 1 и вращающимся электродом-диском 2 подается по трубке 3 электролит. Электрод – диск, изготовленный из мягкой стали, и заготовка присоединены, как при электроискровой обработке, к генератору постоянного тока 4 (диск — к отрицательным, а деталь — к положительным клеммам). В отличие от электроискровой обработки жидкость, которая находится между электродом-диском и заготовкой, проводит электрический ток.
Из-за соприкосновения диска с заготовкой и наличия электролита между диском и заготовкой непрерывно проходит электрический ток. При анодно-механической резке диск имеет медленную поперечную подачу. Сущность процесса состоит в следующем. Жидкость-электролит, которая подается в пространство между диском 1 и заготовкой 2, растворяет под действием тока металл, образуя на поверхности заготовки тонкую пленку 3 (рис. 18.8, а). Тонкая пленка, имеющая низкую прочность, легко соскабливается быстро вращающимся диском. На ее месте вновь образуется пленка, которая вновь счищается диском при дальнейшем его вращении. Таким образом, непрерывно происходит электрохимическое разъедание поверхности детали. Вершины неровностей на поверхности заготовки (рис. 18.8, б) отделены от диска очень небольшим промежутком, через который легко проскакивает разряд, и подвергаются электрической эрозии: они расплавляются и частички выносятся вращающимся диском из места разреза в виде снопа искр. Таким образом, при анодно-механической обработке происходят одновременно два процесса: электромеханическое разъедание поверхности и электрическая эрозия. В качестве рабочей жидкости-электролита применяют водный раствор жидкого стекла.
Анодно-механическая обработка получила наибольшее распространение при резке металлических заготовок и заточке режущих инструментов; эту обработку можно использовать и для чистовой доводки поверхностей. Для анодно-механической резки применяют станки различных конструкций. Разрезаемый пруток 10 (рис. 18.9) зажимают в тисках 9. Диск 3 из листовой стали укреплен на оси, расположенной в маятнике 4, который может поворачиваться вокруг оси 6. Поворотом маятника обеспечивается необходимая подача. Подача регулируется гидравлическим регулятором 5. Диск вращается от электродвигателя 7 с помощью ременной передачи 8. Рабочая жидкость подается насосом 11 к соплу 2. Отработанная жидкость собирается в коробке 1. Скорость вращения диска обычно равна 15—25 м/с, напряжение тока 20—30 В. Силу тока выбирают в зависимости от диаметра разрезаемого прутка. При диаметре 40 мм сила тока равна 80 А, а при диаметре 200-250 мм — 300—350 А. Плоскость реза получается достаточно чистой и не требуется никакой дополнительной обработки. Если заменить диск стальной бесконечной лентой толщиной 0,8—1,2 мм и шириной 12—20 мм, то можно осуществить фигурную резку.
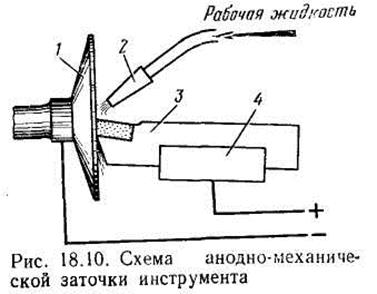
При анодно-механическои заточке инструмент 6 (рис. 18.10) закрепляют в тисках 4, которые присоединяют к положительному зажиму генератора постоянного тока. Заточка производится быстровращающимся диском 1, изготовленным из меди, чугуна или низкоуглеродистой стали. В зону соприкосновения затачиваемого инструмента с диском подается через сопло 2 рабочая жидкость (водный раствор жидкого стекла).
Анодно-механическую заточку и доводку производят за три перехода: обдирка, шлифование и доводка. Все эти переходы выполняют на одном и том же станке за одну установку затачиваемого инструмента, изменяют только электрические режимы обработки. Обдирку ведут при напряжении 20 В, шлифование— при напряжении 15 В; при доводке напряжение снижают до 10 В. В результате изменения напряжения меняется и характер обработки. При обдирке снимается большой слой металла (1—1,5 мм). Это необходимо для того, чтобы придать инструменту требуемую форму. При шлифовании глубина снимаемого слоя не превышает 0,1 мм. Доводкой снимается незначительный по толщине слой, составляющий всего 0,01—0,03 мм.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 964; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.126.69 (0.012 с.) |

 0,02 мм. Ползуну 5 вручную сообщают перемещение по шариковым направляющим станины 1 через реечную передачу z 1— z2 или механически от регулируемого двухфазного асинхронного электродвигателя 8 через редуктор и реечную передачу.
0,02 мм. Ползуну 5 вручную сообщают перемещение по шариковым направляющим станины 1 через реечную передачу z 1— z2 или механически от регулируемого двухфазного асинхронного электродвигателя 8 через редуктор и реечную передачу.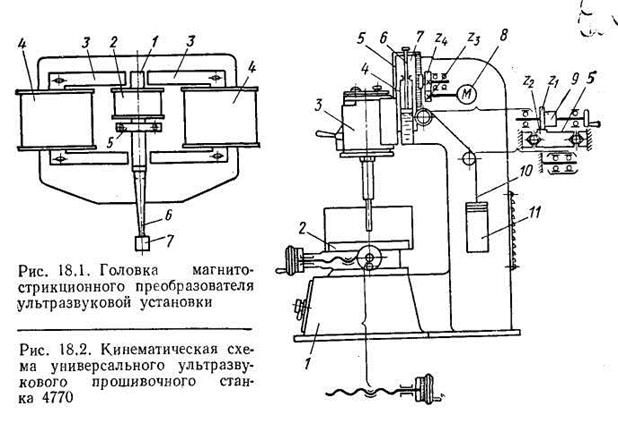



 между электродом и заготовкой, и чем больше запас энергии, тем больше будет электрическая эрозия анода (заготовки).
между электродом и заготовкой, и чем больше запас энергии, тем больше будет электрическая эрозия анода (заготовки).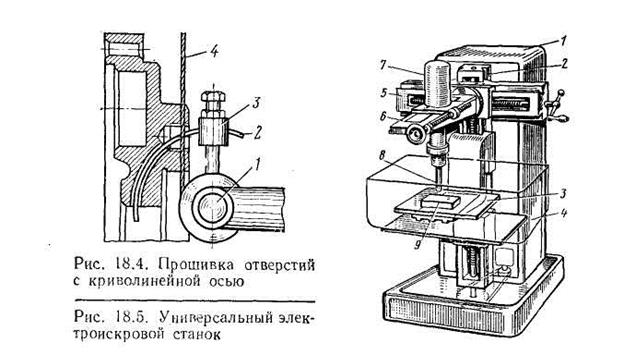
 с более низким напряжением (50 В) и повышенной частотой (490 Гц). Селеновый выпрямитель 2 пропускает ток только в одном направлении. Таким образом, в течение 1 с получают 490 импульсов. При этом между электродом 3 и заготовкой 4 происходят электрические разряды. Заготовке сообщается колебательное движение в направлении подачи, что предохраняет электроды от короткого замыкания.
с более низким напряжением (50 В) и повышенной частотой (490 Гц). Селеновый выпрямитель 2 пропускает ток только в одном направлении. Таким образом, в течение 1 с получают 490 импульсов. При этом между электродом 3 и заготовкой 4 происходят электрические разряды. Заготовке сообщается колебательное движение в направлении подачи, что предохраняет электроды от короткого замыкания.