Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станки-автоматы с обратными связямиСодержание книги Поиск на нашем сайте
В начале этой статьи говорилось о станках-автоматах (циклических автоматах), которые не контролируют сами результатов своей работы. Чтобы пустить такой автомат в работу, его необходимо предварительно наладить. Если в процессе работы он разладится — например, инструмент, износившись, потеряет свой размер,— то будет выпускать бракованные изделия до новой наладки.
Если снабдить станок «органами чувств» — различными чувствительными измерительными приспособлениями — и соединить их с «нервной системой» из усилителей и реле, то получится более совершенная автоматическая машина. Благодаря системе обратных связей станки-автоматы способны без вмешательства человека выполнять сложные работы, ликвидировать брак, предупреждать его появление. Например, на автоматических шлифовальных станках размер изделия во время обработки контролируется. В начале обработки скорость подачи шлифовального камня наибольшая. Когда измерительные приборы покажут, что черновое шлифование закончено, исполнительный механизм уменьшает скорость подачи камня и переводит станок на режим чистового шлифования. Как только заданные размеры достигнуты, замыкаются соответствующие контакты, камень быстро отводится от изделия, станок останавливается и готовое изделие автоматически снимается, а в рабочем патроне автоматически же закрепляется следующая деталь. Один из распространенных типов станков с обратными связями — это копировальный фрезерный станок. Он изготовляет копии по модели. Есть станки, которые не нуждаются в модели: они могут работать прямо по чертежу. Чтобы «читать» чертеж, применяются фотоэлементы. Наконец, есть станки, которые могут работать и без чертежа,— достаточно в их командное устройство ввести данные некоторых главных опорных точек изделия. Счетное устройство, имеющееся в станке, само вычислит кривые, которыми должна быть ограничена поверхность изделия, и автоматически поведет по этим кривым рабочий инструмент (см. ст. «Машины-математики»). Автоматически загружаются и закрепляются на столе заготовки, автоматически происходит вся обработка, съём готовых изделий и новая загрузка заготовок.
Автоматические линии
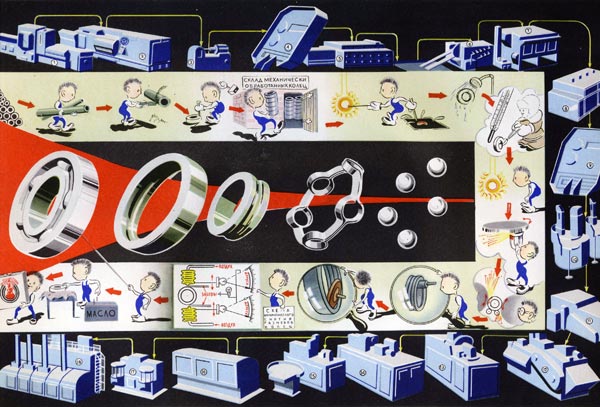
Чтобы получилось готовое изделие, заготовка проходит целую линию разнообразных станков. Если каждый из них работает автоматически, а между ними помещены автоматические механизмы, передающие изделие со станка на станок, то это и будет автоматизированная станочная линия. Впервые такая линия была создана рабочим Сталинградского тракторного завода И. П. Иночкиным в 1939 г. В настоящее время автоматические линии станков широко применяются во многих отраслях промышленности. В Москве на Первом подшипниковом заводе работают автоматические линии, которые производят роликовые и шариковые подшипники.
Автоматические транспортеры подают заготовки подшипниковых колец на токарные автоматы. После токарной обработки следующие автоматы наносят на кольца клеймо с маркой завода, номером подшипника, годом выпуска. Затем кольца идут на термическую обработку — подвергаются закалке и отпуску. Следующие транспортеры подают кольца на шлифовку. На шлифовальных станках абразивные круги автоматически подправляются алмазом после обработки каждого кольца. Отшлифованные со всех сторон до зеркальной чистоты подшипниковые кольца поступают на контрольно-измерительные автоматы. Если все размеры в норме, кольца уходят на сборку. Неточно изготовленные детали подвергаются дополнительной проверке на контрольноизмерительном автомате. Если брак исправим, автомат направляет деталь на дополнительную обработку. Окончательно негодная деталь сбрасывается в особый канал. Автоматически производится и сборка подшипников. Эта операция имеет интересные особенности. Как бы точно ни обрабатывались шарики или ролики, в их размерах всегда будет небольшой «разброс». Шарики и ролики сортируются по своим размерам и раскладываются по различным бункерам. Кольца подшипников также имеют некоторый разброс в размерах. Чтобы получить подшипники высокого качества, необходимо в соответствии с размерами каждой пары колец подбирать размеры шариков. Так и поступает сборочный автомат: определив размер кольца, он «вызывает» шарики из соответствующего бункера. После сборки автоматы смазывают подшипник, упаковывают его в бумагу и укладывают в коробку. На один конец автоматической линии поступают заготовки, а с другого конца выходит запечатанная коробка с готовым подшипником. Дальнейшее развитие автоматических линий — это автоматические заводы. Автоматические линии и заводы дают высокую производительность труда. В наше время на них изготовляют все более и более сложные виды продукции.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 229; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.4.50 (0.009 с.) |