
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 6 технология облицовывания мебельных заготовокСодержание книги
Поиск на нашем сайте
Облицовывание основано на наклеивании различных листовых материалов на заготовку, которую принимают за основу. Основой могут служить щиты, листовые, брусковые и рамочные детали, а в качестве облицовок используют натуральный и синтетический шпон, полимерные пленки, пластики и другие листовые материалы. Следует отметить, что из перечисленных материалов наиболее сложным по технологии облицовывания является натуральный шпон, подготовка которого для облицовывания и будет подробно рассмотрена. Облицовка облагораживает поверхность древесины, придает ей красивый внешний вид и повышает прочность деталей. Процесс облицовывания состоит из следующих основных операций: подготовки основы, подготовки натурального шпона и наклеивания облицовки на основу (облицовывание). Подготовка основы под облицовку
Основа под облицовку должна быть ровной, тщательно подготовленной и не иметь засмолов, сучков, вмятин и жировых пятен на своей поверхности. Подготовка плит заключается в их шлифовании и цинублении (создании шероховатости путем разрыхления поверхностного слоя). Если на поверхности плит есть дефекты, то их заделывают шпатлевкой в один или два слоя с последующим шлифованием и цинублением. Детали из массива древесины подготовляются к облицовке путем высверливания сучков и дефектных мест — гнилей, засмолов, вмятин, вырывов волокон и заколов. Сучки высверливают и заделывают пробками на клею, смолу и гниль удаляют, а поверхность тщательно прошлифовывают вручную или на станках. На подготовленной поверхности не допускаются царапины, вырывы волокон, забоины, следы от режущих инструментов и сквозная прошлифовка шпона. Подготовка натурального шпона
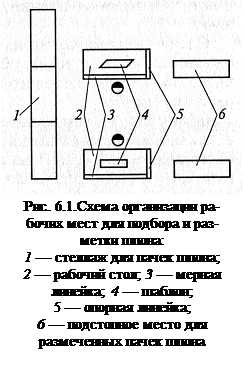
На рис. 6.1. изображена схема организации рабочих мест для подбора и разметки шпона. Для работы подбирают пачки шпона по породе древесины, размерам, качеству и текстуре листов, которые размечают на рабочих столах 2, имеющих мерную линейку 3, разного вида шаблоны 4, опорную линейку 5. Размеченные пачки укладывают на подстопное место 6. Разметку ведут карандашами или цветным мелом. Подобранные пачки шпона раскраивают по намеченным линиям сначала поперек, а затем вдоль направления волокон, с припуском 10…15 мм на круглопильных, ленточнопильных станках и гильотинных ножницах. Самый лучший и чистый раскрой получают на гильотинных ножницах, после которых операция фугования кромок шпона не требуется (рис. 6.2, а). Пачку шпона 1 укладывают на столе 2, зажимают прижимной балкой 3 и обрезают верхним ножом 5. Под верхний кладется нижний нож 4. Можно, используя специальное зажимное приспособление, раскраивать пачки шпона и на круглопильных станках (рис. 6.2, б). Однако в этом случае после раскроя кромки необходимо фуговать (выравнивать), так как они не имеют требуемой шероховатости.
В учебных мастерских шпон раскраивают специальными ножами-резаками по металлической линейке. Кромки пачек шпона фугуют на фрезерных фуговальных и кромкофуговальных станках. Лучшим вариантом является фугование на кромкофуговальных станках, оснащенных пилой для отпиливания (выравнивания) края пачки (рис. 6.3). При малых объемах работы кромки можно фуговать на фрезерных станках, где пачку шпона в зажимном приспособлении надвигают на фрезу по направляющей линейке или упорному кольцу (рис. 6.4). Обработке подвергают обе стороны пачки.
На обработанных кромках не допускаются сколы, отщепы, мшистость и вырывы. Отклонение от прямолинейности кромок допускается не более 0,33 мм на 1 м длины, а отклонения от перпендикулярности кромок к пласти — не более 0,2 мм.
В учебных мастерских кромки шпона фугуют вручную фуганком в специальном приспособлении (донце) или с помощью струбцин на верстаке. Качество фугования проверяют на ровном столе, прижимая одну кромку к другой.
Делянки шпона подбирают с соблюдением текстурного рисунка древесины в соответствии с утвержденным проектом на мебельное изделие. Смежные делянки шпона с ярко выраженной текстурой подбирают в лист так, чтобы каждая была зеркальным отражением соседней. Для этого их через одну переворачивают на 180° При подборе делянок с параллельным направлением годичных слоев с однородной текстурой смежные делянки можно сдвигать, а не переворачивать. Подобранные делянки облицовки из шпона помечают цветным мелком и складывают в пачки. Для облицовывания столярно-мебельных изделий применяют также и мозаичные наборы, которые выполняют из отде льных кусочков шпона различных пород и цвета. Данная работа требует высокой квалификации и в этом пособии не рассматривается. Для получения облицовок из шпона делянки соединяют кромками различными способами: клеевой лентой, термопластичной клеевой нитью или клеевым швом (применяется только на малых предприятиях) (рис. 6.7). Склеивание клеевой лентой может производиться вручную и на станках. Если клеевая лента при облицовывании закладывается внутрь, то ее перфорируют, т.е. пробивают несколько рядов отверстий, что исключает операцию
сошлифовывания (удаления) клеевой ленты после ее нанесения.
Для удобства пользования клеевой лентой применяют разнообразные приспособления.
Склеивание шпона в листы при простых наборах на мебельных предприятиях производят на ребросклеивающих станках термопластичной клеевой нитью толщиной 0,3...0,35 мм (рис. 6.8). На стол 1 по обеим сторонам направляющей линейки 2 вплотную укладывают делянки. Клеевая нить разматывается с бобины 4, пропускается через нагретую трубку 5 или через струю горячего воздуха, где клей-расплав размягчается и вальцем 6 прижимается к делянкам шпона. Застыв, нить прочно склеивает делянки шпона. Скорость подачи шпона 20...30 м/мин, клеевой нити 15... 20 м/мин. Соединенный таким образом шпон наклеивают на основу нитью внутрь. Клеевую нить используют и для склеивания торцов облицовок.
Сформированные наборы шпона маркируют, складывают на стеллажи в сухом отапливаемом помещении и передают на облицовывание по мере необходимости для работы.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1774; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.006 с.) |

 Подготовка заготовок из натурального шпона включает в себя подбор и разметку, раскрой и фугование кромок шпона. При облицовке используют как строганый, так и лущеный шпон. Лущеный шпон в основном идет на изготовление внутренних облицовок мебели.
Подготовка заготовок из натурального шпона включает в себя подбор и разметку, раскрой и фугование кромок шпона. При облицовке используют как строганый, так и лущеный шпон. Лущеный шпон в основном идет на изготовление внутренних облицовок мебели.

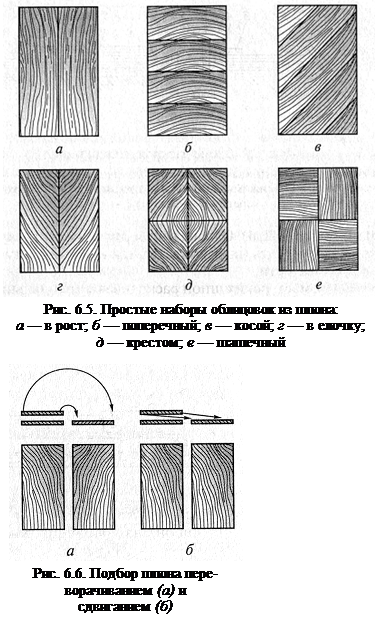 В массовом производстве применяют простые наборы облицовок из натурального шпона. Наиболее удобным является набор «в рост». «Косой» и «поперечный» наборы позволяют использовать короткие отрезки шпона. Из приведенных на рис. 6.5 наборов наиболее простыми являются «в елочку», «крестом» и «шашечный».
В массовом производстве применяют простые наборы облицовок из натурального шпона. Наиболее удобным является набор «в рост». «Косой» и «поперечный» наборы позволяют использовать короткие отрезки шпона. Из приведенных на рис. 6.5 наборов наиболее простыми являются «в елочку», «крестом» и «шашечный».

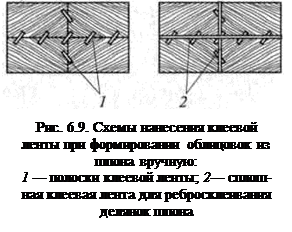 На малых предприятиях и учебных мастерских применяют ручные способы склеивания. Полосы шпона раскладывают на рабочем столе и подбирают по текстуре. Затем поперек фуги накладывают кусочки клеевой ленты с расстоянием 30... 50 мм в зависимости от ровности шпона (рис. 6.9). После этого полосы шпона проклеивают сверху полосой клеевой ленты и прикатывают ее специальным молоточком с вращающимся рифленым валиком.
На малых предприятиях и учебных мастерских применяют ручные способы склеивания. Полосы шпона раскладывают на рабочем столе и подбирают по текстуре. Затем поперек фуги накладывают кусочки клеевой ленты с расстоянием 30... 50 мм в зависимости от ровности шпона (рис. 6.9). После этого полосы шпона проклеивают сверху полосой клеевой ленты и прикатывают ее специальным молоточком с вращающимся рифленым валиком.


