
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Укажите параметры качества поверхностей деталей машин,опишите параметры шероховатости поверхностиСодержание книги
Поиск на нашем сайте
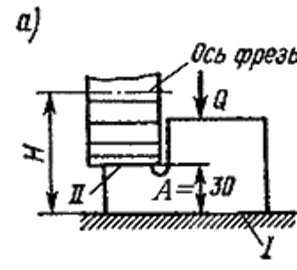
На плоскость На рис. а плоскость I является измерительной базой и используется как установочная база, поэтому погрешность базирования возникающая при фрезеровании размера А равна 0.
Чтобы исключить полученную погрешность базирования нужно изменить условия закрепления заготовки так, как это показано на рис.в По отверстию Рассмотрим пример базирования обрабатываемой заготовки по отверстию (рис. 2). При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора.
При наличии зазора (жесткий палец) погрешность базирования для этого же размера возрастает на величину диаметрального зазора D:
2.Перечислить возможные варианты использования средств вычислительной техники При помощи ЭЦВМ можно решать большое количество технологических и конструкторских задач частного и общего характера; проектировать типовые технологические процессы на непрерывно возрастающее количество нормализованных и стандартных деталей, разрабатывать нормативы для технологического проектирования, выполнять поиски новых решений. Неоценимо значение ЭЦВМ при выполнении научно-исследовательских работ в области технологии машиностроения, при комплексном решении технологических задач, при анализе большого и сложного экспериментального и расчетного материала. На ЭЦВМ можно производить расчеты точности, припусков на обработку, режимов резания, норм времени, устанавливать наивыгоднейшие маршруты обработки отдельных поверхностей и деталей в целом, выбирать метод получения заготовки, подбирать детали для групповой обработки, определять наивыгоднейшие структуры автоматических линий, рассчитывать надежность работы технологических систем, производить расчеты приспособлений и инструментов, а также решать большое количество других задач. Одна из основных задач, решаемая при помощи ЭЦВМ, это проектирование технологических процессов механической обработки и сборки. Перспективно использование ЭЦВМ как средства автоматического управления комплексами технологического оборудования. ЭЦВМ позволяет многократно ускорить и оптимизировать технологические разработки, снизить себестоимость их выполнения, высвободить много людей, занятых в технологических службах заводов и проектных организациях. Применение ЭЦВМ как средства проектирования технологии не противоречит использованию типовых технологических процессов. Оба мероприятия не исключают, а скорее дополняют друг друга. Оптимизация технологических процессов Has основе использования ЭЦВМ позволяет повысить производительность в массовом производстве. В мелкосерийном производстве ЭЦВМ ускоряет технологические разработки, облегчает труд технологов, особенно при использовании станков с программным управлением.
Погрешность закрепления
C,m – коэф. завис от материала Q – сила прижатия Аналитическое определение погрешности базирования при установке в призму Погрешностью базирования на любых тех. операциях возникает при несовпадении баз(измер и технологич).
H1-сверху изм. база
УКАЖИТЕ ПАРАМЕТРЫ КАЧЕСТВА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН,ОПИШИТЕ ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ Качество поверхности деталей машин определяется совокупностью характеристик шероховатости и волнистости, физико-механических, химических свойств и микроструктуры поверхностного слоя. Шероховатость относится к микрогеометрии поверхности. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхности в рассматриваемых пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине. По ГОСТ 2789 — 73 установлено шесть параметров шероховатости поверхности: Ra, Rz, Rmax, Sm, S и tp. Ra -Среднее арифметическое отклонение профиля Rz -Высота неровностей профиля по десяти точкам ηр, tp- относительная длина опорной поверхности, длина опорной поверхности
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины представляет собой наибольшую высоту Rmax неровностей профиля. Отрезок средней линии профиля, содержащий неровность профиля, называется шагом неровностей профиля. Средний шаг неровностей профиля Sm – это среднее значение шага неровностей профиля в пределах базовой длины. Базовая линия- линия, от которой производится расчёт координат профиля. Базовая длина- длина базовой линии, в пределах которой производится оценка параметров шероховатости 4.ИЗОБРАЗИТЬ ТРАЕКТОРИЮ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ НАРУЖНОЙ ПОВЕРХНОСТИ СТУПЕНЧАТОГО ВАЛА НА СТАНКЕ С ЧПУ…
На стадии разработки технологического процесса необходимо определить обрабатываемые контуры и траекторию движения инструмента в процессе обработки, установить последовательность обработки контуров. Без этого не возможно рассчитать координаты опорных точек, осуществить точную размерную увязку траектории инструмента с системой координат станка, исходной точкой положения инструмента и положением заготовки. В процессе обработки детали инструмент рассматривается в системе координат станка. При токарной обработке центр инструмента совпадает с центром окружности при вершине резца. Траектория инструмента совпадает с эквидистантой к контуру детали и отстоит от контура на величину радиуса при вершине резца (рис.3.1). Эквидистанта состоит из отдельных участков, разделенных опорными точками (1 – 6). Перемещения 0 – 1 и 6 – 0 являются холостыми ходами. 5. Схема нарезания прямозубого колеса червячной фрезой. Основные движения Нарезание червячной фрезой производят на зубофрезерных станках. Червячная фреза представляет собой червяк с профилем зуборезной (основной) рейки, превращенной в режущий инструмент в результате прорезания в нем продольных спиральных канавок и затылования. Червячные фрезы делают однозаходными и многозаходными. При нарезании зубьев обрабатываемая заготовка вращается вокруг вертикальной или горизонтальной оси, а фреза, вращаясь вокруг другой оси, перемещается вдоль оси вращения заготовки. Ось шпинделя фрезы наклонена относительно оси вращения заготовки под углом, равным углу наклона витков фрезы. Нарезание зубьев червячной фрезой широко распространено как для предварительного, так и для окончательного нарезания прямых и спиральных наружных зубьев цилиндрических зубчатых колес в серийном и массовом производстве.
6. Когда возникает погрешность базирования? Дайте один пример определения погрешности базирования в завис. от установки. В процессе обработки заготовки возникают отклонения действительных размеров от заданных чертежом. Эти отклонения называются погрешностью обработки. Эта погрешность складывается из первичных погрешностей, которые образуются из погрешностей установки заготовки, настройки станка и самой обработки. Погрешностью базирования e б называется разность предельных расстояний от измерительной базы заготовки до установленного на размер инструмента. Она возникает в результате установки заготовки в приспособление по технологическим базам, не совпадающим с измерительными базами и определяется для конкретного размера при данной схеме установки. Поэтому величине e б в расчетах присваивают индекс соответствующего размера. Для приближенного определения допустимой погрешности базирования можно пользоваться формулой
где d — допуск на размер; D — погрешность размера, определяемая точностью обработки, заданной по чертежу.
Различают погрешности базирования при установке а) на плоскость, б) по отверстию в) по наружной цилиндрической поверхности на призму. На плоскость На рис. а плоскость I является измерительной базой и используется как установочная база, поэтому погрешность базирования возникающая при фрезеровании размера А равна 0.
Чтобы исключить полученную погрешность базирования нужно изменить условия закрепления заготовки так, как это показано на рис.в По отверстию Рассмотрим пример базирования обрабатываемой заготовки по отверстию (рис. 2). При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора.
При наличии зазора (жесткий палец) погрешность базирования для этого же размера возрастает на величину диаметрального зазора D:
2.Перечислить возможные варианты использования средств вычислительной техники При помощи ЭЦВМ можно решать большое количество технологических и конструкторских задач частного и общего характера; проектировать типовые технологические процессы на непрерывно возрастающее количество нормализованных и стандартных деталей, разрабатывать нормативы для технологического проектирования, выполнять поиски новых решений. Неоценимо значение ЭЦВМ при выполнении научно-исследовательских работ в области технологии машиностроения, при комплексном решении технологических задач, при анализе большого и сложного экспериментального и расчетного материала. На ЭЦВМ можно производить расчеты точности, припусков на обработку, режимов резания, норм времени, устанавливать наивыгоднейшие маршруты обработки отдельных поверхностей и деталей в целом, выбирать метод получения заготовки, подбирать детали для групповой обработки, определять наивыгоднейшие структуры автоматических линий, рассчитывать надежность работы технологических систем, производить расчеты приспособлений и инструментов, а также решать большое количество других задач. Одна из основных задач, решаемая при помощи ЭЦВМ, это проектирование технологических процессов механической обработки и сборки. Перспективно использование ЭЦВМ как средства автоматического управления комплексами технологического оборудования. ЭЦВМ позволяет многократно ускорить и оптимизировать технологические разработки, снизить себестоимость их выполнения, высвободить много людей, занятых в технологических службах заводов и проектных организациях. Применение ЭЦВМ как средства проектирования технологии не противоречит использованию типовых технологических процессов. Оба мероприятия не исключают, а скорее дополняют друг друга. Оптимизация технологических процессов Has основе использования ЭЦВМ позволяет повысить производительность в массовом производстве. В мелкосерийном производстве ЭЦВМ ускоряет технологические разработки, облегчает труд технологов, особенно при использовании станков с программным управлением.
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 339; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.190.217.139 (0.007 с.) |


 На рис. б измерительной базой является плоскость III, а плоскость I является установочной базой. В этом случае погрешность базирования неизбежна, так как при неизменном настроечном размере Н, размер В колеблется в пределах допуска на размер 50 ± 0,14. Следовательно, погрешность базирования будет определяться:
На рис. б измерительной базой является плоскость III, а плоскость I является установочной базой. В этом случае погрешность базирования неизбежна, так как при неизменном настроечном размере Н, размер В колеблется в пределах допуска на размер 50 ± 0,14. Следовательно, погрешность базирования будет определяться:
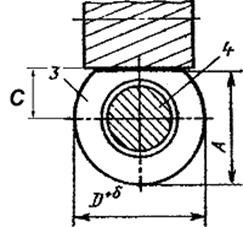
 На рис. 2 показана установка заготовки 3 базовым отверстием на палец 4 приспособления. При посадке без зазора (разжимной палец) погрешность базирования для размера С = 0, т.к. конструкторская и технологическая база совмещены, а для размера А равна половине допуска на диаметр D заготовки т.е.
На рис. 2 показана установка заготовки 3 базовым отверстием на палец 4 приспособления. При посадке без зазора (разжимной палец) погрешность базирования для размера С = 0, т.к. конструкторская и технологическая база совмещены, а для размера А равна половине допуска на диаметр D заготовки т.е.


 - погрешность базирования,
- погрешность базирования, -допуск на диаметр (от него зависит),
-допуск на диаметр (от него зависит),


 ,
, ,
,  .
.
 Рис.3.1 Траектория инструмента при токарной обработке (чистовой).
Рис.3.1 Траектория инструмента при токарной обработке (чистовой).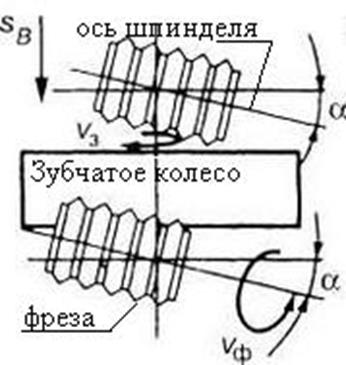

 Значения величины D для некоторых видов обработки приводятся в справочной литературе или в паспорте станка.
Значения величины D для некоторых видов обработки приводятся в справочной литературе или в паспорте станка.


