Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Комплекс на базе промышленного робота мод. М2оп41. О1 и станка мол. 16к20фзСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
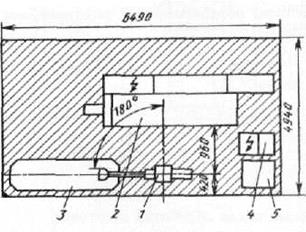
Предназначен для токарной обработки заготовок деталей типа валов и фланцев массой до 20 кг. ПР берет заготовку с тактового стола, загружает станок и затем возвращает обработанную деталь на тактовый стол. Размеры обрабатываемой заготовки, мм: диаметр: вала 120 фланца 150 длина: вала 500 фланца 150 Основные показатели комплекса Время цикла обработки заготовки, мин...10-15 Производительность, шт./год 15 000
Рис. 5 ГПМ на базе ПР. М20П40.01 I - ПР мод. М20П40.01 напольного типа; 2 токарный станок мол. 16К2ОФЗ; 3 - тактовый стол; 4 — устройства управления ПР; 3 — устройства управления станка
Учитывая наличие двух идентичных станков выберем в качестве типового решения автоматизации комплекс модели АСВР-041. Описание комплекса мод. АСВР-041 Предназначен для автоматизации технологического процесса токарной обработки заготовок типа «вал» массой до 40 кг в условиях многономенклатурного серийного производства. В составе комплекса выполняет следующие операции: загрузку станков, выгрузку, межстаночное транспортирование, перебазирование и раскладку заготовок и деталей. Заготовки в магазине располагаются в ориентированном виде. Робот осуществляет поиск деталей в магазине. Комплекс снабжен системой светозащитны. Размеры обрабатываемой заготовки, мм: диаметр до 200 длина до 710 Основные показатели комплекса Время цикла обработки заготовки, 5 - 10 мин Производительность,.до... 30000 шт/год
1 - ПР мод. СМ40Ф2.80.01 портального типа; 2 — токарный станок мод. 16К20ФЗ с ЧПУ*1; 3 — магазин; 4 — промежуточная позиция; 5 — система светозащиты; 6 — устройства управления ПР.
Рассчитаем степень его автоматизации
3.2. Определение структуры ГПМ для операций 020 и 025, на базе шлифовальных станков модели 3Т160Ф2
Типовое решение его автоматизации комплекс АСВР-06 Комплекс мод. АСВР-06 Предназначен для автоматизации технологического процесса шлифования заготовок типа валов массой до 40 кг в условиях серийного производства. ПР в составе комплекса выполняет следующие операции: загрузку и разгрузку деталей, межстаночное транспортирование, перебазирование и раскладку заготовок и деталей в магазине, а также их поиск перед загрузкой в станок. Заготовки в магазине располагаются в ориентированном виде. Комплекс снабжен системой светозащиты. Размеры обрабатываемой заготовки, мм: диаметр до 200 длина...» 710 Время цикла обработки заготовки, мин 8-10 Производительность, шт/год... 240 000
1 — ПР мод. СМ40Ф2.80.01 портального типа; 2 — шлифовальный станок мод. ЗТ160Ф2 с ЧПУ*; 3 - магазин-накопитель; 4 — промежуточная позиция контроля; 5 — система светозащиты; б — устройства управления ПР. (Кроме указанного оборудования комплекс может создаваться на базе шлифовального станка мод. 3М151Ф2 и ВН-25А.)
Произведем перерасчет степени автоматизации для АСВР-06
3.3. Определение структуры ГПМ для операции 030, на базе фрезерного станка модели 6Р13РФ3 Для функционирования польностью в автоматическом режиме станок надо дооснастить обеспечивающими системами: · подачи заготовок, · контроля инструмента, В связи с малым объемом стружки система автоматизированного удаления стружки для данного ГПМ не предусмотрена. Рабочая зона ограждена механически сдвигающейся шторкой
  
Рис. Компоновка ГПМ на базе фрезерного станка 6Р13РФ2 и ПР МП20: 1 - ПР МП20, 2 - 6Р13РФ2, 3 - шторка Разработка структуру ГАУ
Выбор общей компоновки ГАУ
В систему обеспечения функционирования ГПС входят: - автоматизированная транспортно-складская система (АТСС); - автоматизированная система инструментального обеспечения (АСИО); - система автоматизированного контроля (САК); - автоматизированная система удаления отходов (АСУО); - автоматизированная система управления (АСУ).
Разработка структуры ГАУ начинается с выбора схемы компоновки АТСС Компоновки АТСС разделяются на линейную (разомкнутую) и круговую (замкнутую) [1 ]. Предпочтительность использования той или иной схемы зависит от объема выпускаемых изделий и широты их номенклатуры. Первая обеспечивает более высокую гибкость, вторая производительность. Центральным элементом АТСС является склад. Существуют различные варианты компоновки автоматического стеллажного склада с расположением накопителя приема грузов: а) с торцовым; б) с боковым и в) со смешанным обслуживанием. Выбор компоновки складской системы определяется грузонапряженностью и объемом обрабатываемых изделий в ГПС.
Исходя из среднего объема выпуска и частой номенклатуры смены изделий примем линейную схему компоновки АТСС со смешанным обслуживанием и на основе анализа типовой схемы (рис. 5) участков [2, 3… ] предложим следующую схему общей компоновки ГАУ обработки детали «Вал» (см. рис. 6)
8. Спецификация к рис.1: 1 – Поток инструментальных комплектов;
8. Спецификация к рис.1: 1 – Поток инструментальных комплектов;
Компоновка ГАУ Исходя из рассчитанного количества оборудования окончательно выберем следующие решения для автоматизации технологических операций. Операция 005 – заготовительная выносится на отдельную не автоматизированную позицию. Для токарных операций 010 и 015 используем комплекс АСВР 041 Для шлифовальных операций 020 и 025 используем комплекс АСВР 006 Для фрезерной операции 030 используется станок 6Р13РФ2 с дооснащением его системой очистки базовых поверхностей и напольным промышленным роботом М20П40.
Уточненная общая компоновка ГАУ представлена на рис 7.
Схема участка представлена на рис. 10. На схеме обозначено: 1. Станок модели 16К20Ф3. 2. Станок модели 3М. 3. Станок модели 6Р13Ф2 4. Робот напольный модели М20П.40.01. 5. Робот подвесной транспортный модели СМ40Ф2.80.01 портального типа. 6. Штабелер. 7. Шарнирно-балансирующий манипулятор (ШБМ). 8. АРМ с системой управления. 9. Рольганговый конвейер для подачи тары с заготовками. Цепной конвейер для подачи и выгрузки контейнера под стружку. Устройство приема-выдачи инструментальных комплектов. Устройство приема-выдачи заготовок-деталей. Место приема-выдачи в АТСС. Контейнер для стружки. Оператор наладчик.
Подробнее см. состав автомат комплексов. Примеры компоновок Участков для других вариантов представлены на рис 11 (корпусные детали) и 12 (Тела вращения).
9. Спецификация к рис.2 и 3:
1. Станок модели ИР500ПМФ4. 2. Станок модели ИР200ПМФ4. 3. Станок модели ИРТ180ПМФ4. 4. Станок модели 16К20Ф3. 5. Станок модели 1В340ПФ30. 6. Робот напольный модели М20П.40.01. 7. Робот-манипулятор модели НЦ-31. 8. Робот подвесной транспортный модели НЦ-32. 9. Штабелер. 10. Шарнирно-балансирующий манипулятор (ШБМ). 11. АРМ с системой управления. 12. Рольганговый конвейер для подачи паллет с заготовками. 13. Цепной конвейер для подачи и выгрузки контейнера под стружку. 14. Устройство приема-выдачи инструментальных комплектов. 15. Устройство приема-выдачи заготовок-деталей. 16. Место приема-выдачи в АТСС. 17. Паллета. 18. Контейнер для стружки. 19. Транспортная тележка 20. Оператор наладчик.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 626; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.186.31 (0.012 с.) |