
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кафедра автоматизации производственных процессовСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Федеральное образовательное учреждение
СЕВЕРО-ЗАПАДНЫЙ ГОСУДАРСТВЕННЫЙ ЗАОЧНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра автоматизации производственных процессов
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
Методические указания к выполнению курсовой работы (на примере создания концептуального проекта ГАУ изготовления детали «Вал»)
Санкт-Петербург 2011
Указания по оформлению В соответствии с учебным планом по дисциплине «Автоматизация технологических процессов и производств» студенты специальности 220301.65 всех форм обучения выполняют курсовой проект. Написание работы – самостоятельный творческий процесс, способствующий усвоению пройденного материала. Курсовая работа является важнейшей частью изучаемого курса, так как в процессе выполнения студент приобретает практические навыки составления и расчета систем автоматического измерения и контроля. Пояснительная записка оформляется с использованием ПЭВМ на листах формата А4 14 шрифтом с межстрочным интервалом 1.5. Размеры полей: левого – 30 мм, правого – 15 мм, верхнего и нижнего 20 мм. Титульный лист оформляется в соответствии с приложением 1. В работе должны быть приведены исходные данные для заданного варианта. Для очной формы обучения варианты задаются преподавателем, очно-заочной и заочной в соответствии с методическими указаниями. Работа должна иметь сквозную нумерацию страниц и рисунков. При использовании в записке формул, справочных данных необходимо делать ссылки на литературные источники (название источника, номер таблицы или страницы). Следует избегать сокращения слов. В конце записки делается список использованной литературы и оглавление. Содержание пояснительной записки излагается в ясной и сжатой форме, технически грамотным языком на одной стороне листа с тем, чтобы с другой стороны можно было внести дополнения или исправления после рецензирования. Студент может быть допущен к защите курсовой работы, если она не содержит принципиальных ошибок, выполнена аккуратно и удовлетворяет всем вышеперечисленным требованиям. Анализ исходных данных 1.1. Анализ детали «Вал». Деталь «Вал» с габаритными размерами: длина L= 175 мм, максимальный диаметр D= 70 мм относится к классу деталей типа «тела вращения». «Вал» изготавливается из стали конструкционной легированной марки 40Х (ГОСТ 4543-71). Масса детали 2 кг, масса заготовки 3 кг.
1.2. Анализ технологического процесса изготовления детали «Вал». Для получения исходной заготовки используется отрезной станок 8Б72. Основные формообразующие операции, выполняются на токарном оборудовании станок 16К20Ф3. Для их окончательной обработки используются шлифовальные станки марки 1Т160. Для формирования шпоночного паза используется фрезерный станок марки 6Р11.
1.3. Анализ оборудования, используемого в технологическом процессе.
Для определения структуры ГАУ необходимо изучить возможности технологического оборудования, используемого существующем типовом ТП и проанализировать применимость использования данного оборудования в условиях гибкого автоматизированного производства. Станок 8Б72 На заготовительной операции 005 используется отрезной станок 8Б72 – (8 тип станка разрезные) механическая ножовка. Предназначена для холодной резки металла диаметром до 250 мм под углом 90 градусов
Технические характеристики:
Для не автоматизированного оборудования расчет коэффициента автоматизации может не производится. Табл. 1.2. Расчет коэффициента автоматизации станка модели 8Б72
Учитывая, что станок не автоматизирован (и имеет низкий уровень автоматизации) - его не возможно использовать в составе ГПС без глубокой модернизации. Возможные варианты действий: 1. вынести заготовительную операцию за пределы ГАУ в отдельную, не автоматизированную заготовительную позицию 2. заменить используемое оборудование на автоматизированное 3. разработать схему глубокой модернизации имеющегося оборудования. Учитывая, что операция 005 является первой по ходу технологического процесса принимаем решение вынести ее в отдельную не автоматизированную заготовительную позицию.
Станок 16К20Ф3 На операциях 010 и 015 используется станок 16К20Ф3.
Рис. Общий вид станка 16К20Ф3 (на рисунке приведен вариант с системой ЧПУ типа NC) Технические Характеристики: Наибольший диаметр устанавливаемого изделия над станиной - 500 мм. Наибольшая длина устанавливаемого изделия в центрах - 900 мм. Наибольший диаметр обрабатываемого изделия над станиной - 320 мм. Наибольший диаметр обрабатываемого изделия над суппортом 200 мм. Наибольший ход суппортов по оси Х - 210/по оси Z - 905мм. Максимальная скорость быстрых перемещений: мм/мин - продольных 5000 - поперечных 3000 Минимальная/Максимальная скорость рабочих подач: мм/мин - продольных 1...2000 - поперечных 0,5...1500 Регулирование частот вращения шпинделя ступенчатое Количество ступеней регулирования частот вращения шпинделя 3 Частоты вращения шпинделя на ступени I/II/III (с эл.двигателем 1500 об/мин) об/мин 80/220/660 Количество управляемых/одновременно управляемых координат 2/2 Система управления – контурная разомкнутая. Максимальное число кадров управляющих программ 254 Габариты(мм) 3700х2260х1650 Вес(кг) 3800
Табл. 1.3. Расчет коэффициента автоматизации станка модели 16К20Ф3
Несмотря на невысокий уровень автоматизации, оборудование может использоваться в составе ГПС после дооснащения его обеспечивающими системами: § подачи заготовок § контроля изделий и инструмента § удаления отходов
Станок 3Т160 На 020 и 025 операциях используется станок 3Т160 – полуавтомат торцешлифовальный.
Полуавтомат предназначен для одновременного шлифования торца и прилегающей к нему цилиндрической поверхности методом врезания в условиях серийного и массового производства. Класс точности полуавтомата П. Шероховатость обрабатываемой поверхности, мкм: цилиндрической Ra 0,63, торцовой Ra 1,25. Полуавтомат имеет высокую степень автоматизации и механизации основных и вспомогательных движений и может встраиваться в автоматическую линию. Шлифовальная бабка повернута на угол 2(3°34/. Подача шлифовальной бабки производится в плоскости круга. На полуавтомате можно выполнять следующие виды шлифования:
Полуавтоматический цикл работы станка после установки изделия в патрон осуществляется в такой последовательности:
На полуавтомате предусмотрена система охлаждения обрабатываемого изделия эмульсией, подаваемой из специального бака в зону шлифования и правки. Очистка эмульсии от шлама осуществляется магнитным фильтром-сепаратором. Год исполнения установочной серии—1975. ОСНОВНЫЕ ДАННЫЕ Наибольший диаметр устанавливаемого изделия, мм 280 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм 280 Наименьший диаметр шлифования при изношенном круге, мм 20 Наибольшая длина шлифовании, мм.. 130 Высота центров, мм 160 Наибольшая масса устанавливаемого изделия, кг 50 Электродвигатели приводов: шлифовального круга: тип AO2-62-4-I, мощность, кВт 17,частота вращения, об/мин. 3460 передней бабки: тип АО2-41-8/4 мощность, кВт1,6; 2,5 частота вращения, об/мин 685/1370 гидронасоса: тип АО2-32-6-С, мощность, кВт 2,2, частота вращения, об/мин... 950 насоса охлаждающей жидкости; тип П-90, мощность, кВт 0,6, частота вращения, об/мин... 2800 магнитного сепаратора: тип ЛОЛ 11-4, мощность, кВт 0.12, частота вращения, «б/мин... 1400 Габарит полуавтомата с приставным оборудованием, мм 1754X4675X2245 Масса полуавтомата, кг 8110
Оборудование использует цикловую систему управления, что делает не возможным его использование в составе ГПС.
Если оборудование не пригодно для использования в составе ГПС необходимо по справочной литературе подобрать его аналог. Для автоматизированной обработки валов [2]в условиях ГПС выпускается станок модели 3Т160Ф2. Конструктивно и по техническим характеристикам станок 3Т160Ф2 аналогичен 3Т160, но оснащается позиционной системой ЧПУ. Рассчитаем его степень автоматизации. Табл. 1.4. Расчет коэффициента автоматизации станка модели 3Т160Ф2
Выбранный станок может использоваться в составе ГПС после дооснащения его обеспечивающими системами: § подачи заготовок § контроля изделий и инструмента § удаления отходов
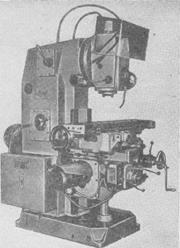
Станок 6Р11 На операции 030 используется станок 6Р11 – вертикально-фрезерный. Станок вертикально-фрезерный консольный модель 6Р11 Станок предназначен для фрезерования разнобразных изделий из черных и цветных металлов, обработка производится торцовыми, концевыми и специальными фрезами. Класс точности станка Н. Вращение шпинделя и подача стола осуществ-ются от отдельных электродвигателей через кору скоростей и коробку подач. Стол может совершать быстрые перемещения рабочие подачи в продольном, поперечном и вер-кальном направлениях. Механический привод стола и привод вручную сблокированы. Выключение механического перемещения стола может производиться упорами или вручную. Торможение шпинделя обеспечивается электромагнитной муфтой. Повышенная мощность электродвигателей и жесткость станка, широкий диапазон скоростей шпинделя и подач стола обеспечивают высокопроизводительную обработку изделий на скоростных режимах резания. Год исполнения установочной серии—1971.
ОСНОВНЫЕ ДАННЫЕ Размеры рабочей поверхности стола, мм. 1000X250 Наибольшее перемещение стола, мм: продольное 630 поперечное 200 вертикальное 350 Электродвигатель привода главного движения: мощность, кВт. '... ■. 5,5 частота вращения, об/мин... 1450 мощность, кВт 1,5 частота вращения об/мин... 1400 тип Х14-22М производительность, л/мин... 22 Габарит станка, мм 148ПХ199ОХ2360 I Масса станка, кг 2360
Табл. 1.5. Расчет коэффициента автоматизации станка модели 6Р11
Учитывая низкий уровень автоматизации и то что станок не автоматизирован его не возможно использовать в составе ГПС без глубокой модернизации. Возможные варианты действий: 1. вынести фрезерную операцию за пределы ГАУ в отдельную, не автоматизированную позицию 2. заменить используемое оборудование на автоматизированное, например 6Р11Ф3-1 или 6Р13РФ3
Произведенм замену используемого оборудование на его аналог или 6Р13РФ3 6Р13РФ3. Станок вертикальный консольно-фрезерный с ЧПУ и револьверной головкой Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий
Технические характеристики:
При замене оборудования требуется пересчет коэффициента автоматизации!!! Рассчитаем коэффициент автоматизации для 6Р13Ф3 Табл. 1.4. Расчет коэффициента автоматизации станка модели 6Р13РФ3
Данное оборудование не смотря на ограниченные инструментальные возможности может использоваться в составе ГПС после дооснащения его обеспечивающими системами: § подачи заготовок § контроля изделий и инструмента § удаления отходов. Разработка компоновок ГПМ При разработке можно использовать как готовые типовые решения автоматизации, так и осуществлять подбор средств обеспечения работы оборудования в автоматическом режиме поэлементно.
3.1. Определение структуры ГПМ для операций 010 и 015, На базе токарного станка модели 16К20ФЗ
Рассмотрим типовые решения его автоматизации [2]. В справочнике приведены несколько вариантов: 1. Комплекс на базе промышленного робота мод. М 101162.01 и станка мод. 16К20ФЗ Предназначен для токарной обработки заготовок деталей типа валов и фланцев массой до 10 кг. ПР берет заготовку с тактового стола, загружает станок и затем возвращает обработанную деталь на тактовый стол. Размеры обрабатываемой заготовки, мм: диаметр: вала........................ 120 фланца.................... 150 длина: вала......................... 500 фланца.................... 150 Основные показатели комплекса Время цикла обработки заготовки, мин 5 Производительность, ил/год... 42 500
Рис. 4 ГПМ на базе ПР. М10П62.01 1 - ПР мод. М10П62.01 встроенного типа; 2 - токарный с i инок мод. 16К20ФЗ*1, 3 - тактовый стол; 4 — устройства управления ПР; 5 система управления станка. Рекомендации по применению РТК; РТК 16К20ФЗР132 Н001, РТК 16К20ФЗР132 Н002 и РТК 16К20РФЗР132 Н002 предназначены для обработки валов и фланцев. Обработка ведется за две установки с поворотом заготовок деталей на 180°. РТК 16К20ФЗР232 Н003 и РТК 16К20РФЗР232 Н003 применяют для обработка валов и фланцев с одной стороны. РТК 16К20ФЗР232 Н004 предназначен для обработки валов и фланцев за две установки с поворотом "заготовки. РТК 16К20РФЗР232 Н005 предназначен для обработки фланцев и других патронных деталей за две установки с поворотом на 180е. Комплектация РТК
Условные обозначения: X — оборудование и устройства, рекомендуемые к применению; (X) — оборудование и устройства, рекомендуемые к применению условно. Комплекс мод. АСВР-06 Предназначен для автоматизации технологического процесса шлифования заготовок типа валов массой до 40 кг в условиях серийного производства. ПР в составе комплекса выполняет следующие операции: загрузку и разгрузку деталей, межстаночное транспортирование, перебазирование и раскладку заготовок и деталей в магазине, а также их поиск перед загрузкой в станок. Заготовки в магазине располагаются в ориентированном виде. Комплекс снабжен системой светозащиты. Размеры обрабатываемой заготовки, мм: диаметр до 200 длина...» 710 Время цикла обработки заготовки, мин 8-10 Производительность, шт/год... 240 000
1 — ПР мод. СМ40Ф2.80.01 портального типа; 2 — шлифовальный станок мод. ЗТ160Ф2 с ЧПУ*; 3 - магазин-накопитель; 4 — промежуточная позиция контроля; 5 — система светозащиты; б — устройства управления ПР. (Кроме указанного оборудования комплекс может создаваться на базе шлифовального станка мод. 3М151Ф2 и ВН-25А.)
Произведем перерасчет степени автоматизации для АСВР-06
3.3. Определение структуры ГПМ для операции 030, на базе фрезерного станка модели 6Р13РФ3 Для функционирования польностью в автоматическом режиме станок надо дооснастить обеспечивающими системами: · подачи заготовок, · контроля инструмента, В связи с малым объемом стружки система автоматизированного удаления стружки для данного ГПМ не предусмотрена. Рабочая зона ограждена механически сдвигающейся шторкой
  
Рис. Компоновка ГПМ на базе фрезерного станка 6Р13РФ2 и ПР МП20: 1 - ПР МП20, 2 - 6Р13РФ2, 3 - шторка Разработка структуру ГАУ
Выбор общей компоновки ГАУ
В систему обеспечения функционирования ГПС входят: - автоматизированная транспортно-складская система (АТСС); - автоматизированная система инструментального обеспечения (АСИО); - система автоматизированного контроля (САК); - автоматизированная система удаления отходов (АСУО); - автоматизированная система управления (АСУ).
Разработка структуры ГАУ начинается с выбора схемы компоновки АТСС Компоновки АТСС разделяются на линейную (разомкнутую) и круговую (замкнутую) [1 ]. Предпочтительность использования той или иной схемы зависит от объема выпускаемых изделий и широты их номенклатуры. Первая обеспечивает более высокую гибкость, вторая производительность. Центральным элементом АТСС является склад. Существуют различные варианты компоновки автоматического стеллажного склада с расположением накопителя приема грузов: а) с торцовым; б) с боковым и в) со смешанным обслуживанием. Выбор компоновки складской системы определяется грузонапряженностью и объемом обрабатываемых изделий в ГПС.
Исходя из среднего объема выпуска и частой номенклатуры смены изделий примем линейную схему компоновки АТСС со смешанным обслуживанием и на основе анализа типовой схемы (рис. 5) участков [2, 3… ] предложим следующую схему общей компоновки ГАУ обработки детали «Вал» (см. рис. 6)
8. Спецификация к рис.1: 1 – Поток инструментальных комплектов;
8. Спецификация к рис.1: 1 – Поток инструментальных комплектов;
Компоновка ГАУ Исходя из рассчитанного количества оборудования окончательно выберем следующие решения для автоматизации технологических операций. Операция 005 – заготовительная выносится на отдельную не автоматизированную позицию. Для токарных операций 010 и 015 используем комплекс АСВР 041 Для шлифовальных операций 020 и 025 используем комплекс АСВР 006 Для фрезерной операции 030 используется станок 6Р13РФ2 с дооснащением его системой очистки базовых поверхностей и напольным промышленным роботом М20П40.
Уточненная общая компоновка ГАУ представлена на рис 7.
Схема участка представлена на рис. 10. На схеме обозначено: 1. Станок модели 16К20Ф3. 2. Станок модели 3М. 3. Станок модели 6Р13Ф2 4. Робот напольный модели М20П.40.01. 5. Робот подвесной транспортный модели СМ40Ф2.80.01 портального типа. 6. Штабелер. 7. Шарнирно-балансирующий манипулятор (ШБМ). 8. АРМ с системой управления. 9. Рольганговый конвейер для подачи тары с заготовками. Цепной конвейер для подачи и выгрузки контейнера под стружку. Устройство приема-выдачи инструментальных комплектов. Устройство приема-выдачи заготовок-деталей. Место приема-выдачи в АТСС. Контейнер для стружки. Оператор наладчик.
Подробнее см. состав автомат комплексов. Примеры компоновок Участков для других вариантов представлены на рис 11 (корпусные детали) и 12 (Тела вращения).
9. Спецификация к рис.2 и 3:
1. Станок модели ИР500ПМФ4. 2. Станок модели ИР200ПМФ4. 3. Станок модели ИРТ180ПМФ4. 4. Станок модели 16К20Ф3. 5. Станок модели 1В340ПФ30. 6. Робот напольный модели М20П.40.01. 7. Робот-манипулятор модели НЦ-31. 8. Робот подвесной транспортный модели НЦ-32. 9. Штабелер. 10. Шарнирно-балансирующий манипулятор (ШБМ). 11. АРМ с системой управления. 12. Рольганговый конвейер для подачи паллет с заготовками. 13. Цепной конвейер для подачи и выгрузки контейнера под стружку. 14. Устройство приема-выдачи инструментальных комплектов. 15. Устройство приема-выдачи заготовок-деталей. 16. Место приема-выдачи в АТСС. 17. Паллета. 18. Контейнер для стружки. 19. Транспортная тележка 20. Оператор наладчик.
Система управления ГАУ Системы управления сложными техническими объектами строятся на основе иерархического подхода. Выполняя этот пункт задания КР нужно определить подчиненность каждого из элементов ГАУ
Общую структуру управления ГАУ можно представить следующей схемой
Рис. Схема управления ГПМ
Северо-Западный заочный Технический Университет Кафедра автоматизации производственных процессов
Курсовая работа По дисциплине: Автоматизация технологических процессов и производств.
Выполнил: Шифр:
Проверил СПб
Приложение 2 Темплеты некоторых станков
8. Многоцелевой вертикальный станок мод. 2254ВМФ4
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Федеральное образовательное учреждение
СЕВЕРО-ЗАПАДНЫЙ ГОСУДАРСТВЕННЫЙ ЗАОЧНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра автоматизации производственных процессов
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 756; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.33 (0.014 с.) |





















 1. Фрезерно-центровальный полуавтомат мод. МР71
1. Фрезерно-центровальный полуавтомат мод. МР71

 3. Токарный станок с ЧПУ
3. Токарный станок с ЧПУ




 7. Многоцелевой горизонтальный станок мод. ИР500ПМФ4
7. Многоцелевой горизонтальный станок мод. ИР500ПМФ4





