Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Центральным моментом проверки допустимости графика MPS является построение графиков нагрузки по рабочим местам.Содержание книги
Поиск на нашем сайте
График нагрузки создается для сравнения нагрузки с располагаемыми мощностями по периодам горизонта планирования. Графики нагрузки строятся от завершающихся стадий производства к начальным. Иногда детализация плана MRP до работ не производится, а оценка его допустимости выполняется на основе производственных циклов для компонент и объемно-календарных оценок потребностей в мощностях.
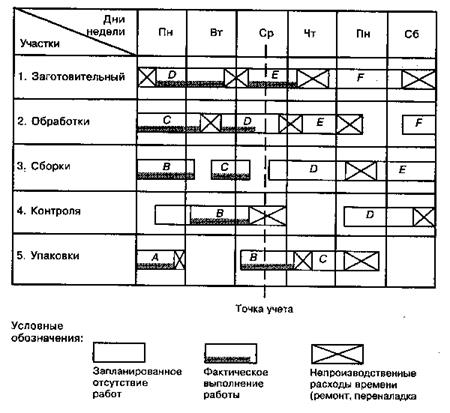
ЛЕКЦИЯ 9 Оперативное управление производством Практически во всех базовых системах можно встретить две обособленные подсистемы для оперативного управления производством. Первая предназначена для мелкосерийного и индивидуального производства, организованного по технологическому принципу (process-focused factories), а вторая — крупносерийного и массового — производства, организованного по предметному принципу (product-focused factories). В мелкосерийном и индивидуальном производстве обычно применяются системы «с проталкиванием». На рис. 16 показано, что импульсом к началу работ по оперативному управлению становятся результаты работы задачи определения материальных потребностей, доведенные до определения партий и сроков запуска заказов, необходимых для обеспечения графика выпуска продукции. На основе этой информации управленцы получают возможность составлять ежедневные графики работ и принимать другие оперативные решения цехового уровня, которые включают определение очередности выполнения заказов на уровне рабочих мест (участков, обрабатывающих центров), закрепление заказов за единицами оборудования внутри участков и управление ходом производства на цеховом и более глубоких уровнях. В ходе оперативного управления выполняются следующие действия: 1. Каждому заказу приписывается приоритет, который определяет относительную важность заказа. Это позволяет задать очередность обработки заказов в участках. 2. Выдаются диспетчерские списки (dispatching list) для каждого участка. В диспетчерских списках задается следующая информация: перечень заказов, приоритеты, сроки выпуска заказа из участка. Иногда диспетчерские списки формируются только для отстающих позиций. 3. Постоянно корректируется информация о запасах незавершенного производства (work-in-process inventory). Определяются следующие параметры: местонахождение каждого заказа и количество предметов в нем; передачи заказов между участками; уровень брака; количество изделий, требующих доработки; размеры дефицита по заказу. 4. Обеспечивается управление запуском-выпуском по всем участкам. Это возможно на основании информации о передачах работ между участками. 5. Ведется учет производительности и загрузки оборудования и персонала на каждом участке. Управление по запуску-выпуску является ключевым видом деятельности в оперативном управлении, позволяющем выявить неэффективное использование - мощностей, их перегрузку, сбои в ходе Производственного процесса в рамках участков. В ходе управления по запуску-выпуску можно определить, были ли трудоемкости работ на входе и на выходе одинаковы, если мощность участка была равна плановой. Если на участок поступил слишком большой объем работ по сравнению с мощностью, это может Привести к росту объема незавершенного производства. Когда на участке скапливается слишком большое количество работ, это приводит к нарушениям производственного процесса не только на данном участке, но и на последующих. Напротив, если входной поток работ слишком мал, это приводит к низкой загрузке и простоям персонала. Целям координации графиков участков служат диаграммы Гантта. Они обычно используются для визуального представления работ, которые выполняются на каждом участке. На рис. 17 показан пример диаграммы Гантта для цеха, состоящего из пяти участков. Сочетание управления запуском-выпуском и диаграмм Гантта обеспечивает управленцев систематической информацией для координации потоков работ между участками.
Рис. 16
Следующий важный момент в оперативном управлении — задание приоритетов для работ на участке. Практическое решение задачи оперативно-календарного планирования заключается в применении правил приоритетов. Широко применяются следующие правила приоритетов: 1. Первый пришел — первым обслужен (First-come first served (FCFS)). 2. По наименьшему времени выполнения (Shortest processing time (SPT)). 3. С наиболее ранней требуемой датой выполнения (Earliest due date (EDD)). 4. Критическое число (Critical ratio (CR)). Первой выполняется работа с наименьшим критическим числом, которое представляет собой отношение времени до требуемой даты выпуска к общему оставшемуся времени выполнения работы. 5. Наименьшие затраты на переналадку (Least changeover cost (LCC)). Очередность выполнения работ определяется на основе анализа общих затрат на переналадку между этими работами. Опыт использования правил предпочтения показал, что не существует какого-либо одного правила, приводящего к наилучшим результатам по всем критериям и при всех условиях. Один из подходов к построению системы оперативно-календарного планирования заключается в следующем. Сначала для репрезентативной выборки работ моделируют расписание с помощью различных правил приоритетов. По результатам моделирования отбирают наиболее удачное правило с точки зрения наиболее важного критерия. С этого момента найденное правило становится составной частью системы оперативно-календарного планирования. Наиболее часто применяемый критерий при оценке расписаний работ — длительность совокупного производственного цикла. Минимизация этого показателя удовлетворительно коррелирует с задачами минимизации затрат на производство и максимизации загрузки оборудования. В общем случае эта задача для п работ, выполняемых на т участках (рабочих центрах, станках). Эта задача не имеет точного решения. Как правило, для ее приближенного решения применяют такие правила, как SPT, CR, EDD.
Рис. 17
|
||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 42; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.119.34 (0.007 с.) |