Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организационно-технические особенности создания и эксплуатации гибких производственных систем.Содержание книги
Поиск на нашем сайте
В современных условиях сфера распространения поточных форм организации производства и соответствующих видов поточных линий (ОНПЛ, ОППЛ, МНПЛ, МППЛ, АЛ, РЛ) ограничена в основном массовым и крупносерийным типами производства, доля которых в общем объеме производства не столь значительна и постоянно уменьшается под воздействием ряда факторов, порождаемых научно-техническим прогрессом. Развитие радиоэлектроники, вычислительной техники и программирования, серийное производство высокопроизводительных многоцелевых станков с ЧПУ (обрабатывающих центров), робототехника и использование групповой технологии обусловили создание базы для автоматизации серийного, мелкосерийного и единичного производств, а также для перехода к гибкому автоматизированному производству и к массовому внедрению гибких производственных систем (ГПС). В отличие от поточных и автоматических линий, имеющих узкую специализацию на изготовление определенного вида изделий, создание ГПС направлено на обеспечение выпуска серийных и мелкосерийных изделий дискретными партиями, номенклатура и размеры которых могут меняться во времени. При этом использование ГПС должно способствовать сохранению для многономенклатурного производства отличительных особенностей и преимуществ массового производства (непрерывности и ритмичности) и существенному повышению производительности труда и качества выпускаемой продукции при сокращении численности рабочих-операторов. От производств, оснащенных универсальным оборудованием и станками с ЧПУ, ГПС отличаются высокой производительностью оборудования и труда как за счет одновременного выполнения многих операций производственного процесса с одной установки обрабатываемого предмета труда, так и за счет того, что ГПС может работать в автоматическом режиме круглосуточно. От автоматических линий ГПС отличается гибкостью в широком смысле слова, что позволяет обрабатывать в нем широкую номенклатуру изделий и быструю смену объектов производства. Обладая широкой гибкостью, ГПС обеспечивает высокую производительность оборудования, приближающуюся к уровню производительности автоматических линий и линий, скомпонованных из специализированных станков. Основной показатель ГПС – степень гибкости – может быть определен величиной затрачиваемого времени, количеством необходимых дополнительных расходов, при переходе на выпуск изделий определенного наименования, а также широтой номенклатуры выпускаемой продукции.
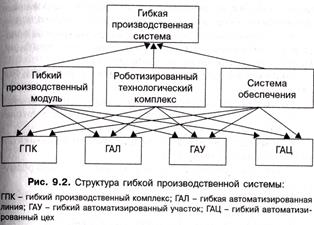
В общем виде под гибкой производственной системой понимается автоматизированное производство, построенное на современных технических средствах (станках с ЧПУ, роботизированных технологических комплексах, гибких производственных модулях, транспортно-накопительных и складских системах и т. д.), способное обеспечивать выпуск широкой номенклатуры продукции, однородной лишь по своим основным конструктивным и технологическим параметрам и способное безинерционно переходить на выпуск новых изделий любого наименования. К числу основных факторов, обеспечивающих функционирование ГПС, относятся: 1) комплексная автоматизация всех основных и вспомогательных технологических операций; 2) программная переналадка технологического оборудования; 3) оперативная (автоматизированная) конструкторско-технологическая и организационно-экономическая подготовка производства; 4) автоматизация управления производственно-технологическими процессами, осуществляемая в режиме реального времени; 5) реализация и оптимизация оперативно-производственного планирования, позволяющая получить максимальную загрузку оборудования, минимизировать производственный цикл и обеспечить комплектность деталей и сборочных единиц для сборки; 6) групповая технология обработки деталей. Реализация названных факторов обеспечивается за счет функциональных элементов ГПС, которые можно разделить на две группы: производственно-технологические функциональные элементы ГАП, составляющие производственно-технологическую часть ГПС; электронно-вычислительные функциональные элементы ГАП, составляющие информационно-вычислительную и управляющую часть ГПС. При проектировании производственно-технологической части ГПС, как правило, используют блочно-модульный принцип на различных организационных уровнях системы (рис. 9.2).
Основными элементами производственно-технологической части ГПС являются: гибкий производственный модуль (ГПМ), роботизированный технологический комплекс (РТК) и система обеспечения.
Гибкий производственный модуль (ГПМ) - это единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с ЧПУ, автономно функционирующая, автоматически осуществляющая все функции, связанные с изготовлением продукции, имеющая возможность встраиваться в более сложную ГПС. Роботизированный технологический комплекс (РТК) - это совокупность единиц технологического оборудования от 3 до 10 станков с ЧПУ, роботов и средств их оснащения. Таким образом, основными характеристиками ГПМ и РТК являются: Система обеспечения функционирования ГПС в автоматическом или автоматизированном режиме включает: а) автоматизированную транспортно-складскую систему - систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в транспортной таре для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, РТК или другому технологическому оборудованию в ГПС; б) автоматизированную систему инструментального обеспечения (АСИО), осуществляющую подготовку, хранение, автоматическую замену инструмента; в) автоматизированную систему слежения за износом и поломками инструмента (АССИ); г) автоматизированную систему обеспечения надежности, осуществляющую слежение за состоянием оборудования (АСОН); д) автоматизированную систему управления качеством продукции (АСУКП); е) автоматизированную систему удаления отходов производства (АСУОП). Основными элементами информационно-вычислительной и управляющей части ГПС являются: система автоматизированного проектирования (САПР); автоматизированная система технологической подготовки производства (АСТПП); автоматизированная система управления технологическими процессами (АСУТП); автоматизированная система научных исследований (АСНИ); локальные системы управления (ЛСУ); автоматизированная система управления предприятием (АСУП), обеспечивающая автоматизированное организационно-экономическое управление гибким автоматизированным производством.
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 392; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.134.163 (0.007 с.) |