Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Особенности организации предметно-замкнутых участков (ПЗУ).Содержание книги
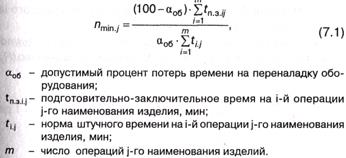
Поиск на нашем сайте На предметно-замкнутых участках производится полная обработка деталей (или почти полная, без отдельных операций), в результате которой получается законченная продукция. На практике различают следующие разновидности предметно-замкнутых участков обработки деталей: 1) участки с одинаковыми или однородными технологическими процессами или маршрутами движения (например, обработка корпусов одного типа, но разных размеров); 2) участки разнообразных деталей, сходных по конфигурации и операциям обработки (например, детали плоские, детали типа тел вращения и др.); 3) участки деталей, сходных по габаритам и операциям обработки (например, детали крупные, мелкие и т. д.); 4) участки деталей из материалов и заготовок определенного вида (ковок, штамповок, сплавов). Для организации работы таких участков необходимо рассчитывать следующие календарно-плановые нормативы: размер партии деталей конкретного наименования; периодичность (ритмичность) чередования партии деталей этого наименования; число партий по каждому наименованию деталей; количество единиц оборудования по каждой операции производственного процесса и коэффициент его загрузки; кооперационно-подетальный стандарт-план; продолжительность производственного цикла обработки партии деталей каждого наименования; нормативы заделов и незавершенного производства. В основу расчета календарно-плановых нормативов закладываются: программа выпуска (запуска) деталей каждого наименования на плановый период; технологический процесс и нормы времени обработки деталей каждого наименования по конкретной операции; нормы подготовительно-заключительного времени на каждую операцию по каждому наименованию детали; допустимые потери рабочего времени на переналадку и плановые ремонты оборудования; число рабочих дней в плановом периоде, продолжительность рабочей смены и режим работы. Расчет размера партии деталей каждого наименования. Нормальный (оптимальный) размер партии по каждому наименованию деталей определяется, как правило, в два этапа. На первом этапе устанавливается расчетная (минимальная) величина размера партии деталей j-ro наименования (nminj) по формуле:
Второй этап определения размера партии деталей j-го наименования заключается в корректировке полученных размеров партии деталей, т.е. nminij и nmaxij. Предел нормального (оптимального) размера партии ограничен неравенством: Корректировка предельных размеров партии деталей j-го наименования начинается с установления удобопланируемых ритмов. Ритм (период чередования) партии деталей рассчитывается по формуле: Rp = Др·Nmin/NB, где Др – число рабочих дней в месяце; NB – месячная программа выпуска, шт. Далее для всех наименований деталей ПЗУ принимается общий (максимальный из всех принятых) период чередования. После этого корректируются размеры партий деталей по формуле:
Число партий по каждому j-му наименованию деталей (Хj) определяется по формуле:
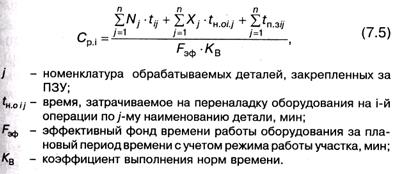
Число единиц оборудования по каждой i-й операции рассчитывается по формуле:
Коэффициент загрузки оборудования определяется по формуле: Построение стандарт-плана ПЗУ. Пооперационный подетальный стандарт-план устанавливает повторяющиеся стандартные сроки запуска и выпуска партий деталей каждого наименования по каждой операции. Стандарт план строится на определенный период времени (ритм чередования партий деталей принимается Rпр) и работа по нему повторяется из периода в период без изменений до тех пор, пока действует данная производственная программа. Для всех наименований деталей ПЗУ принимается общий ритм (наибольший из всех) мест. Продолжительность операционного цикла (Тц.оnij, ч) рассчитывается по формуле:
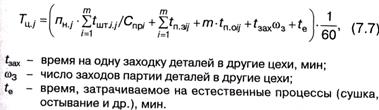
Расчет продолжительности производственного цикла проводится по каждой партии деталей каждого наименования по стандарт-плану (графический метод) и по формулам (аналитический метод). Аналитическим методом продолжительность производственного цикла определяется по формуле
Определение среднего размера заделов и незавершенного производства. Размер задела по j-му наименованию деталей определяется по формуле: Величина незавершенного производства без учета затрат труда на предыдущих стадиях обработки деталей рассчитывается по формуле:
|
||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 459; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.009 с.) |




 Принимаем спрj, округляя срi
Принимаем спрj, округляя срi