
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схеми обробки при шліфуванніСодержание книги
Поиск на нашем сайте
Обробка заготовок на круглошліфувальних верстатах. На круглошліфувальних верстатах обробляють зовнішні поверхні заготовок тіл обертання з прямолінійними утворюючими. Для установки і затиску заготовок у верстаті використовують центрові отвори (в заготовок типу вал) і циліндричні поверхні (для заготовок типу порожнистого валу, втулки і т. п.). При зовнішньому круглому шліфуванні поворотно-поступальний подовжній рух (мал. 22.2) подачі здійснюється столом із закріпленою на ньому заготівкою. Круговий рух подачі заготовки проводиться передньою бабкою шліфувального верстата, а поперечний рух подачі шліфувальним кругом здійснюється на кожний хід столу або подвійний хід столу зовні зони обробки. Такий спосіб круглого шліфування називають осциліруючим шліфуванням.
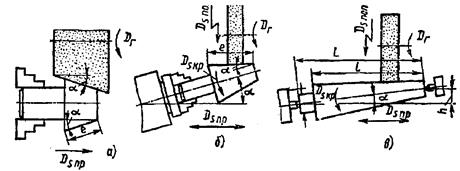
На круглошліфувальних верстатах можлива також обробка конічних поверхонь з різною довжиною прямих і зворотних конусних поверхонь (мал. 22.4). В невеликих по довжині неконусних поверхонь (мал. 22.4, а) конусна поверхня може бути оброблена з достатньою точністю безпосередньо шліфувальним кругом, правленим під кутом a, рівним 0,5 кута конуса заготовки. При довжині конусної поверхні твірної більшої, ніж ширина (висота) круга, обробка проводиться по схемі, показаній на мал. 22,4, б. Цей метод передбачає обробку консольне закріплених заготовок в шпинделі передньої бабки верстата. Передня бабка повертається щодо повздовжньої осі столу на кут a, рівний половині кута конуса, і обробка проводиться шляхом осциліруючого шліфування. Заготовка скоює круговий рух подачі Ds кр навкруги своєї осі, а стіл - повздожньо-поворотнопоступальний рух подачі Ds.пр. Поперечний рух подачі Dg.поп передається шпинделем під час виходу шліфувального круга із зони різання на кожний хід столу або подвійний хід. Сучасні круглошліфувальні верстати мають верхню частину столу, що повертається на кут до 7° щодо вертикальної осі. Шліфування конусних поверхонь великої довжини і малої конусності (до 14°) проводиться поворотом верхньої частини столу на половину кута конусності. Обробка проводиться звичайним осциліруючим методом (мал. 22.4, в).
Обробка заготовок на плоскошліфувальних верстатах.
Плоске шліфування торцем круга (мал. 22.7) також може здійснюватися на верстатах, подібних плоскошліфувальному з прямокутним і круглим столом. Але на відміну від різання периферією круга при шліфуванні торця одночасно бере участь в різанні набагато більше ріжучих елементів-зерна (велика площа контакту). В цьому зв'язку при шліфуванні торця виділяється істотно більше теплоти і можливі припік і викривлення тонких заготівок. Щоб зменшити виділення теплоти, часто використовують сегментні круги торців з меншою площею контакту. На спеціальних подовжньо-шліфувальних верстатах, що працюють за принципом роботи повздовжньо-строгальних верстатів, чашковими кругами торців обробляють поверхні великих корпусних деталей, що направляють станин токарних верстатів різного типа, різні базові поверхні крупногабаритних заготовок і т.п. Способи установки і закріплення заготовок на плоскошліфувальних верстатах всіх видів залежать від розмірів, форми оброблюваних заготовок, типу виробництва. Закріплення заготовок на магнітній плиті забезпечує швидкий і надійний притиск заготовок, що мають поверхню базування. Віджимання заготовок так само просте, як і закріплення, але в цього методу є і ряд недоліків: неможливість закріплення немагнітних матеріалів; небезпека деформації тонких заготовок, які під час притиску притягуються до плити і після виключення її повертаються в початкове положення; намагнічення заготовок (після обробки потрібний спеціальний пристрій, коли це необхідно, для розмагнічування). В тих випадках, коли форма заготовки, технологія обробки або властивість матеріалу не дозволяють закріплювати заготовки на магнітних столах, застосовують різні механічні способи кріплення: упори, болти, штифти, лещата, закріплювані на столі верстата, різні синусні пристосування, що виставляються за допомогою плит або механічно з точним градуюванням лімбів (оптичні) для обробки різних похилих поверхонь з великою точністю кута нахилу. При шліфуванні немагнітних заготовок, тонких пластин і т.п. застосовують також вакуумні столи. Іноді для шліфування немагнітних заготовок використовують різні клеї (шелак і ін.) для наклеювання заготовок на металеву плиту, яку встановлюють на магнітній плиті. Після повторного нагріву заготовки знімають з плити.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 1135; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.86 (0.006 с.) |

 В сучасному машинобудуванні шліфуванню піддають різні поверхні деталей машин: плоскі, циліндричні, фасонні, внутрішні, зовнішні і т.п. Найбільш часто оброблюють поверхні деталей, що мають вісь обертання (вали, втулки, різьблення і ін.), а також плоскі поверхні (площини, уступи, пази і ін.). Існують різні схеми шліфування цих поверхонь. Для всіх способів шліфування головним рухом різання є обертальний рух шліфувального круга Dr, а рух подачі Ds скоює заготовка.
В сучасному машинобудуванні шліфуванню піддають різні поверхні деталей машин: плоскі, циліндричні, фасонні, внутрішні, зовнішні і т.п. Найбільш часто оброблюють поверхні деталей, що мають вісь обертання (вали, втулки, різьблення і ін.), а також плоскі поверхні (площини, уступи, пази і ін.). Існують різні схеми шліфування цих поверхонь. Для всіх способів шліфування головним рухом різання є обертальний рух шліфувального круга Dr, а рух подачі Ds скоює заготовка. Залежно від напряму поступального руху подачі розрізняють ще декілька видів круглого шліфування: глибинне, врізне шліфування і шліфування уступами (мал. 22.3). Глибинне шліфування може проводитися по схемі з подовжнім рухом подачі і врізним. При глибинному шліфуванні з подовжнім рухом подачі застосовують круг з конусом 1 (ріжуча частина круга) і калібруючимим частинами 2 (мал. 22.3, а). Ріжучу частину шліфувального круга іноді виконують ступінчатою, калібруюча частина може працювати за схемою осциліруючого шліфування. При глибинному шліфуванні знімається частіше всього припуск великої величини (0,1—0,8 мм), а іноді і більш за один-два повздовжніх ходу.
Залежно від напряму поступального руху подачі розрізняють ще декілька видів круглого шліфування: глибинне, врізне шліфування і шліфування уступами (мал. 22.3). Глибинне шліфування може проводитися по схемі з подовжнім рухом подачі і врізним. При глибинному шліфуванні з подовжнім рухом подачі застосовують круг з конусом 1 (ріжуча частина круга) і калібруючимим частинами 2 (мал. 22.3, а). Ріжучу частину шліфувального круга іноді виконують ступінчатою, калібруюча частина може працювати за схемою осциліруючого шліфування. При глибинному шліфуванні знімається частіше всього припуск великої величини (0,1—0,8 мм), а іноді і більш за один-два повздовжніх ходу.

 В масовому і серійному виробництві (автомобілі, трактори, гідропанелі і т. д.) багато деталей обробляють врізним шліфуванням (мал. 22.3, б, и). При врізному шліфуванні обробляють шийки колінчастих валів, плунжери, поверхні фасонів, кільцеві канави і т.п. Рух подачі при врізному шліфуванні забезпечується тільки в одному напрямі — перпендикулярно осі обертання оброблюваної заготовки до певного розміру. Ширина (довжина) оброблюваної поверхні, як правило, повинна бути менше висоти абразивного інструменту. В деяких випадках необхідні дуже жорсткі вимоги до розташування циліндричної поверхні і торця поверхонь, тобто перпендикулярність поверхні торця по відношенню до осі заготовки (шпинделя токарних і фрезерних верстатів і т. п.). В цьому випадку циліндричну частину заготовки обробляють звичайним осциліруючим шліфуванням конічною поверхнею 2 круга, поверненого на кут 45° і спеціально заправленого під прямим кутом (мал. 22.3, в), а частину заготовки торця шліфують конічною поверхнею 1 круга.
В масовому і серійному виробництві (автомобілі, трактори, гідропанелі і т. д.) багато деталей обробляють врізним шліфуванням (мал. 22.3, б, и). При врізному шліфуванні обробляють шийки колінчастих валів, плунжери, поверхні фасонів, кільцеві канави і т.п. Рух подачі при врізному шліфуванні забезпечується тільки в одному напрямі — перпендикулярно осі обертання оброблюваної заготовки до певного розміру. Ширина (довжина) оброблюваної поверхні, як правило, повинна бути менше висоти абразивного інструменту. В деяких випадках необхідні дуже жорсткі вимоги до розташування циліндричної поверхні і торця поверхонь, тобто перпендикулярність поверхні торця по відношенню до осі заготовки (шпинделя токарних і фрезерних верстатів і т. п.). В цьому випадку циліндричну частину заготовки обробляють звичайним осциліруючим шліфуванням конічною поверхнею 2 круга, поверненого на кут 45° і спеціально заправленого під прямим кутом (мал. 22.3, в), а частину заготовки торця шліфують конічною поверхнею 1 круга.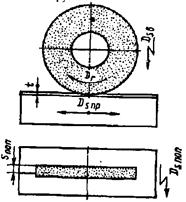 При плоскому шліфуванні периферією круга (мал. 22.5) забезпечується найбільш висока точність обробки, кращі показники якості обробленої поверхні, можлива обробка заготовок малої жорсткості. Заготівки, які оброблені цим методом, встановлюють на плоскому столі і закріплюють або механічно, або, що частіше всього, на магнітній плиті. При плоскому шліфуванні поворотно-поступальний подовжній рух подачі і (Ds.пр) переривистий рух поперечної подачі (Ds.поп) скоює заготовка або шліфувальний круг. Рух подачі круга на глибину різання здійснюється в крайньому положенні столу у міру обробки всієї площини. Якщо заготівка вже ширини круга, то вертикальний рух подачі здійснюється на кожний подвійний хід заготівки.
При плоскому шліфуванні периферією круга (мал. 22.5) забезпечується найбільш висока точність обробки, кращі показники якості обробленої поверхні, можлива обробка заготовок малої жорсткості. Заготівки, які оброблені цим методом, встановлюють на плоскому столі і закріплюють або механічно, або, що частіше всього, на магнітній плиті. При плоскому шліфуванні поворотно-поступальний подовжній рух подачі і (Ds.пр) переривистий рух поперечної подачі (Ds.поп) скоює заготовка або шліфувальний круг. Рух подачі круга на глибину різання здійснюється в крайньому положенні столу у міру обробки всієї площини. Якщо заготівка вже ширини круга, то вертикальний рух подачі здійснюється на кожний подвійний хід заготівки.


 Плоске шліфування периферією круга великої партії однотипних заготовок проводиться на плоскошліфувальних верстатах з круглим столом (мал. 22.6). Заготовки закріплюють на столі, частіше всього магнітному. Це дає можливість здійснювати затиск великої партії заготовок з невеликою товщиною. Круговий рух подачі Ds.кр забезпечується обертанням столу, а радіальне — переміщенням шпинделя з кругом або переміщенням столу у напрямі осі обертання шпинделя. У міру зняття певної частини припуска круг переміщується в вертикальному напрямі на відстань, чисельно рівне Sв, знаходячись зовні зони обробки.
Плоске шліфування периферією круга великої партії однотипних заготовок проводиться на плоскошліфувальних верстатах з круглим столом (мал. 22.6). Заготовки закріплюють на столі, частіше всього магнітному. Це дає можливість здійснювати затиск великої партії заготовок з невеликою товщиною. Круговий рух подачі Ds.кр забезпечується обертанням столу, а радіальне — переміщенням шпинделя з кругом або переміщенням столу у напрямі осі обертання шпинделя. У міру зняття певної частини припуска круг переміщується в вертикальному напрямі на відстань, чисельно рівне Sв, знаходячись зовні зони обробки.


