
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Особливості конструювання комбінованого інструмента.Содержание книги
Поиск на нашем сайте
При конструюванні комбінованого інструмента потрібно вирішувати ті ж самі питання, що;й при конструюванні любого ріжучого інструмента. До них відносяться вибір кінематичної схеми різання, схеми розподілу навантаження, матеріалам знаходження схеми заточування, забезпечення відводу стружки, відводу тепла від ріжучих кромок, міцність і т. д. При конструюванні комбінованого інструмента на відміну від звичайного ріжучого інструмента деякі з питань набирають значення першої степені. При конструюванні і любого комбінованого інструмента ріжучі кромки обов'язково повинні перекривати відповідні оброблені ділянки, і схема розподілу навантажень повинна бути побудована з урахуванням цього важливого випадку. Відвід стружки від ріжучих кромок інструмента набуває важливого значення, особливо при конструюванні комбінованого інструмента для обробки внутрішніх поверхонь. Тут приходиться не тільки враховувати достатній об'єм канавок або каналів для виходу стружки, але й придавати відповідний напрямок сходу стружки, і надавати деякий напрямок сходу стружки уникати появленню зустрічних стружок. При роботі зенкера-свердла у матеріалі від ріжучих кромок свердла відділяється стружка. Якщо відбувається обробка в'язкого матеріалу, який дає зливну стружку, то відділяюча стружка повинна завиватися у спіраль і направлятися до виходу з отвору. У цьому місті розташовується друга частина комбінованого інструмента - зенкер, від якого також відділяєтья стружка. Якщо напрямок відходу стружки від сведла і від зенкера співпадають, то дві стружки зустрічаються і при зупиняється їх відвод від отвору; можливо утвориться спутування і зминання їх в один загальний пакет, який задержує знову відокремлюючу стружку в приводить до поломки інструмента. Самим зручним є розподіл каналів (перший шлях) для відводу стружки, тобто щоб стружка, відокремлена від свердла, йшла по одному, а стружка, відокремлена від зенкера - по другому каналу. Можна використовувати один канал, але так, щоб стружка йшла по різним сторонам цього каналу. На малюнку 2 приклад має один канал, але стружка, відокремлена завжди прижимається до одної стінки, а стружка, відокремлена від свердла, проходить по середині канала. Другий шлях складається у наданні стружці такої форми, щоб вона легко видалялася з отвору. Ріжучі кромки інструмента забезпечуються стружкорозподільними канавками, і широка стружка розбивається на ряд вузьких смуг. Розподілення стружки на більш вузькі і довгі смуги не приведе до потрібних результатів, оскільки такі стружки спутуються в клубок і загроза поломки інструмента не виключається. Отже, окрім розподілення стружки на вузькі смуги, слід забезпечити завивання у короткі спіралі шляхом заточування фаски з меншим переднім кутом. Можна на передній поверхні зробити лунку або поріжок, що також приведе до завивання стружки. Ці міроприємства дають ефект тільки у деяких умовах, тобто при відповідній подачі й глибині різання. Для покращення відводу стружки використовують струю рідини. Напрямок повинен вибиратися таким, щоб допомагати виходу стружки з отвору, а не забивати її глибше. При конструюванні комбінованих інструментів іноді виникає необхідність з метою зручності заточування робити інструмент роз'ємним, з декількох частин. Набір фрез, безумовно, міг би бути замінений одною фасонною фрезою, якщо б не складність виготовлення і заточування такої фрези. Розбиваючи цей набір на ряд відносних фрез, отримуємо інструменти простої конфігурації, який піддається заточуванню звичайним методом. Усі фрези, які входять до набору, потрібно заточувати з урахуванням необхідності збереження відповідної заданої різниці у діаметрах фрез. Якщо у звичайних ріжучих інструментах обираної конструкції установка на розмір і регулювання має велике значення, то в комбінованих інструментах значення регулювання різко збільшується. Можна рахувати малопригодною для практики таку конструкцію комбінованого інструменту, яка займає багато часу на установку і регулювання розмірів. Питання для самоперевірки
1. Яке призначення комбінованого інструмента? 2. Які особливості конструювання комбінованого інструмента?
Сили, які діють на фрезу [Література (4) с.217...219]
Студенти повинні знати: як сили діють на фрезу. Студенти повинні вміти: розрахувати сили, які діють на фрезу.
Дотична сила Pz створює момент опору різання:
і згинає оправку. Момент опору М повинен бути пересиленим обертальним моментом, що розвивається і електродвигуном верстату. Таким чином, по силі Pz розраховується механізм головного руху верстату і потужність електродвигуна.
По горизонтальній силі проводиться розрахунок механізму подачі верстату, сили закріплення заготовки і деталей обладнання. Сила Ру прижимає, затягує фрезу до заготовки. При фрезеруванні фрезою з гвинтовим зубом, виникає ще сила Ро, | напрямок якої залежить від напрямку кутової канавки, що має кут нахилу w.
Зі схеми на мал 7 видно, що
Як показали дослідження проф. А.М. Розенберга, вздовж зуба діє ще сила тертя Т (рис 7 В), зменшуюча силу Ро, тому для розрахунку сили Ро потрібно користуватися формулою: В залежності від напрямку гвинтової канавки фрези осьова сила Ро або здвигає фрезу з оправки або прижимає її до буртика шпинделя. Сила Ро діє також на приладдя для кріплення, на ходовий гвинт поперечної подачі верстату і на його направляючі. Для знищення осьової сили застосовують набір фрез з різним напрямком гвинтової канавки. Сила Pz може бути підрахована за емпіричними формулами, що приводяться в посібниках по режимах різання. Найчастіше застосовується така формула:
Необхідна потужність верстата
де h- коефіцієнт корисної дії верстата. Дослідження показують що потужність, яка затрачається на рух подачі, не перевищує 15% потужності, яка затрачається на різання. З врахуванням цього повна необхідна потужність верстата:
Питання для самоперевірки
1. Які сили діють на фрезу? 2. Яка дія сил різання? 3. По якій формулі розраховують Рz? 9. Розрахунок і конструювання фрез [Література (2) с.243...262]
Студенти повинні знати: різні типи фрез, їх конструктивні особливості і їх розрахунок. Студенти повинні вміти: розраховувати і конструювати фрези.
Фрези діляться на дві групи: - з гостроконечними зубами; - з затиловочними зубами; Фрези з гостроконечними зубами дозволяють проводити заточку в основному по задній поверхні, Перевага таких фрез: - висока стійкість; - простота виготовлення; - висока якість обробки поверхні деталі. Гострокінцева форма зуба отримала широке використання для фрез загального призначення. Існує три типи гостроконечних зубів: - трапецеїдальна; - параболічна; - з подвійною стінкою
|
||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 295; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.142.113 (0.009 с.) |

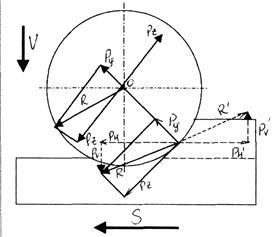 Для прямозубої циліндричної фрези сумарну рівнодійну силу опору зрізаємого шару R можна розкласти на такі сили: дотичну Pz і радіальну Ру або горизонтальну Рн і вертикальну складову Ру (мал. 6).
Для прямозубої циліндричної фрези сумарну рівнодійну силу опору зрізаємого шару R можна розкласти на такі сили: дотичну Pz і радіальну Ру або горизонтальну Рн і вертикальну складову Ру (мал. 6).
 Радіальна сила Ру чинить тиск на підшипники шпинделя верстата і згинає оправку. Отже оправка фрези працює на згин від двох сил. Крім згинання оправка зазнає і деформації кручення від момента опору різанню, а тому повний розрахунок оправки проводиться на складний опір.
Радіальна сила Ру чинить тиск на підшипники шпинделя верстата і згинає оправку. Отже оправка фрези працює на згин від двох сил. Крім згинання оправка зазнає і деформації кручення від момента опору різанню, а тому повний розрахунок оправки проводиться на складний опір.








