Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструкції різців із пластинками твердих сплавівСодержание книги
Поиск на нашем сайте
Широке застосування твердих сплавів у металообробці особливо видно на різцях: 90—95% різців оснащено твердим сплавом. По конструкції ці різці поділяються на чотири групи: а) із пластинкою, напаяною безпосередньо на державку; б) з механічним кріпленням пластинки; в) із кріпленням пластинок силами різання; г) з механічним кріпленням вставки з напаяною пластинкою. Різці з напаяною пластинкою. Форма і розміри твердосплавних пластинок визначаються ГОСТ 2209—66. Одним зі способів кріплення пластинок до державки є припаювання. Нагрівання різців ведеться в газових печах чи на установках, що використовують т. в. ч. Останній метод є більш продуктивним і більш якісним. У якості припоя застосовується електролітична червона мідь (при нагріванні в печах) і сплав: латунь (марки Л68) + 5% нікелю +5% феромарганцю (при нагріванні у високочастотних установках). Шар припоя повинний бути тонким (0,1 мм), розрив шару припоя не повинний перевищувати 10°6 його загальної довжини на відрізних різцях і 20% на прохідних і підрізних.
Відкрите гніздо просте у виготовленні і застосовується для різців більшості типів. Напівзакрите застосовується для пластин, що мають заокруглення. Закриті й врізні гнізда застосовуються для пластин малих розмірів, тому що забезпечують більш надійне з'єднання пластин з державкою. Важливим конструктивним елементом напайного різця є кут врізання пластинки. Виходячи з найменшого обсягу твердого сплаву, що знімається при переточуванні по передній і задній поверхнях, найбільш доцільно розташувати пластинку так, щоб опорна площина пластинки була рівнобіжна лінії переміщення вершини різця при переточуваннях. При цьому положенні кут врізання пластинки g2 повинний бути в межах 30 - 45° [79]. Але при такім значенні кута зменшується розмір Н в перетині 1-1, тобто зменшується міцність голівки різця, і буде різко знижуватися відстань від опорної площини до вершини різця при переточуваннях. Тому в стандартних (ГОСТ 6743—61) різцях, що випускаються централізовано інструментальними заводами, кут g2 робиться рівним 12°, що забезпечує можливість одержання досить широкого діапазону значення переднього кута різця при відносно невеликому обсязі сточування твердого сплаву при переточуванні і задовільному розмірі Н. З метою зменшення при переточуванні по передній поверхні площадки, що шліфується, і знятого обсягу твердого сплаву доцільно, коли різець проектується під конкретні умови обробки, робити кут врізання g2 = g + 5. Необхідно врахувати і те, що вершину різця звичайно розташовують на рівні верхньої площини державки чи вище її, але не більше ніж на 1—2 мм. Товщина пластинки 3 визначається в основному міцністю пластинки і кількістю переточувань, що допускається, по передній поверхні. Чим більше сили при різанні й інтенсивніше знос по передній поверхні, тим більше повинна бути товщина пластинки. За ГОСТ 2209—66 товщина твердосплавних пластинок робиться в межах 2,5—12 мм. У стандартних різцях співвідношення між товщиною пластинки С и висотою стрижня Н прийняте 3 = (0,16 — 0,20) Н. Форма і розмір пластинок для різних типів і розмірів стандартних токарних різців приводяться в ГОСТ 6743—61. Розглянемо деякі конструкції напайних твердосплавних різців. Прохідні різці. У прямого прохідного різця з кутом j = 45° т = (0,5 — 0,6)В. У відігнутого прохідного з j = 45° т = 0,2 В, a т1 = 0,5 В. Для зменшення допоміжного в плані по допоміжній задній поверхні заточується допоміжна ріжуча кромка довжиною 2-3 мм під необхідним кутом j1. У прохідного упорного різця величина т = 4 — 12 мм. Підрізні різці. У підрізного (торцевого) різця з головним кутом у плані j = 70° і допоміжним j1 = 20°, т = 4 — 16 мм, п = 7,5 — 23 мм. Розточувальні різці. Розточувальні стрижневі різці робляться круглими на деякій довжині 1 і квадратними на іншій частині державки (12´12, 16´16, 20´ 20, 25´25).
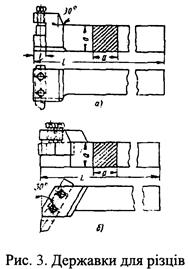
Розточувальні різці працюють при великих вильотах з різцетримачем, що не дає можливості розточувальному стрижневому різцю знімати стружку великого перетину. Тому при розточенні глибоких отворів застосовуються державочні розточувальні різці, закріплені в спеціальних оправках. За ГОСТ 6743—61 розточувальні твердосплавні державочні різці робляться прямими, квадратного перетину, невеликої довжини (25—100 мм). При розточуванні глибоких отворів на токарних верстатах різці кріпляться в державках показаних на рис.3. Відрізні різці. Стандартні твердосплавні відрізні різці мають ріжучу кромку a1 = 3, 4, 5, 6, 8 і 10 мм (ГОСТ 6743-61). Довжина голівки залежить від розміру матеріалу, що відрізається; у різців, виготовлених централізовано, l = (0,75 - 0,9) Н. 3 метою зменшення ослаблення голівки кут врізання пластинки прийнятий не більш 12°.

Небезпечним перерізом у відрізних різців є вузька частина голівки (на відстані 1); по цьому перетині вони і розраховуються на міцність. З метою підвищення міцності голівки роблять більшого розміру по висоті (стосовно висоти державки різця); посилена частина голівки має призматичну чи закруглену форму. Посилення голівки досягається також фрезеруванням скосу на державці під кутом 60°. Питання для самоперевірки
1. Які задачі конструювання інструмента? 2. Яка послідовність розрахунку різця? 3. Яка особливість конструювання відрізних різців?
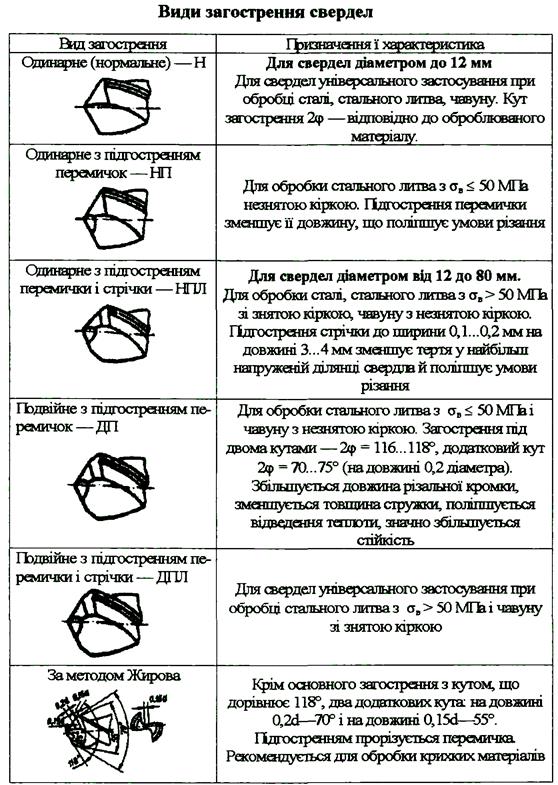
Види загострення свердл [Література (1) с.277]
Студенти повинні знати: різні види заточування свердл і їх призначення, безпеку праці при свердлінні. Студенти повинні вміти: використовувати види заточування свердл при розрахунку режимів різання.
Безпека праці
При роботі на свердлильному верстаті треба дотримуватися таких правил безпеки: q правильно встановлювати, надійно закріплювати заготовки на столі верстата і не притримувати їх руками у процесі обробки; q не залишати ключ у свердлильному патроні після зміни різального інструмента; q пуск верстата здійснювати лише при твердій впевненості у безпеці роботи; q слідкувати за роботою насоса й кількістю охолодної рідини, що надходить до місця обробки; q не братися за різальний інструмент та шпиндель, що обертаються; q не виймати рукою зламаних різальних інструментів з отвору, користуватися для цього спеціальними пристроями; q не натискати сильно на важіль подачі при свердлінні заготовок за робочий хід (особливо свердлами малого діаметра); q при заміні патрона або свердла підкладати дерев'яну підкладку на стіл верстата під шпиндель; q при видаленні свердлильного патрона, свердла або перехідної втулки зі шпинделя користуватися спеціальним ключем або клином; q постійно слідкувати за справністю різального інструмента й пристроїв для закріплення заготовок та інструментів; q не передавити й не приймати будь-яких предметів через працюючий верстат; q не працювати на верстаті в рукавицях; q не обпиратися на верстат під час його роботи. Обов'язково зупиняти верстат у випадках: q відходу від нього навіть на короткий час; q припинення роботи; q виявлення пошкоджень у верстаті, приналежностях, пристроях і різальному інструменті; q змащення верстата; q встановлення або заміни різального інструмента пристроїв, приналежностей тощо; q прибирання верстата, робочого місця та інструмента, патрона й заготовки. Питання для самоперевірки
1. Коли використовується свердло з одинарним заточуванням? 2. Що дає подвійна форма заточки свердла?
|
||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 465; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.57 (0.01 с.) |

 Гнізда в державці під пластинку роблять відкритими, напівзакритими, закритими й врізними (мал. 1, а-г).
Гнізда в державці під пластинку роблять відкритими, напівзакритими, закритими й врізними (мал. 1, а-г).
 З метою підвищення вібростійкості ленінградський новатор В. К. Лакур запропонував розточувальні різці (мал. 2), особливістю яких є те, що їх головна ріжуча кромка розташована на нейтральній осі державки. По вібростійкості ці різці дають можливість працювати на більш високих швидкостях різання, забезпечуючи кращу чистоту обробленої поверхні і підвищення продуктивності праці.
З метою підвищення вібростійкості ленінградський новатор В. К. Лакур запропонував розточувальні різці (мал. 2), особливістю яких є те, що їх головна ріжуча кромка розташована на нейтральній осі державки. По вібростійкості ці різці дають можливість працювати на більш високих швидкостях різання, забезпечуючи кращу чистоту обробленої поверхні і підвищення продуктивності праці. Кріплення твердосплавної пластинки у відрізного різця по площині, не забезпечує високої міцності через малу площу припаювання (унаслідок малої ширини a1). Для підвищення міцності кріплення пластинки з державкою запропоновано У-образне з'єднання (мал. 7), для чого підставляємо пластинки і пазу державки придається кутова форма. Площа припаювання в цьому випадку збільшується в 1,5 рази (стосовно пластинки з плоскою підставою), а бічні стінки клиноподібного паза державки служать додатковими опорами, що перешкоджають бічному зрушенню пластинки; усе це дозволяє вести обробку з більш високими режимами різання, тобто підвищувати продуктивність праці.
Кріплення твердосплавної пластинки у відрізного різця по площині, не забезпечує високої міцності через малу площу припаювання (унаслідок малої ширини a1). Для підвищення міцності кріплення пластинки з державкою запропоновано У-образне з'єднання (мал. 7), для чого підставляємо пластинки і пазу державки придається кутова форма. Площа припаювання в цьому випадку збільшується в 1,5 рази (стосовно пластинки з плоскою підставою), а бічні стінки клиноподібного паза державки служать додатковими опорами, що перешкоджають бічному зрушенню пластинки; усе це дозволяє вести обробку з більш високими режимами різання, тобто підвищувати продуктивність праці.