
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нарізування різьб фрезеруванням, шліфуваннямСодержание книги
Поиск на нашем сайте
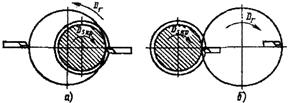
Фрезерування різьб здійснюється на спеціальних різьбофрезерних верстатах дисковими різьбовими фрезами і багатониточними фрезами. Рух різання Dr робить фреза, ріжучі зуби якої в нормальному перетині мають профіль перетину канавки різьблення. Заготівка чи фреза роблять рух кругової подачі Ds кр і поступальної подачі Ds ін (на один крок за один оборот заготівки). Фрезерування різьб застосовують звичайно як попередній метод обробки (чорновий); остаточна обробка виробляється різцем чи шліфувальним колом. Різьбофрезеруванням нарізають зовнішні і внутрішні різьби. Схема обробки зовнішньої різьби дисковою фрезою показана на мал. 19.7, а, багатониточною (гребінчатою) фрезою —на мал. 19.7,б.
В залежності від розташування і конструкції плашок існують голівки, що самовідкриваються, трьох типів, із плоскими радіальними, із плоскими тангенціальними плашками і круглими гребінками (мал. 19.10).
Накочування різьб Накочування різьби — один з найбільш продуктивних і економічних способів в умовах масового і серійного виробництва. Накочуванням, тобто пластичним деформуванням, одержують як внутрішні, так і зовнішні різьблення. Перевагою накочування є економічність, велика продуктивність, високі експлуатаційні властивості торованих різьблень.
Накочування різьби, роликами. При накочуванні різьби роликами використовують різні варіанти рухів заготівки і роликів. Накочування може вироблятися одним роликом (для різьби діаметром до 15 мм) різьби з кольорових металів і незагартованої сталі. Накочування виконується на токарних, револьверних верстатах і автоматах вільно обертовим роликом під дією радіальної сили. Накочування різьби може виконуватися також двома чи трьома роликами, осі яких рівнобіжні осі обертаючої заготівки. Діаметр різьби, що накочується, у цьому випадку не перевищує 120 мм. При накочуванні різьби двома чи трьома роликами (мал. 19.11,6) однакового чи різного діаметрів вони примусово обертаються в одному напрямку, а заготівка, подана вручну чи автоматично, захоплюється ними й обертається навколо своєї осі, одночасно переміщаючи між роликами. Щодо повздовжньої осі ролики зміщені на 1/2 кроку при накатці двома роликами і на 1/3 кроку при накатці різьби трьома роликами. Радіальний рух подачі Ds рад здійснюється одним з роликів. Радіальна подача на оберт заготівки дорівнює 0,04—0,3 мм/дв.хід в залежності від оброблюваного матеріалу і кроку різьби, що накочується. Швидкість накочування 0,2—2 м/с і також залежить від оброблюваного матеріалу (кольорові метали, сталі, жароміцні матеріали). Виробляється також накочування внутрішніх різьб одним, двома чи трьома накатними роликами з вільним і примусовим осьовим рухом подачі. Обробку великих різьб і різьб великих діаметрів накатними роликами ведуть по попередньо обробленим (механічно) витках різьби. Внутрішні різьби в заготівках з легких сплавів можна також одержати внутрішнім накочуванням. Інструмент — накатник, що нагадує за формою мітчик, але без стружечних канавок. Цим методом формоутворення різьби одержують високий ступінь точності і малу шорсткість поверхні (Rz= 0,32...0,4 мкм). Накочування різьб виконують з подачею ЗОР із високими властивостями, що змазують, (сульфофрезол і т.п.). Торовані різьби володіють високими експлуатаційними властивостями і застосовуються на силових шпильках двигуна й інших відповідальних з'єднаннях механізмів і машин.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 743; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.166.34 (0.006 с.) |

 Конструктивні елементи зубців фрез для нарізування різьби вибирають, виходячи з тих же розумінь, що і при виборі конструктивних елементів звичайних дискових і черв'ячних фрез. При фрезеруванні багатозахідних різьб фреза (так само як і різець) повинна переміститися в напрямку утворюючої на відстань, рівну kР.
Конструктивні елементи зубців фрез для нарізування різьби вибирають, виходячи з тих же розумінь, що і при виборі конструктивних елементів звичайних дискових і черв'ячних фрез. При фрезеруванні багатозахідних різьб фреза (так само як і різець) повинна переміститися в напрямку утворюючої на відстань, рівну kР.
 Багато спільного з різьбофрезеруванням має вихрове нарізування різьби. Сутність методу полягає в тім, що заготівка обертається з невеликою частотою обертання (3 — 40 хв-1). Різьбовий різець (від одного до чотирьох), встановлений у різьбовій голівці, обертаються з частотою обертання 1000—3000 хв Різьбова голівка одержує також рух подачі також і за один оберт заготівки переміщається на відстань, чисельно рівну кроку різьблення Р. Конструктивно різьбові голівки можуть бути з внутрішнім і зовнішнім розташуванням різців. Схема нарізування різьби вихровим методом показана на мал. 19.8. Цей метод забезпечує малу шорсткість.
Багато спільного з різьбофрезеруванням має вихрове нарізування різьби. Сутність методу полягає в тім, що заготівка обертається з невеликою частотою обертання (3 — 40 хв-1). Різьбовий різець (від одного до чотирьох), встановлений у різьбовій голівці, обертаються з частотою обертання 1000—3000 хв Різьбова голівка одержує також рух подачі також і за один оберт заготівки переміщається на відстань, чисельно рівну кроку різьблення Р. Конструктивно різьбові голівки можуть бути з внутрішнім і зовнішнім розташуванням різців. Схема нарізування різьби вихровим методом показана на мал. 19.8. Цей метод забезпечує малу шорсткість. Нарізання особливо точних різьб малого кроку, обробка раніше нарізаних різьб здійснюється на різьбошліфовальних верстатах. Обробка різьб на цих верстатах виробляється однонитковими чи багатонитковими шліфувальними колами (мал. 19.9). Різьбошліфуванням обробляють як внутрішні, так і зовнішні однозахідні багатозаходні різьби. Шліфування довгих і бгатозахідних різьб багатонитковим кругом характеризується великою продуктивністю, тому що різьба обробляється не одним, а декількома виступами кола. Профіль різьби на багатониточному колі заправляється на конус і тому відбувається різання чорнове, напівчистове й остаточне останніми витками кола. У масовому виробництві застосовують безцентрове шліфування різьби. Схема різання та ж, що і для безцентрового круглого шліфування, шліфувальне коло - багатонитковий.
Нарізання особливо точних різьб малого кроку, обробка раніше нарізаних різьб здійснюється на різьбошліфовальних верстатах. Обробка різьб на цих верстатах виробляється однонитковими чи багатонитковими шліфувальними колами (мал. 19.9). Різьбошліфуванням обробляють як внутрішні, так і зовнішні однозахідні багатозаходні різьби. Шліфування довгих і бгатозахідних різьб багатонитковим кругом характеризується великою продуктивністю, тому що різьба обробляється не одним, а декількома виступами кола. Профіль різьби на багатониточному колі заправляється на конус і тому відбувається різання чорнове, напівчистове й остаточне останніми витками кола. У масовому виробництві застосовують безцентрове шліфування різьби. Схема різання та ж, що і для безцентрового круглого шліфування, шліфувальне коло - багатонитковий. Нарізання різьб різьбонарізними голівками
Нарізання різьб різьбонарізними голівками Різьбонарізні голівки застосовують для нарізування зовнішніх і внутрішніх різьб на токарних, свердлильних, агрегатних, револьверних верстатах і автоматах. У корпусі різьбонарізної голівки монтують гребінки (призматичні чи круглі), що після нарізування різьблення автоматично виходять із зони різання. Таким чином, не потрібно зворотного ходу, реверсування і цикл різьбонарізання скорочується. Гребінки можна регулювати по середньому діаметрі різьблення, їх легко також замінити, що робить різьбонарізні голівки універсальним інструментом. Гребінки різьбонарізних голівок мають забірний конус під кутом j, рівним 15, 20, 30 чи 45°
Різьбонарізні голівки застосовують для нарізування зовнішніх і внутрішніх різьб на токарних, свердлильних, агрегатних, револьверних верстатах і автоматах. У корпусі різьбонарізної голівки монтують гребінки (призматичні чи круглі), що після нарізування різьблення автоматично виходять із зони різання. Таким чином, не потрібно зворотного ходу, реверсування і цикл різьбонарізання скорочується. Гребінки можна регулювати по середньому діаметрі різьблення, їх легко також замінити, що робить різьбонарізні голівки універсальним інструментом. Гребінки різьбонарізних голівок мають забірний конус під кутом j, рівним 15, 20, 30 чи 45°
 Накочування різьби виробляється плоскими накатними плашками і різьбовими роликами (мал. 19.11, а, б). Плоскими плашками різьбу накочують з тангенціальним рухом подачі інструмента на заготівку, що накочується, роликами -з радіальним рухом подачі на заготівку. Накочування різьби плашками роблять на спеціальних чи верстатах на поперечно-стругальних верстатах. Заготівка прокочується між рухомою і нерухомою плашками і за робочий хід на неї наноситься профіль необхідного різьби відповідно до профілю плашок. Нерухома плашка (мал. 19.11, а) має забірну частину (виконують роботу формоутворення різьби), калібручу частину і ділянку, що полегшує звільнення торованої деталі (скидальний). Нерухома плашка звичайно коротше рухомої. Найбільший діаметр різьби, що накочуються, 25 мм, а найменший 1 мм. Довжина різьби, що накочуються - до 80 мм.
Накочування різьби виробляється плоскими накатними плашками і різьбовими роликами (мал. 19.11, а, б). Плоскими плашками різьбу накочують з тангенціальним рухом подачі інструмента на заготівку, що накочується, роликами -з радіальним рухом подачі на заготівку. Накочування різьби плашками роблять на спеціальних чи верстатах на поперечно-стругальних верстатах. Заготівка прокочується між рухомою і нерухомою плашками і за робочий хід на неї наноситься профіль необхідного різьби відповідно до профілю плашок. Нерухома плашка (мал. 19.11, а) має забірну частину (виконують роботу формоутворення різьби), калібручу частину і ділянку, що полегшує звільнення торованої деталі (скидальний). Нерухома плашка звичайно коротше рухомої. Найбільший діаметр різьби, що накочуються, 25 мм, а найменший 1 мм. Довжина різьби, що накочуються - до 80 мм.


