
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструкції різбонарізних інструментівСодержание книги
Поиск на нашем сайте
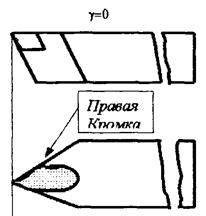
Різьбові різці Різьбові різці служать для нарізування зовнішньої та внутрішньої різьби. Вони поділяються на: · Стержневі однонигочні і гребінчаті; · Призматичні однониточні і гребінчаті · Крулі (дискові) однониточні і гребінчаті; Різьбовий різець при нарізанні правої різьби має дійсний кут a: a = a1 - w (кут w - кут підйому різьби) Кут підйому різьби при розрахунках умовно приймають на середньому діаметрі і позначають його через w; тоді
Таким чином при нарізанні правої різьби на лівій ріжучій кромці різця дійсний задній кут зменшується на величину w, а на правій кромці —- збільшується на ту ж величину. Задні кути ріжучих кромок різця можуть бути підраховані по формулах: · для лівої ріжучої кромки задній кут a = a1 - m · для правої ріжучої кромки a = a2 + m. Кут m можна знайти по формулі: tgm= tgw cos e де e - половина кута профілю різьби.
Встановлення передньої поверхні різця перпендикулярно витку різьби при чорновому нарізанні дозволяє зрівняти умови різання на обох сторонах профілю. Призматичний різьбовий різець при використанні закріплюють в спеціальний тримач найчастіше пружинну. Задній кут різця створюється завдяки його нахилу в тримачі. Призматичні різці можна використовувати тільки при невеликих кутах підйому різьби, так як у цих різців не можна давати задні кути на бічних сторонах профілю. Набагато частіше використовуються круглі різьбові різці. Виготовлення круглого різця простіше ніж виготовлення призматичного, його профіль може бути прошліфованим на різьбошліфувальному верстаті. Круглі різці для зовнішньої різьби виконують насадними. Різець встановлюють в тримачі; для збереження від прокручувань він забезпечується зубцями на одному або обох торцях. Для отримання заднього кута a (10-12°) центр різця встановлюється вище центра деталі на величину hp: hp=R×sin(a + g). В чистових різьбових різців передній кут g=0° (з метою зменшення спотворення профілю різьби). Але круглий різець не дає точного прямолінійного профілю різьби навіть при передньому куті g=0°. Для розрахунку профілю круглого різьбового різця можна використовувати спосіб розрахунку фасонних круглих різців по точкам. Багатониточні різці називають гребінками. Гребінки бувають плоскими (стержневі); призматичні і круглі з кільцевим або гвинтовим нарізанням. Ріжуча (заборна) частина гребінки зрізається під кутом j, утворюючи заборний конус, завдяки цьому навантаження розподіляється між двома або трьома зубцями гребінки, що дозволяє значно зменшити число проходів при нарізанні. Калібруюча частина (довжиною 4-6 витків) призначається для зачищування різьби. Стержневі і призматичні гребінки через важкість виготовлення не одержали широкого застосування. Розповсюджені круглі гребінки які мають кілька кільцевих або гвинтових витків. Гребінки з кільцевими витками не важкі в виготовленні, але вони можуть використовуватись лише в тих випадках, коли різьба на деталі має невеликий кут підйому w. Різьбові круглі гребінки, у яких витки розміщені по гвинтові лінії можуть використовуватись і при більших кутах w. При нарізанні внутрішньої різьби направлення різьби такої гребінки повинно співпадати з направленням різьби деталі. У гребінок призначених для нарізання внутрішньої різьби діаметр гребінки повинен бути менше діаметра нарізної різьби (інакше неможливо буде вивести гребінку із отвору), а крок різьби однаковий, тому при різанні внутрішніх різьб кут підйому різьби гребінки завжди буде ненабагато більше кута нарізаємої різьби. При нарізанні зовнішньої різьби для збереження куга підйому необхідно робити різьбу у гребінки багатозахідною. В цьому випадку діаметр гребінки повинен бути більшим діаметра різьби в п разів, тобто РСР = dср n, Dcp—середній діаметр гребінки; dcp— середній діаметр різьби деталі; п - число заходів різьби гребінки (ціле число). Призначення елементів режиму різання при роботі різьбовими різцями зводиться до визначення числа проходів, швидкості різання (число обертів заготовки) і підрахунку машинного часу. Машинний час при роботі різьбовими різцями підраховується за формулою:
де l — довжина нарізаємої різби в мм; у - величина врізання в мм; y=(2¸3)S; S — крок нарізаємої різьби в мм, п—число обертів заготовки в хвилину; і—число проходів різця, необхідне для нарізання повної глибини різьби.
Нарізання різьби мітчиками Мітчиком нарізають внутрішню різьбу. Він є гвинтом, оснащений повздовжніми прямими чи гвинтовими канавками, утворюючи ріжучі кромки. Працює він при двох одночасних рухах: обертальному (мітчика чи заготовки) і поступальному (вздовж осі мітчика). Мітчики можна розділити на такі типи: 1) ручні 2) гаєчні 3) машинні 4) плашечні 5) калібровочні 6) регулюємі 7) самовідкриваючі. Робоча частина мітчика ділиться на ріжучу і калібруючу. Ріжучою називається передня конусна частина мітчика на долю якої припадає чорнове нарізування різьби. Калібруючи частина служить для зачистки різьби. Хвостова частина мітчика являє собою стержень для закріплення мітчика в патроні. Квадрат служить для передачі обертального моменту. До елементів визначаючих конструкцію мітчика відносяться канавки для розміщення стружки ріжучі пір'я, серцевина(внутрішня частина мітчика). До геометричних елементів відносяться передній кут g задній кут a кут нахилу конуса забірної частини або кут ріжучої частини j і кут нахилу гвинтових канавок w. В залежності від оброблюваної поверхні передній кут g=5+30°.У мітчиків, призначених для обробки сталі середньої твердості g=10°; для обробітку чавуну g==5°. Задній кут на забірній частині мітчика виходить затилуванням різьби тільки по вершинах. У ручних не шліфованих мітчиків a=4¸8°,а у гаєчних мітчиків з шліфованою різьбою a=8¸12°. На калібруючій частині і бокових сторонах пера задній кут частіше дорівнює нулю і тільки у мітчиків з шліфованою різьбою його одержують затилуванням на різьбошліфувальному верстаті. Величина затилування незначна (0,2-0,3мм по ширині пера), але і це призводить до швидкого зменшення тертя і полегшенню праці.
Плашки Плашки всередині мають нарізку і при нагвинчуванні на деталь нарізають зовнішню різьбу за звичай за один прохід. Існує декілька видів плашок: різбонарізні плашки, цільні і розрізні; вони можуть бути круглі, квадратні і шестигранні; трубчасті. Робота плашки аналогічна роботі мітчика, тільки на відміну від останнього плашка нарізує зовнішню, а не внутрішню різьбу. Елементи, які забезпечують процес різання плашкою: передній кут g, gN і кут l ріжучі пір'я плашки; стружечні отвори; довжина забірної частини l і кут заборного конуса j; ширина плашки Н; число пір'їв Z; величина затилування К забірної частини і задній кут a. Круглі плашки використовуються для нарізання різьби і для калібрування (зачистки) попередньо обробленої різьби. Шестигранні або квадратні плашки зручні при монтажних роботах, так як дозволяють нарізувати різьбу за допомогою гаєчного ключа. Плашки з косо просвердленими отворами направляють стружку вперед, полегшуючи її відвід і тим самим покращуючи умови різання. Трубчасті плашки через деформацію різьби при термічній обробці не можуть дати дуже точної різьби. Питання для самоперевірки
1. Класифікація мітчиків і плашок. 2. Як використовують різьбонарізні голівки? 3. Особливості накочування різьб?
|
||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 742; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.134 (0.01 с.) |

 tg w ==S/pd
tg w ==S/pd Для трикутних різьб з кутом профілю 2e = 55 ¸ 60° і кутом підйому w=3+4° вплив кута m. не враховують і роблять різці з однаковими задніми кутами на правій і лівій сторонах. Для трапецієподібної різьби кут m стає великим і повинен враховуватись при визначенні задніх кутів різця. Передній кут у різьбового різця в залежності від оброблюваного матеріалу може бути прийнятим аналогічно куту фасонних різців.
Для трикутних різьб з кутом профілю 2e = 55 ¸ 60° і кутом підйому w=3+4° вплив кута m. не враховують і роблять різці з однаковими задніми кутами на правій і лівій сторонах. Для трапецієподібної різьби кут m стає великим і повинен враховуватись при визначенні задніх кутів різця. Передній кут у різьбового різця в залежності від оброблюваного матеріалу може бути прийнятим аналогічно куту фасонних різців. При нарізанні трапецієподібної різьби установка передньої поверхні різця паралельна осі дає можливість отримати точний профіль різьби гвинта. Кут профілю різьби (якщо передній кут g==0) виходить такий же як і кут профілю різця. Але погіршення умов різання на кромці з від'ємним переднім кутом - g1 (а при дуже великому куту підйому w різьби і послаблення кромки з кутом +g2 змушує використовувати цей спосіб лише для чистового нарізання з невеликими перерізами стружки.
При нарізанні трапецієподібної різьби установка передньої поверхні різця паралельна осі дає можливість отримати точний профіль різьби гвинта. Кут профілю різьби (якщо передній кут g==0) виходить такий же як і кут профілю різця. Але погіршення умов різання на кромці з від'ємним переднім кутом - g1 (а при дуже великому куту підйому w різьби і послаблення кромки з кутом +g2 змушує використовувати цей спосіб лише для чистового нарізання з невеликими перерізами стружки.
 Для зменшення тертя різьбову частину мітчика виготовляють з так званим оберненим конусом, тобто зовнішній та внутрішній діаметр різьби зменшується до хвостовика на 100 мм довжини; на 0,05-0,1 мм для мітчиків з шліфованим профілем, а також для мітчиків, різьби яких утворені накочуванням; на 0,08-0,12 мм для мітчиків з не шліфованим профілем.
Для зменшення тертя різьбову частину мітчика виготовляють з так званим оберненим конусом, тобто зовнішній та внутрішній діаметр різьби зменшується до хвостовика на 100 мм довжини; на 0,05-0,1 мм для мітчиків з шліфованим профілем, а також для мітчиків, різьби яких утворені накочуванням; на 0,08-0,12 мм для мітчиків з не шліфованим профілем.


