Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Загальні відомості та класифікація пасових передачСодержание книги
Поиск на нашем сайте
У найбільш вживаному вигляді (рис. 21.1) пасова передача складається з ведучого 1 і веденого 2 шківів та замкнутої форми приводного паса 3, що розміщується на шківах із деяким попереднім натягом. Вільна ділянка а паса, що набігає на ведучий шків, називається ведучою віткою паса, а вільна ділянка Ь, що набігає на ведений шків, називається веденою віткою. Під час роботи передачі пас передає енергію від ведучого шківа до веденого за рахунок сил тертя, які виникають між пасом та шківами, тобто сили тертя забезпечують зчеплення паса зі шківами. У пасових передачах попередній натяг пасів створюється за рахунок їхнього пружного розтягу при одяганні на шківи або застосуванням спеціальних натяжних пристроїв. Пасові передачі не забезпечують жорсткого зв'язку між шківами через можливість проковзування паса на шківах. Тому у кінематично точних приводних механізмах пасові передачі застосовують дуже рідко. Пасові передачі переважно використовують для передавання потужностей у діапазоні 0,2–50 кВт. Зустрічаються також передачі для потужностей 500 і навіть 1500 кВт, проте застосування їх має унікальний характер. Передаточні числа пасових передач допускаються до 5–6, рідко до 10. Найвигіднішими є пасові передачі з передаточними числами U ≤ 4. Швидкість руху пасів у передачах загального призначення не перевищує 30 м/с. Спеціальні швидкохідні паси допускають при пониженій довговічності швидкості до 50 і навіть до 100 м/с. ККД пасових передач різних типів становить близько 0,90–0,97. Для оцінки пасової передачі порівняємо її із зубчастою передачею як найрозповсюдженішою. Основні переваги пасової передачі: – можливість передавання руху між валами, що знаходяться на значній відстані; – плавність та безшумність роботи, які обумовлені еластичністю паса; – запобігання різкому перевантаженню елементів машини внаслідок пружності паса та можливості його проковзування на шківах; – простота конструкції, обслуговування та догляду в експлуатації До недоліків пасової передачі належать: – неможливість виконання малогабаритних передач (для однакових умов наванта–ження діаметри шківів майже у 5 разів більші, ніж діаметри зубчастих коліс); – несталість передаточного числа через можливе проковзування паса;
– підвищене навантаження валів та їхніх опор, що пов'язане із потребою достатньо високого попереднього натягу паса; – низька довговічність приводних пасів (у межах 1000–5000 год).
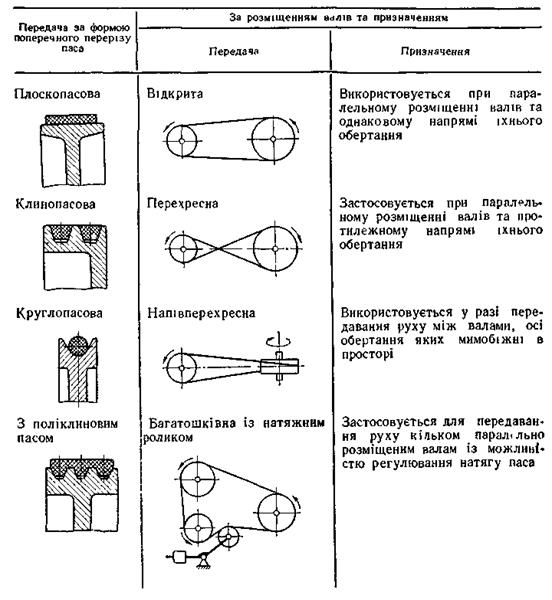
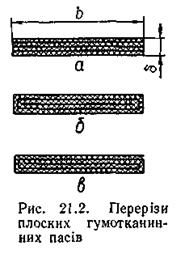
Пасові передачі можна класифікувати за формою поперечного перерізу паса, розміщенням валів у просторі та призначенням. Елементи пасових передач Приводні паси. У пасовій передачі тяговий орган – приводний пас – є найважливішим елементом, що визначає роботоздатність та довговічність передачі. До приводних пасів ставляться такі вимоги: висока тягова здатність, тобто достатнє зчеплення зі шківами; достатня міцність, стійкість проти спрацьовування та довговічність; невеликий модуль пружності матеріалу паса; низька вартість. За матеріалом та конструкцією розрізняють приводні паси кількох типів. Найрозповсюдженіші з них стандартизовані. Плоскі паси бувають гумотканинні (ГОСТ 23831–79), бавовняні суцільноткані, шкіряні (ГОСТ 18679–73) та паси із спеціальних синтетичних матеріалів. Гумотканинні паси є досить розповсюдженими. Вони виготовляються трьох типів (А, Б і В) із кількох шарів міцної тканини, прогумованої вулканізацією. Нарізні паси типу А (рис. 21.2, а) мають кілька шарів плетеної бавовняної тканини (бельтінга), між якими розміщені для підвищення гнучкості прошарки з гуми. Краї пасів типу А покривають водостійкими компонентами. У пошарове загорнутих пасах типу Б (рис. 21.2, б) прокладки з бельтінга розміщуються таким чином: центральна прокладка охоплюється окремими кільцевими прокладками із взаємно зміщеними стиками. Ці паси виготовляють із гумовими прошарками і без них.
Спіральне загорнуті паси типу В (рис. 21.2, в) виготовляють із одного куска бельтінгової тканини без прошарків між прокладками. Усі типи гумотканинних пасів виготовляють як із гумовими обкладками, так і без них. Тканина прокладок забезпечує гумотканинним пасам достатню міцність та довговічність, а гума є єднаючою речовиною паса як одного цілого і призначена захищати тканину від пошкоджень, а також забезпечувати підвищений коефіцієнт тертя між пасом та шківами. Гумотканинні паси виготовляють завширшки 20–1200мм із числом прокладок 2 – 9, завтовшки 1,25–2мм кожна. Вони випускаються промисловістю у вигляді довгих стрічок. Тільки для підвищених швидкостей та для машин масового випуску гумотканинні паси можуть виготовлятись замкнутої форми завширшки 30; 40 і 50мм, завтовшки 1,75; 2,5 і 3,3 мм і завдовжки 500–2500мм.
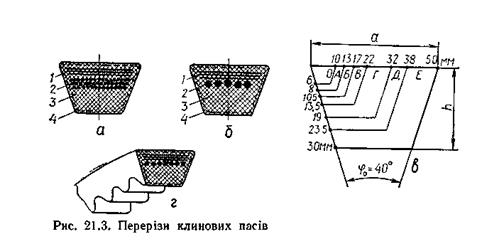
Із гумотканинних пасів переважне поширення набули паси типу А як найгнучкіші. Модуль пружності таких пасів E=200...350 МПа. Допустима найбільша швидкість для пасів типу А–30м/с, типу Б–20м/с і типу В–15м/с. Бавовняні суцільноткані паси виготовляють із бавовняної пряжі у кілька переплетених шарів певної ширини 30–250мм, завтовшки 4,5–8,5мм, їх застосовують переважно у передачах невеликої потужності при швидкостях до 25м/с. Для роботи в сирих приміщеннях або у хімічно активних середовищах, а також при температурах вище від 500 C бавовняні паси не використовують. Шкіряні паси виготовляють із окремих нарізаних смуг шкіри склеюванням їх спеціальним клеєм або зшиванням. Стандартні шкіряні паси завширшки 20–300мм і завтовшки 3–10мм призна–чені для передавання малих та середніх потужностей. Шкіряні паси мають високу тягову здатність, достатньо міцні і тому вони, особливо при роботі в умовах змінних навантажень. Вони можуть працювати при швидкостях до 45 м/с, однак через високу вартість шкіряні паси застосовують рідко. Паси із синтетичних матеріалів є найперспективнішими. Вони мають високу статичну міцність та довговічність Армовані плівкові багатошарові паси на основі синтетичних поліамідних матеріалів можуть працювати при швидкостях до 80 м/с і передавати потужність до 3000 кВт. Для підвищення тягової здатності синтетичних пасів використовують спеціальні фрикційні покриття їхніх робочих поверхонь. Клинові паси нормального перерізу для приводів загального призначення стандартизовані (ГОСТ 1284.1–89). їх виготовляють двох типів: кордтканинні та кордшнурові. Кордтканинні клинові паси (рис. 21.3, а) складаються з кількох шарів прогумованої кордтканини 2, яка є основним елементом, що передає навантаження (вона розміщена приблизно симетрично до нейтрального шару перерізу паса), гумового або гумотканинного шару розтягу 1, який розміщується над кордом, гумового або рідше гумотканинного шару стиску 3 нижче корду, кількох шарів обгорткової прогумованої тканини 4. Кордшнурові клинові паси (рис. 21.3, б) відрізняються від кордтканинних тим, що в них на місці шарів кордтканини передбачається один шар кордшнура 2 завтовшки 1,6–1,7мм, шар розтягу 1 виконаний із гуми середньої твердості, а шар стиску 3 – з більш твердої гуми.
Згідно з ГОСТ 1284.1–89 клинові паси виготовляють семи різних за розмірами перерізів, які позначаються: O(Z), А(А), Б(В), В(C), Г(D), Д(E), E(EO). У дужках вказані позначення, що застосовуються у міжнародній практиці. Клинові паси виготовляють замкнутої форми з різними стандартними довжинами. Кордшнурові паси як більш гнучкі га довговічні використовують у більш важких умовах роботи пасової передачі. Допускається максимальна швидкість для клинових пасів з перерізами O, А, Б і В – до 25м/с, а для перерізів Г, Д і E – до 30 м/с. У клинопасових передачах із шківами малих діаметрів використовують клинові паси з гофрами (рис. 21.3, г). Знаходять застосування також вузькі клинові паси з відношенням а/h ≈ 1,2 (для пасів нормального поперечного перерізу a/h ≈ 1,6) Вузькі паси передають у 1,5–2 рази більшу потужність, ніж звичайні, і допускають роботу при швидкостях 40–50 м/с. Такі паси умовно позначають: УО, УА, УБ і УВ. Вузькі клинові паси поступово витісняють паси нормальних перерізів. Перехід на вузькі клинові паси в автомобілях та сільськогосподарських машинах у зв'язку з більшою довговічністю цих пасів дозволив суттєво зменшити загальний випуск приводних пасів.
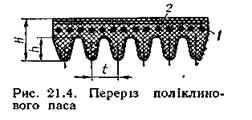
Поліклинові паси мають поздовжні клинові виступи на внутрішній стороні (рис. 21 4) і виконуються замкнутої форми. У плоскій частині паса розміщуються кордшнур 1, який сприймає навантаження, і гумовий або гумотканинний шар розтягу 2. Ці паси поєднують переваги клинових пасів (підвищене зчеплення зі шківами) та гнучкість, характерну для плоских пасів, внаслідок чого мінімальний діаметр малого шківа можна назначити меншим і збільшувати передаточне число передачі до 12–15. Згідно з ТУ 38–105763–84 застосовують поліклинові паси трьох поперечних перерізів: К, Л, M. Для перерізу К: t= 2,4 мм, H= 4,0мм, h = 2,35 мм, довжина – 400...2000мм, число ребер – 2...36. Для перерізу M: t = 9,5 мм, H = 16,7 мм, h= 10,35 мм, довжина–1250...4000 мм, число ребер – 2...20. Круглі паси виготовляють шкіряними, гумотканинними, бавовняними, капроновими. Найуживанішими є круглі паси діаметром 4–8 mm Ці паси мають низьку несучу здатність і їх застосовують для передавання невеликих потужностей, найчастіше в різних передавальних пристроях приладів.
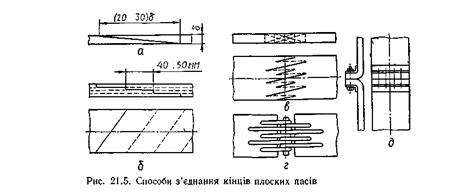
Ліпшими у роботі є паси із замкнутим контуром. Однак внаслідок особливостей технології виготовлення та дуже великого розсіювання можливих міжосьових відстаней передач плоскі паси, як указано вище, випускаються переважно у вигляді стрічки – у рулонах. При монтажі передачі кінці паса слід з'єднувати. Кінці паса з'єднують склеюванням та зшиванням або закріпляють металевими з'єднувачами (рис. 21.5). Склеювання широко застосовують для гумотканинних та шкіряних пасів. Однорідні за матеріалом паси (шкіряні) склеюють по косому зрізу (рис. 21.5, а), а шаруваті паси – по ступеневому зрізу (рис. 21.5, б). Зшивання пасів виконують жильними струнами або шкіряними пасками (рис. 21.5, в). Металеві з'єднувачі застосовують для всіх пасів, крім швидкохідних. З їхньою допомогою можна найшвидше виконати з'єднання кінців паса. На рис. 21.5, г показане з'єднання кінців паса за допомогою шарнірного з'єднувача, а на рис. 21.5, д – за допомогою болтів із закругленими планками. Усі розглянуті з'єднання, особливо останні, так чи інакше підвищують жорсткість і масу паса у зоні з'єднання, що погіршує його роботу на шківах і не допустимо для передач, які працюють при значних швидкостях пасів (більш ніж 15 м/с).
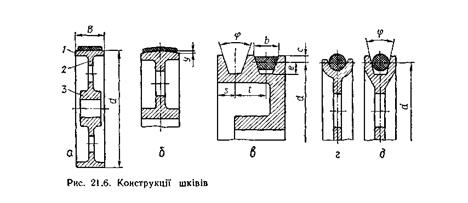
Шківи пасових передач. Шків пасової передачі (рис. 21.6, а) у більшості випадків має обід 1, який безпосередньо несе пас, маточину 3, за допомогою якої шків розміщується на валу, та диск 2(або спиці), що з'єднує обід із маточиною. Форма робочої поверхні обода шківа визначається формою поперечного перерізу паса. Для плоских пасів найбажанішою формою робочої поверхні шківа є гладка полірована поверхня Для зменшення спрацьовування паса, яке викликається пружним ковзанням, шорсткість робочої поверхні обода повинна мати Rz < 10мкм. Щоб забезпечити центрування паса, робочу поверхню одного із шківів роблять випуклою (рис. 21.6, б), описаною в осьовому перерізі шківа дугою кола. Основні розміри шківів – діаметр d, ширина В (залежно від ширини паса Ь), а також стрілка випуклості обода у, регламентовані стандартами. Можна брати: В ≈ 1,1b + (5...8) мм; у ≈B /200. Діаметри шківів вибирають із стандартного ряду. Для клинових пасів робочою поверхнею є бокові сторони клинових жолобків на ободі шківа. Розміри та кількість жолобків визначаються профілем перерізу паса та кількістю клинових пасів, що одночасно працюють на шківі (рис. 21.6, в). Профіль перерізу клинового паса при згині на шківі спотворюється і тому кут клину паса (рис. 21.6, б) у порівнянні з початковим (φ0 = 40°) змінюється. Отже, кут φ профілю жолобків шківа беруть залежно від його діаметра. Для стандартних клинових пасів розміри жолобків шківів наведені у ГОСТ 20889–88. Для круглих пасів мінімальний діаметр шківа dmin ≥ 20d0, де d0– діаметр паса. Профіль жолобків на шківі виконують напівкруглим або клиновим із кутом φ = 40° (рис. 21,6, г, д). Розміри жолобків обода шківа для поліклинових пасів вибирають згідно з ТУ 38–105763–84. Шківи пасових передач виготовляють із чавуну, сталі, легких сплавів, пластмас. Чавунні шківи найрозповсюдженіші. Використовують такі марки чавуну: СЧ 15 при швидкості паса v ≤ 15 м/с; СЧ 18 при v = 15...30м/с; СЧ 20 при v = 30...35 м/с. Заготовки шківів виготовляють литтям. Сталеві шківи у більшості випадків виготовляють збірної конструкції зварюванням відштампованих окремих деталей. Тому вони відрізняються легкістю і використовуються при високих швидкостях пасів (v ≤ 40 м/с). Інколи заготовками для шківів може служити сталеве литво або круглий прокат. Шківи із легких сплавів виготовляють переважно із алюмінієвого литва. За конструкцією вони такі самі, як і чавунні, але з більш тонкими стінками. Оскільки шківи з легких сплавів у порівнянні із чавунними та сталевими мають меншу масу, то їх раціонально використовувати в першу чергу у швидкохідних передачах. Пластмасові шківи здебільшого використовують при невеликих діамерах (до 300мм) і виготовляють із текстоліту або волокніту, їх виготовляють збірної конструкції, де маточина із сталі або чавуну У порівнянні із металевими пластмасові шківи мають малу масу, а коефіцієнт тертя між пасом та шківом більший. Ці шківи широко застосовують у швидкохідних пасових передачах.
Натяжні пристрої у пасових передачах застосовують для створення попереднього натягу, компенсації витягування паса в процесі його експлуатації, а також збільшення кутів охоплення шківів, які впливають на тягову здатність. За конструкцією та принципом роботи натяжні пристрої можна поділити на три групи: полозки та хитні плити; натяжні та відтяжні ролики; пристрої з автоматичним регулюванням натягу паса.
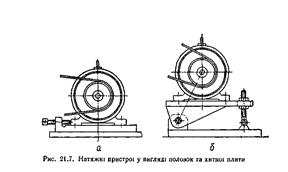
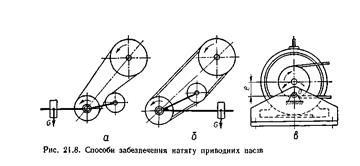
Полозки (рис. 21.7, а) та хитні плити (рис. 21.7, б) є найпростішими натяжними пристроями, що використовуються у пасових передачах із регульованою відстанню між шківами. Ці пристрої прості за конструкцією і забезпечують сталість протягом деякого періоду експлуатації попереднього натягу паса. Тому їх раціонально використовувати у передачах з постійним у часі робочим навантаженням. Натяжні ролики застосовують для пасових передач із постійною відстанню між осями шківів. Натяжний ролик – шків з гладким ободом, який притиснутий до зовнішньої поверхні веденої вітки паса близько меншого шківа і вільно обертається (рис. 21.8, а). Притискання ролика до паса може здійснюватись встановленим на важелі тягарцем або натягом відповідної пружини. У передачах з натяжним роликом збільшується кут охоплення малого шківа, поліпшується робота передачі з великим передаточним числом при малій відстані між осями валів. Однак ролик спричинює додатковий (і до того ж вобернену сторону) згин паса, що значно прискорює його руйнування. Відтяжні ролики застосовують у клинопасових передачах (рис. 21.8, б). Тут пас зазнає лише односторонній згин, що значно менше впливає на його довговічність, проте зменшуються кути обхвату пасом шківів. Натяжні та відтяжні ролики також раціонально застосовувати при постійному робочому навантаженні передачі, бо вони забезпечують постійний попередній натяг паса.
Значно ліпшими від описаних вище є натяжні пристрої з автоматичним регулюванням натягу паса.
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 494; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.110.145 (0.012 с.) |