
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство и назначение универсального горизонтально-фрезерного станкаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
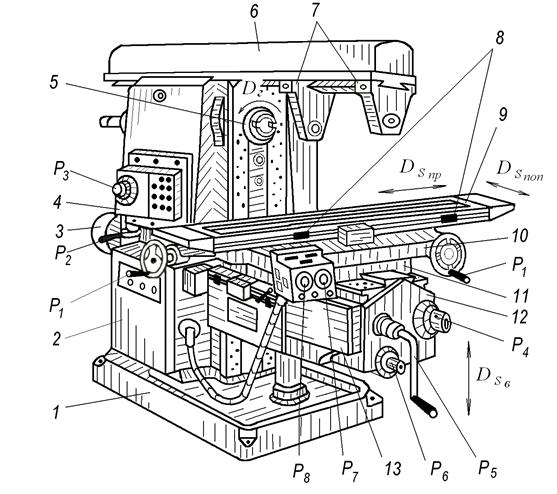
Универсальные горизонтально‑ и вертикально-фрезерный станки относят к станкам, предназначенным для эксплуатации в условиях единичного и мелкосерийного производств. Устройство и назначение этих близких по конструктивным особенностям консольных фрезерных станков рассмотрим на основе изучения универсального горизонтально-фрезерного станка модели 6Т82, общий вид которого представлен на рисунке 1.15. На фундаментной плите 1 станка закреплена станина 2. В направляющих верхней части станины располагается хобот 6 с серьгами 7. Серьги служат для поддержания оправки (на рис. 1.15 не указана), которую левым концом устанавливают в шпинделе 5 станка.
Рис. 1.15. Общий вид универсального горизонтально-фрезерного станка модели 6Т82 Оправка вместе с надетой на неё фрезой (дисковой, цилиндрической, угловой) получает вращение от горизонтально расположенного шпинделя. На данном станке также могут быть использованы торцовые и концевые фрезы, но их устанавливают, а потом закрепляют непосредственно в шпинделе 5 станка. В этом случае фреза будет вращаться вокруг горизонтальной оси и осуществлять обработку по схеме, представленной на рисунке 1.14, в. Это движение фрезы является при фрезеровании главным движением резания Dг. На задней стенке станины станка закреплен электродвигатель 3, обеспечивающий вращение шпинделя 5. Внутри станины размещена коробка скоростей 4, служащая для изменения частоты вращения шпинделя с фрезой. Коробка скоростей позволяет сообщать шпинделю, а, следовательно, фрезе до 18 различных частот вращения (от 31,5 до 1600 об/мин), изменяемых ступенчато с помощью рукояток Р2 и Р3. Пуск и остановку вращения шпинделя выполняют кнопками Р7 и Р8. Консоль станка 12 имеет возможность перемещаться по направляющим станины в вертикальном направлении (движение вертикальной подачи DSв). На консоли размещены поперечные салазки 11, поворотная часть стола 10 и стол 9. Заготовку закрепляют на столе станка, который вместе с ней получает при обработке продольное перемещение (движение продольной подачи DSпр). Длина продольного перемещения стола станка может регулироваться с помощью перестановки передвижных упоров 8. Движение поперечной подачи DSпоп заготовке сообщают с помощью салазок 11, перемещающихся по поперечным направляющим консоли. В отличие от обычного горизонтально-фрезерного станка данный станок обеспечивает возможность поворота верхнего стола станка 10 вокруг вертикальной оси поперечных салазок 11 вправо или влево на угол до 450. Величину угла поворота определяют по градусным делениям, нанесённым на поворотной части поперечных салазок станка. Продольное, поперечное и вертикальное движения заготовки можно осуществлять как вручную, так и автоматически. Ручное перемещение совершают соответственно с помощью рукояток Р1 (две рукоятки), Р4 и Р5. Для создания автоматического движения подачи и регулирования её величины на станке предусмотрены коробка подач 13 и автономный электродвигатель (на рисунке не показан). Коробка подач связывает электродвигатель движений подач с консолью 12, поперечными салазками 11 и столом 9. С помощью этой коробки обеспечивают возможность получения 22 различных значений подачи, ступенчато регулируемых рукояткой Р6 в пределах от 12,5 до 1250 мм/мин. Фрезерные приспособления В процессе фрезерования заготовка должна быть надёжно закреплена на столе станка в положении, обеспечивающем выполнение требуемых размеров, формы изготавливаемой поверхности и расположения её относительно других поверхностей детали. Закрепление должно быть достаточно прочным и жёстким, чтобы противостоять силам резания, возникающим при обработке. Чаще всего с этой целью применяют прихваты (прижимные планки), машинные тиски, упоры и универсальную делительную головку.
Для закрепления заготовок широко применяют также машинные тиски, у которых одна из губок неподвижна. В зависимости от того, как должна быть установлена заготовка по отношению к фрезе, используют простые (рис. 1.17, а), универсальные (рис. 1.17, б) и поворотные (рис. 1.17, в) машинные тиски.
Рис. 1.17. Типы машинных тисков: а) — простые, б) — универсальные, в) — поворотные Поворотные тиски обеспечивают возможность поворота заготовки без её раскрепления вокруг вертикальной оси, а универсальные – вокруг вертикальной и горизонтальной осей. Углы поворота устанавливают по цифрам, указанным на круговых шкалах основания тисков. Тиски закрепляют на столе станка при помощи болтов, головки которых вводят в Т-образные пазы стола. Универсальная делительная головка. Одним из сложных видов работ, выполняемых на фрезерных станках, является последовательное фрезерование на заготовке нескольких поверхностей, расположенных под заданными углами друг к другу. Примером детали с такими поверхностями, выполненными в виде канавок, является зубчатое колесо, схема фрезерования одной из канавок которого представлена на рисунке 1.14, у.
Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять её поворот на требуемый угол, обеспечивать непрерывное вращение заготовки с различной частотой при фрезеровании винтовых канавок. Универсальные делительные головки используют при выполнении таких видов работ, как нарезание зубьев зубчатых колёс, фрезерование стружечных канавок у свёрл, развёрток, зенкеров, метчиков, фрез; фрезерование боковых граней болтов, гаек и т. п. Устройство УДГ. Универсальная делительная головка состоит из неподвижного корпуса 1, на основании которого сделаны два паза 11, предназначенные для закрепления УДГ на столе станка. В корпусе 1 установлена поворотная часть 2, внутри которой находится шпиндель 3. Поворотная часть УДГ позволяет установить шпиндель 3 относительно горизонтальной плоскости под углом до 900 вверх и до 100 вниз. Отсчёт угла наклона положения шпинделя производят по шкале 4. На наружной поверхности переднего конца шпинделя имеется резьба, служащая для закрепления трёхкулачкового самоцентрирующего патрона. Внутренняя поверхность переднего конца шпинделя имеет конусное отверстие, в которое можно устанавливать приспособления типов «центр», «переходная втулка» и «цанговый патрон». Поворот шпинделя вокруг его оси осуществляют вращением рукоятки 6 со стержнем 5, который предназначен для фиксации положения рукоятки относительно делительного диска 8. На этом диске выполнены делительные круги, представленные в виде отверстий одинакового диаметра, расположенных на равных расстояниях друг от друга (по 11 кругов с каждой стороны диска). Отверстия предназначены для размещения в них конца стержня фиксатора. Количество отверстий на делительных кругах, расположенных с одной стороны используемого в данной лабораторной работе делительного диска, равно 16, 17, 19, 21, 23, 29, 30, 31 и с другой стороны — 33, 37, 39, 41, 43, 47, 49, 54. Вращение от рукоятки 6 через систему механических передач с передаточным отношением 1/40 поступает на вал шпинделя 3. Величину, обратную передаточному отношению N, называют характеристикой делительной головки (N = 40). Таким образом, число N соответствует числу оборотов рукоятки, необходимому для осуществления поворота шпинделя УДГ на 3600. Поворот шпинделя вместе с заготовкой на равные или неравные углы, выполняемый с помощью УДГ, называют «делением». Определение угла поворота производят по лимбу 11 или с помощью делительного диска 8. В связи с этим рассматривают три метода деления с помощью УДГ: непосредственное, простое и дифференциальное. Непосредственное деление осуществляют поворотом шпинделя УДГ с закреплённой на нём заготовкой рукояткой 6. При этом отсчёт угла поворота на УДГ, представленной на рисунке 1.18, ведут по лимбу 10. Этот способ «деления», реализуемый на УДГ данного типа, не обеспечивает высокую точность угла поворота. Его применяют при повороте заготовок на углы типовых значений: 10, 20, 30, 40, 60, 90, 120, 180 градусов. Современные УДГ с оптическими системами отсчёта угла поворота позволяют методом непосредственного деления осуществить поворот шпинделя с точностью до угловых секунд. Простое деление реализуют в тех случаях, когда требуется обеспечить высокую точность углового расположения обрабатываемых поверхностей заготовки друг относительно друга. Заготовку при использовании данного метода поворачивают на заданный угол α (заданную часть окружности) вращением рукоятки 6. Требуемая точность углового расположения обработанных поверхностей достигается применением в процессе «деления» делительного диска 8 и проведением до обработки некоторых расчётов с последующей несложной наладкой УДГ. Основная задача при расчётах состоит в определении числа оборотов nр рукоятки 6 которое следует сделать для поворота заготовки на заданный угол α. Это число определяют по формуле nр = N/z, (1.6) где z — часть полного оборота заготовки, соответствующая повороту её на заданный угол α: z = 360/α. При фрезеровании многогранника значение z соответствует числу его граней. Из полученного по формуле (1.6) числа выделяют целую А и дробную а / b части: nр = N/z = А + a/b. (1.7) Таким образом, для поворота заготовки на 1 /z часть рукояткой 6 нужно сделать А полных оборота и часть оборота, соответствующую значению простой дроби a / b. Поворот заготовки на часть оборота осуществляют с использованием делительного диска. Для этого на диске находят тот круг с отверстиями, число которых m кратно знаменателю b дроби a/b, определяют множитель k = m / b и умножают на этот множитель числитель и знаменатель, получая дробь ak / bk. Число в знаменателе bk, определённое таким образом, соответствует числу отверстий на выбранном круге делительного диска, а числитель ak указывает, на какое число промежутков между отверстиями этого круга следует повернуть рукоятку УДГ для поворота заготовки на часть оборота, равную a / b (заданный угол α). После этого расчёта осуществляют наладку УДГ. Суть её состоит в том, что рукоятку 6 устанавливают фиксатором на делительном круге с числом отверстий, равным m, а стержень — фиксатор вводят в одно из отверстий диска. В процессе «деления» рукоятку делительной головки поворачивают на А полных оборота и дополнительно на часть оборота, равную произведению ak, которое определяется по числу промежутков между отверстиями делительного круга. Количество этих промежутков ak устанавливают с помощью раздвижного сектора 9. Дифференциальное деление. Дифференциальное деление применяют при необходимости поворота заготовки на заданный угол в том случае, когда метод непосредственного деления не обеспечивает заданную точность углового расположения обработанных поверхностей, а возможность такого поворота простым методом не предусмотрена. Методика выполнения деления этим методом в данной работе не рассматривается.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 1344; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.250.115 (0.013 с.) |

 Простейшим видом крепёжных приспособлений являются прихваты, которые при помощи болтов прижимают заготовку либо к поверхности стола, либо к особым планкам, которые подкладывают под заготовку (рис. 1.16). Квадратные головки болтов при этом вводят в Т-образные пазы стола станка.
Простейшим видом крепёжных приспособлений являются прихваты, которые при помощи болтов прижимают заготовку либо к поверхности стола, либо к особым планкам, которые подкладывают под заготовку (рис. 1.16). Квадратные головки болтов при этом вводят в Т-образные пазы стола станка.
 Фрезерование очередной канавки или поверхности другой формы после изготовления предыдущей без раскрепления и снятия заготовки со станка требует поворота её на заданный между поверхностями угол ψ. С этой целью используют приспособление, называемое универсальной делительной головкой (рис. 1.18). Универсальные делительные головки (УДГ) значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки.
Фрезерование очередной канавки или поверхности другой формы после изготовления предыдущей без раскрепления и снятия заготовки со станка требует поворота её на заданный между поверхностями угол ψ. С этой целью используют приспособление, называемое универсальной делительной головкой (рис. 1.18). Универсальные делительные головки (УДГ) значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки.


