Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кинематическая схема бесцентрово-шлифовального станка.Содержание книги
Похожие статьи вашей тематики
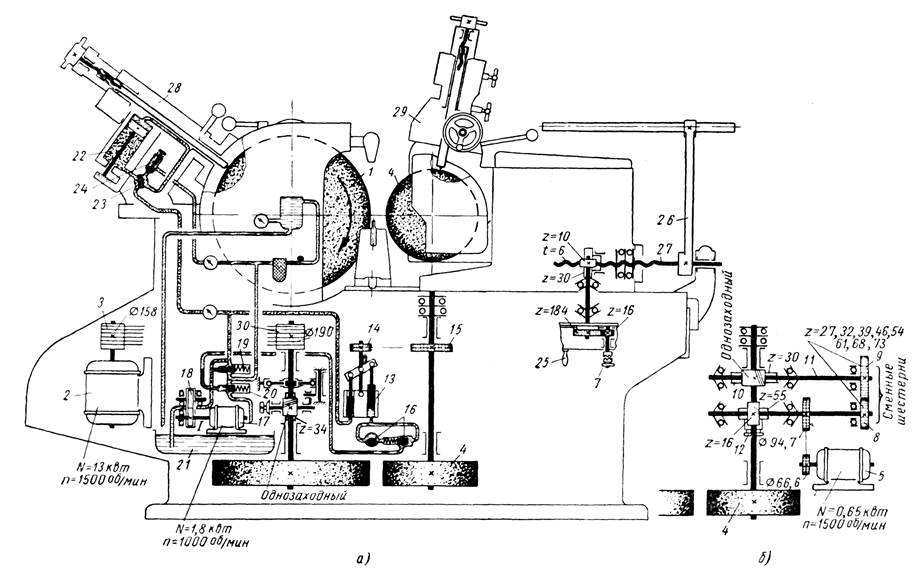
Поиск на нашем сайте На рисунке 8 приведена кинематическая схема бесцентрово-шлифовального станка модели 3180. Станок предназначен для наружного бесцентрового шлифования гладких и ступенчатых деталей с цилиндрическими, коническими и фасонными поверхностями. На станке можно шлифовать гладкие и ступенчатые валы различных диаметров и длин, втулки, пальцы, трубы, гильзы, поршни, ролики и ряд других подобных деталей. Привод шлифующего круга 1 (главное движение) осуществляется от отдельного электродвигателя 2 через клиноременную передачу со шкивами 3 и 30. Число оборотов шлифующего круга постоянно и составляет 1200 в минуту. Диаметр круга: наибольший 500 и наименьший 390 мм. Круг вращается по часовой стрелке, если смотреть со стороны рабочего. Вращение ведущего круга 4 на станках модели 3180 выполняется в двух вариантах – механическим и гидравлическим приводом ведущего круга. В станках с механическим приводом (рисунок 8) ведущий круг 4 получает вращение от отдельного электродвигателя 5 по средствам цепной передачи 6 и 7 через сменные шестерни 8 и 9 и червячную передачу 10-11. Набор сменных зубчатых колес позволяет сообщать ведущему кругу восемь различных чисел оборотов от 13 до 94 в минуту. При правке ведущего круга включается передача через винтовые зубчатые колеса с z = 16 и z = 55, минуя сменные шестерни и сообщая ведущему кругу 300 об/мин.
Рисунок 8 Кинематическая схема бесцентрово-шлифовального станка модели 3180
Передача тем или иным путем регулируется с помощью муфты переключения 12. В станках с гидравлическим приводом ведущего круга (рисунок 8, а) вращение от гидромотора 13 через звездочку 14 и бесшумную цепь передается на звездочку 15, сидящую на шпинделе ведущего круга 4. Бесступенчатое регулирование чисел оборотов гидромотора производится через дроссель 16, обеспечивая получение любого числа оборотов ведущего круга в пределах 25-225 об/мин. Отдельный электродвигатель 17 гидравлической системы (N = 1,8 квт; n = 1000 об/мин) вращает шестеренчатый насос 18, который снабжен клапанами высокого 19 и низкого 20 давления. Насос подает масло из бака 21 в цилиндр 22 устройства для правки шлифовального круга, а также осуществляет принудительную смазку подшипников шлифовального круга. Устройство для правки круга состоит из гидравлического цилиндра 22, реверсивного крана 23 для изменения направления перемещения и регулятора давления 24. Ведущий круг правится вручную. Установочное движение головки (бабки) ведущего круга при шлифовании с продольной сквозной подачей и движение ее поперечной подачи при врезном шлифовании осуществляется через маховичок 25. Этот маховичок имеет лимб с делением для отсчета подачи и через червячную пару передает вращение гайке ходового винта, перемещает головку ведущего круга. Подвод головки можно производить и рычагом 26, поворачивающим ходовой винт 27, предварительно освободив его от крепления в кронштейне и застопорив гайку (червячное колесо) специальным винтом, управление которым выведено на переднюю стенку корпуса головки ведущего круга. Правка рабочего шлифующего круга производится гидрофицированным устройством 28, а правка ведущего круга осуществляется вручную устройством 29. Внутришлифовальные станки. Внутришлифовальные станки в основном предназначены для шлифования внутренних цилиндрических и конических отверстий, а также и других поверхностей вращения. Известно, что наибольшая точность при обработке отверстия достигается развертыванием или шлифованием.
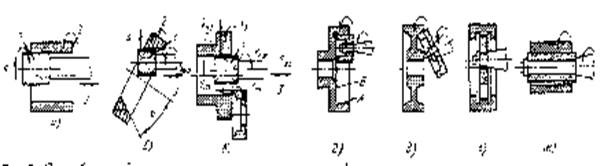
Рисунок 9 Способы обработки на внутришлифовальных станках. а – цилиндрических отверстий; б – конических отверстий; в – отверстия и торца за один установ заготовки; г-ж – врезанием. В таблице 3 даны характеристики наиболее распостраненные внутришлифовальных станков. Таблица 3 Наиболее распространенные типы внутришлифовальных станков
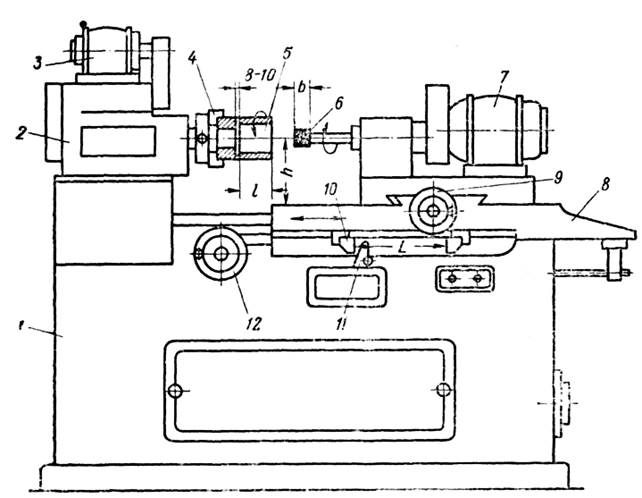
Существенным преимуществом шлифования отверстий перед развертыванием является возможность обработки отверстий в закаленных деталях. Так как в процессе работы шлифовальный круг вводится в отверстие, его диаметр должен быть меньше диаметра шлифуемого отверстия. Длина шпинделя шлифовального круга должна быть достаточной, чтобы осуществлять шлифование отверстия по всей его длине. Станки для внутреннего шлифования подразделяются на станки с вращающимся изделием и на станки с планетарным движением шпинделя (планетарное шлифование). Станки с планетарным движением используются для обработки отверстий в крупных деталях, вращение которых обычно затруднено. На рисунке 10 дана схема общего вида внутришлифовального станка с гидроприводом. Передняя бабка 2 устанавливается неподвижно на станине 1. Шпиндель передней бабки получает вращательное движение от отдельного электродвигателя 3 и имеет обычно четыре-шесть скоростей вращения. Деталь 5 закрепляется на шпинделе с помощью зажимного приспособления 4 (патрона). Шлифовальный круг 6, закрепленный на шлифовальном шпинделе, получает вращение от электродвигателя 7. Шлифовальный шпиндель и привод от электродвигателя (шлифовальная бабка) установлены на подвижном столе 8, который может совершать возвратно-поступательное движение в осе
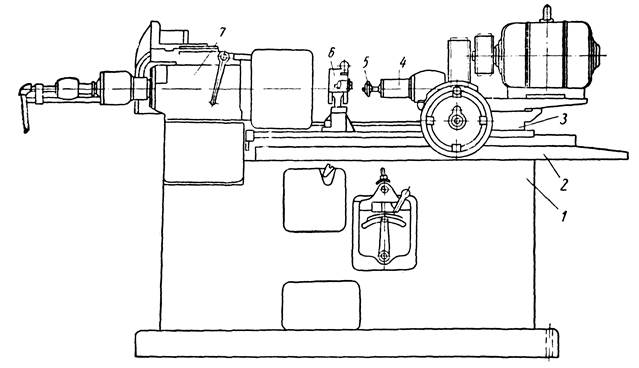
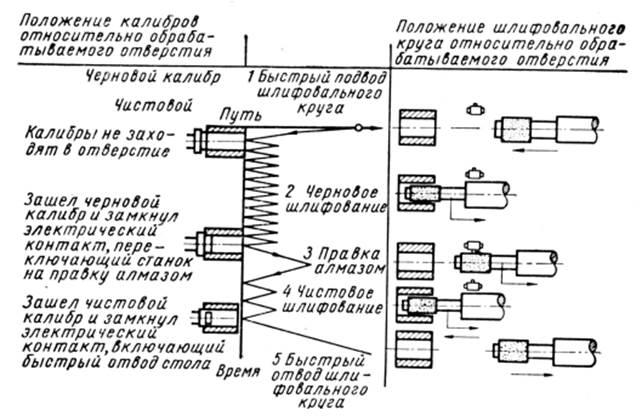
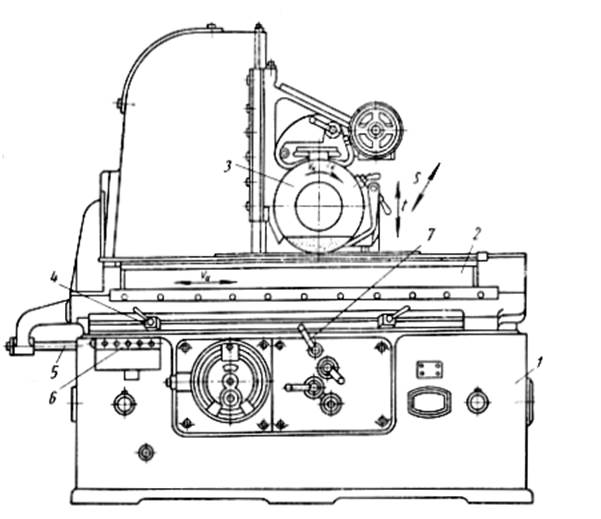
Рисунок 10 Общий вид внутришлифовального станка вом направлении. Кроме того, шлифовальная бабка имеет также и радиальное перемещение для осуществления поперечной подачи – глубины шлифования за каждый двойной ход стола. Поперечное радиальное перемещение шлифовальной бабки осуществляется в ручную от маховика 9 или автоматически от специального рычажного привода. Возвратно-поступательное перемещение стола 8 происходит от гидропривода или вручную посредством маховика 12. Длина хода стола регулируется передвижными кулачками 10. Изменение направления движения стола производится рычагом 11, который при повороте переключает дроссель гидросистемы. На заводах находят применение внутришлифовальные станки полуавтоматы. На рисунке 11 приведен общий вид внутришлифовального станка модели 325В, весь цикл работы которого совершается автоматически. Основные части станка: станина 1, стол 2, на котором установлена шлифовальная бабка 3 со шпинделем 4 и шлифовальным кругом 5. На станине неподвижно установлена передняя бабка 7,шпиндель которой сообщает вращательное движение шлифуемой детали. Имеется специальное приспособление 6 для правки шлифовального круга. Автоматический цикл работы на данном станке схематически показан на рисунке 12. После установки и закрепления шлифуемой детали шлифовальный круг быстро подводится к ней, автоматически включается поперечная и про
Рисунок 11 Внутришлифовальный станок 325В дольная подача и производится предварительное черновое шлифование. Это продолжается до тех пор, пока черновой калибр под действием пружины не войдет в шлифуемое отверстие. Тогда шлифовальный круг автоматически отводится от детали и происходит переключение станка на правку кругом.
Рисунок 12 Схема автоматического цикла работы внутришлифовального станка модели 325В После окончания этой операции шлифовальный круг снова автоматически подводится к шлифуемой детали и начинает чистовое шлифование с меньшими поперечными подачами. Чистовое шлифование длится до тех пор, пока чистовой калибр не войдет в отверстие. При этом автоматически происходит быстрый отвод шлифовальной бабки в исходное положение и остановка станка. На данном станке в процессе чернового и чистового шлифования диаметр отверстия автоматически контролируется калибрами. От входа калибра в отверстие замыкается контакт и включается электрическая цепь, переключающая механизмы движения станка.
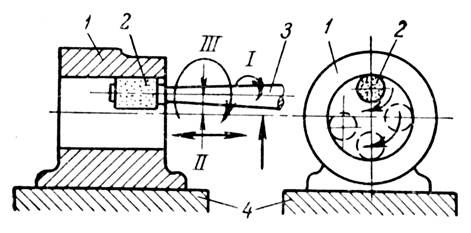
Рисунок 13 Схема работы внутришлифовального станка с планетарным движением шпинделя Принцип работы внутришлифовальных станков с планетарным движением шпинделя представлен на рисунке 13. Шлифуемая деталь 1 неподвижно закрепляется на столе 4. Шлифуемый круг 2, закрепленный на шпинделе 3, получает быстрое вращательное движение вокруг своей оси и относительно медленное вращательное движение вокруг оси шлифуемого отверстия. Помимо указанных движений, шлифовальный круг имеет возвратно-поступательное перемещение вдоль оси обрабатываемого отверстия и поперечное перемещение на глубину шлифования. Плоскошлифовальные станки. Плоскошлифовальные станки, предназначенные для шлифования плоскостей, изготавливаются с прямоугольным столом при возвратно-поступательном движении изделий и с круглым столом при круговом движении изделий. По принципу работы плоскошлифовальные станки подразделяются на станки, работающие периферией круга (периферийное шлифование), и станки, работающие торцом круга (торцевое шлифование). На рисунке 14 показан общий вид плоскошлифовального станка с прямоугольным столом и с горизонтальным расположением шпинделя. Станок применяется для шлифования плоскостей периферией круга. Станок гидрофицирован и имеет специальное устройство для правки шлифовального круга. В верхней части станины 1 устанавливается прямоугольный стол 2, получающий возвратно-поступательное движение от гидропривода через шток 5, соединенный со столом. Величина хода стола регулируется переставными упорами 4, установленными на передней боковой части стола, которые переключают рычаг 7 механизма реверсирования хода стола.
Рисунок 14 Общий вид плоскошлифовального станка с прямоугольным столом. Бабка шлифовального круга 3 имеет вертикальное и горизонтальное перемещение. Управление станком производится соответствующими маховиками и кнопочной станцией 6.
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 826; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.214.244 (0.011 с.) |