Схема сварки покрытым электродом
ПРОЦЕССЫ СВАРКИ И РЕЗКИ
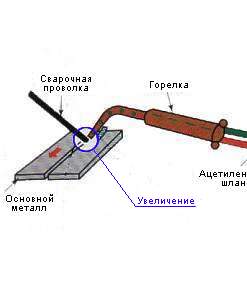
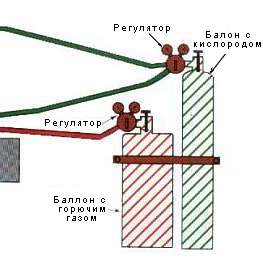
Газовая сварка
Для создания высокотемпературного пламени в процессе газовой сварки используются кислород и ацетилен. Пламя имеет достаточно большую температуру, позволяющую расплавить большинство металлов.
Сварка этого вида осуществляется вручную. Сварщик должен сам контролировать перемещение горелки и подачу сварочной проволоки. Ацетилен и кислород подаются из отдельных баллонов, на которых имеются регуляторы. Процесс регулирования подачи газа контролируется манометром. Через гибкие шланги газ подается к горелке. Горелка оснащена двумя вентилями; один контролирует количество кислорода, другой – количество ацетилена. Газы смешиваются в насадке горелки и, выходя через отверстие сопла, сгорают.
Вместо ацетилена могут быть использованы другие горючие газы, например, пропан, природный газ.
Схема газовой сварки
Сварка покрытым электродом
Ручная дуговая сварка – процесс, использующий для плавления электрическую дугу между электродом и основным металлом (сварочной заготовкой). В ходе выполнения соединения плавится как металл, так и электрод.
В данном сварочном процессе может использоваться постоянный или переменный ток. Электрический ток подается по двум кабелям, к одному из которых подключен держатель электрода, а к другому деталь, приготовленная под сварку.
Тепло, выделяемое при сварке, может изменяться путем задания величины тока, длины дуги и полярности.
Электрод представляет собой металлический стержень, покрытый флюсом. Электрод фиксируется в специальном держателе, с помощью которого сварщик контролирует его перемещение. Электродное покрытие при сгорании образует газ, который окружает зону горения дуги, и закрывают завершенный сварочный шов слоем шлака, защищающего металл от окисления до его остывания.
Схема сварки покрытым электродом
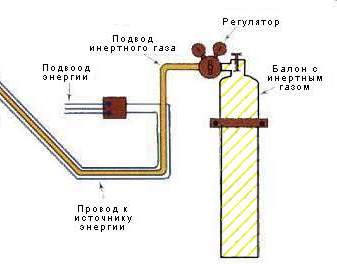
Сварка неплавящимся электродом в среде защитного газа
Сварка неплавящимся электродом использует тепло, образующееся при горении электрической дуги между электродом и основным металлом. Присадочный материал, если требуется, подается отдельно в виде проволоки, которая также плавится от горения дуги. Сварка неплавящимся электродом используется для соединения изделий из нержавеющей стали, алюминия, титана и многих других металлов и сплавов, не содержащих железо.
Сварщик вручную контролирует движение горелки (держатель с неплавящимся электродом) и проволоки. Горелки небольших размеров охлаждаются воздухом, большие оборудованы системой водяного охлаждения.
Защитный газ, образующий вокруг дуги облако, защищает металл от воздуха и других пагубно влияющих материалов. Газ подается через сопло держателя, окружающего электрод.
Нагрев изделия при сварке может контролироваться путем изменения величины электрического тока и длины дуги. Величина электрического тока выбирается в зависимости от диаметра электрода, толщины и вида свариваемого металла.

| 
|
Схема сварки неплавящимся электродом в среде защитного газа
Сварка плавящимся электродом в среде защитного газа
В этом виде сварки дуга, являющаяся источником тепла, горит между основным металлом и электродом. Зона горения дуги защищается с помощью газа. Это очень распространенный способ сварки.
В качестве защитного газа используется углекислый газ, аргон или гелий. Электрод (сварочная проволока) подается с помощью специального устройства – механизма подачи. На горелке имеется выключатель, нажатие на который включает и выключает подачу проволоки и течение газа.
В этом процессе используется источник постоянного тока, поддерживающий величину сварочного тока неизменной. Выбранное значение сварочного тока устанавливается на сварочном аппарате.
Перед началом сварки сварщик должен выбрать размер электрода, установить напряжение, интенсивность газового потока, интенсивность подачи электродной проволоки.
Схема сварки плавящимся электродом в среде защитного газа.
Контактная точечная сварка
Контактная точечная сварка основана на прохождении электрического тока через свариваемый металл. Сопротивление току разогревает металл до температуры сварки. Соединение производится между двумя или более деталями, расположенными внахлест.
Это процесс хорошо автоматизируется. Точечная сварка используется для соединения деталей автомобильных кузовов, кабин и других сборок листовых изделий.
На схеме представлена машина для точечной сварки. Сварка производится двумя электродами, сдавливающими свариваемые детали между собой.
Электроды изготовлены из специального медного сплава, который может передавать высокие токи и способен выдерживать большие нагрузки при сдавливании деталей. Электроды для сварки тонких металлов могут иметь воздушное охлаждение, а для сварки толстых металлов – водяное охлаждение.
В этом процессе контролируются сила тока, давление электрода, продолжительность действия электрического тока.

Рельефная сварка
Рельефная сварка похожа на контактную точечную сварку. В этом процессе также используют сопротивление сварочному току для создания необходимой для сварки температуры.
Перед сваркой на одной из свариваемых деталей подготавливают выпуклости или проекции заданного размера и формы. Детали крепятся к электродам, электроды сближаются и детали касаются друг друга только выпуклостями. Электрический ток концентрируется на точках контакта. Эти точки сплавляются вместе.
Время действия и величина тока, давление, прикладываемое к деталям, – основные составляющие сварочного процесса.

Схема проекционной сварки.
Контактная шовная сварка
Контактная шовная сварка – одна из разновидностей точечной сварки. Она применяется при производстве сварных емкостей и герметичных изделий, не пропускающих воздух или пар.
Электроды выполнены в форме роликов. Изделия, предназначенные для соединения, протягиваются между ними. Таймер контролирует циклы действия электрического тока, которые очень быстро повторяются. Быстрое повторение создает серию накладывающихся друг на друга точек, которые образуют непрерывный сварочный шов.
Машины для этого сварочного процесса в основном автоматические.

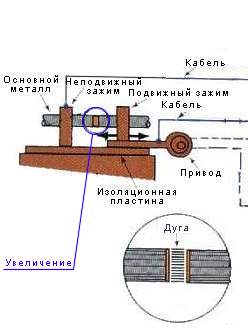
Стыковая сварка
В стыковой сварке для разогрева основного металла используют электрическую дугу. Она комбинирует в себе контактную сварку, дуговую сварку и сварку давлением. Стыковой сваркой изготавливают крепкое, чистое сварочное соединение.
Для осуществления стыковой сварки заготовки соединяются под небольшим давлением. Через основной металл пропускают большой ток низкого напряжения. Когда ток установится, заготовки очень медленно разводятся. Это вызывает появление между ними электрической дуги. Дуга разогревает поверхности обеих деталей, и после достаточного разогрева они сжимаются под очень высоким давлением.
Схема стыковой сварки.
Сварка под флюсом
В сварке под флюсом источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Некоторая часть флюса плавится и образует защитный шлак над сварочной ванной. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.
Это в основном автоматический или полуавтоматический процесс. Для этого процесса следует правильно выбрать напряжение, скорость подачи электрода и скорость сварки – т.е. скорость перемещения сварочной дуги вдоль шва. Значение этих параметров должно обеспечивать горение дуги под слоем флюса и правильное формирование сварного шва.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения металлов большой толщины. Соединение выполняется вертикально вверх.
Перед сваркой между соединяемыми деталями насыпается флюс. Применяемый в этом процессе флюс способен проводить ток.
Для начала сварки между одним или более электродами и основным металлом под слоем флюса возбуждается дуга. В зону сварки электрод постоянно подается специальным механизмом, который также обеспечивает колебания электрода вперед–назад при сварке изделий большой толщины. Кроме того, механизм поднимается вверх по мере выполнения соединения. При горении дуги флюс плавится и горение дуги прекращается, но электрический ток продолжает проходить от электрода к основному металлу через расплавленный флюс. Расплавленный флюс плавит основной металл и постоянно подающийся электрод, являющийся присадочным материалом. Кроме того, флюс защищает металл от воздействия воздуха. Для того, чтобы жидкий металл и флюс не вытекали за пределы требуемой зоны сварки, используются специальные накладки с каждой стороны соединения. Накладки выполнены из меди с водяным охлаждением, которое не дает им расплавиться. Обычно накладки подвижны и поднимаются вслед за электродом.

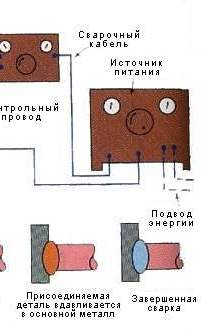
Точечнодуговая сварка
Это полуавтоматический процесс. Он используется для быстрого прикрепления каких-либо устройств к металлическим листам или балкам без сверления или прошивки. Таким образом могут присоединяться болты, винты, заклепки, шипы и т.д.
В начале процесса сварщик вставляет клепку в специальный пистолет, устанавливает его на нужном участке основного металла и нажатием кнопки на пистолете начинает цикл сварки. Этапы цикла показаны на рисунке.
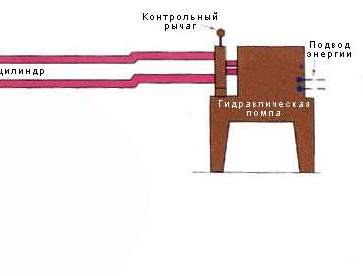
Холодная сварка
Для этого процесса не требуется никаких внешних источников тепла; для соединения используется высокое давление. При этом соединяемые детали на поверхности соприкосновения в районе сдавливания разогреваются до такой степени, что сплавляются вместе. Данный способ в основном используется для соединения мягких металлов – алюминия с алюминием, меди с медью и алюминия с медью. Поверхности соединяемых металлов должны быть хорошо очищены. Для создания необходимого давления используется гидравлический пресс.
Данным способом могут быть получены стыковые и нахлесточные соединения.
Схема сварки давлением.
Сварка взрывом
Сварка взрывом использует для соединения металлов энергию ударной волны, которая создает давление между двумя деталями, в результате чего происходит их сцепление. Этот способ часто используется для соединения больших металлических листов, например, для приварки тонких листов нержавеющей стали к малоуглеродистой стали или алюминия к молибдену.
Ударную волну получают от детонации взрывчатого вещества. Операция требует очень тщательной подготовки и проводится в защитной камере или, не так часто, под водой. Соединение образуется практически мгновенно.
Схема сварки взрывом.
Кузнечная сварка
В кузнечной сварке две соединяемые детали разогреваются в горне до температур повышенной пластичности. Для соединения их вместе используется ковка (удары молота). Этот процесс применяется для соединения мало- и среднеуглеродистых сталей и может быть реализован при отсутствии электричества и горючего газа.
Горн представляет собой чугунную чашу, на дно которой нагнетается воздух. Открытая часть дна чаши называется фурма. Для создания необходимого тепла в качестве топлива используется уголь. Горение контролируется интенсивностью воздушного потока через фурму.
Детали помещаются в уголь для нагрева и при достижении необходимой для сварки температуры (металл должен стать ярко красным) извлекаются. Раскаленные детали помещаются на наковальню и ударами молота соединяются вместе.
Схема кузнечной сварки.
Сварка трением
Сварка трением для соединения металлических деталей использует теплоту, образующуюся при трении. Этот процесс применятся главным образом для стыковых соединений круглых стержней или цилиндров довольно большого диаметра.
Какие-либо внешние источники тепла не используются. Одна из свариваемых деталей вращается. Детали сдвигаются торцами под легким давлением. В результате трения образуется необходимое для сварки тепло. Когда поверхности торцев станут довольно пластичными, они сжимаются под большим давлением. Получается довольно чистое сварное соединение.
Схема сварки трением.
Ультразвуковая сварка
В ультразвуковой сварке высокочастотные вибрации переводят в возбужденное состояние молекулы на поверхности металла. Диффузия молекул приводит к сплавлению. Этот процесс часто используется для соединения очень легких материалов и небольших деталей, например, для соединения проводов.
Между рычагом и наковальней размещаются свариваемые материалы. Рычаг начинает вибрировать с очень большой частотой (на частоте ультразвука), что заставляет вибрировать и заготовки на соответствующей частоте. Во время вибрации молекулы двух поверхностей перемешиваются, образуя неразъемное соединение.
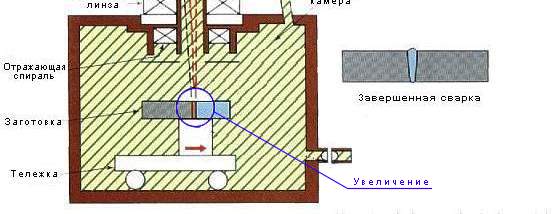
Лазерная сварка
Для лазерной сварки используется одночастотный световой луч. Этот луч переносит энергию в металл, что разогревает его до температуры плавления. Этот процесс чаще всего используется для соединения маленьких деталей, деталей из легких материалов, особенно если затруднено применение других процессов.
Лазерное излучение образуется в результате активизации молекул вещества (обычно рубина или диоксида углерода) за счет световой или тепловой энергии. Лазерный луч является высококонцентрированным источником энергии, обеспечивает разогрев в точке до температуры плавления металла. Управление лазерным лучом производится с помощью системы зеркал. Для сварки используют как постоянный, так и пульсирующий лазерный луч.
Схема лазерной сварки.
Электроннолучевая сварка
Электроннолучевая сварка использует для разогрева и плавления металла энергию сфокусированного потока электронов. Этот способ удобно применять для сварки изделий большой толщины при малом расстоянии между ними. Способ обеспечивает большую глубину проплавления при очень маленькой ширине шва. Данный вид сварки используется в случаях, когда невозможно выполнить соединение изделий другим способом. Кроме того, он позволяет варить с большой скоростью.
При работе установки с нити накала испускаются электроды, поток электронов контролируется(фокусируется и концентрируется) магнитными линзами. Электронный луч создается тем же путем, что и световой луч в телевизионном приемнике. Энергия сварки контролируется током, подаваемым на нить накала.
Электроннолучева сварка в основном производится в вакууме, так как молекулы воздуха мешают движению луча. Вакуумная камера имеет защиту от радиационного излучения, появляющегося в процессе сварки.
Сварщик контролирует процесс через оптическую систему и управляет лучом с помощью системы дистанционного управления.

| 
|
Сварка пластмасс
При сварке пластмасс нагретый воздух или защитный газ сплавляют заготовки и присадочный материал. Газ разогревается с помощью нагретой спирали, после чего он пропускается через сопло, разогревая соединяемые детали. Пластмассы соединяются при температуре 200–430 °С. Нагрев контролируется управляющим резистором в цепи нагревающей спирали или интенсивностью газового потока.
Схема сварки пластмасс.
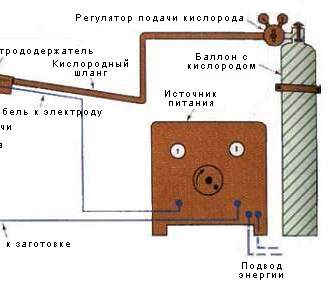
Кислородная резка
Способ основан на сжигании (быстром окислении) железа или стали. При сжигании смеси кислорода с горючим газом температура металла повышается до 800–1000 °С, металл становится красного или вишневого цвета. Затем на металл направляется струя кислорода под большим давлением, что приводит к его быстрому сгоранию.
Оборудование включает в себя баллоны с кислородом и горючим газом, гибкие шланги, передающие газы к горелке. Горелка оснащена тремя регулирующими вентилями. Два регулируют подачу кислорода и горючего газа для разогрева, а еще один регулирует подачу режущего кислорода.
В качестве горючих газов могут использоваться ацетилен, пропан. Также могут использоваться жидкие продукты нефтепереработки.
Схема кислородной резки.
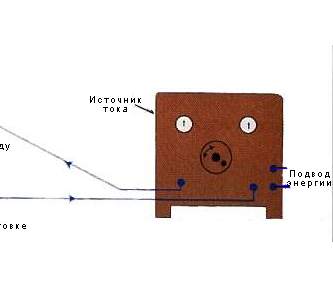
Кислороднодуговая резка
В этом процессе дуга разогревает основной металл, а затем раскаленный металл разрезается с помощью струи кислорода. Это довольно быстрый процесс, используемый для резки сталей и других металлов.
В оборудование входит специальный электродный держатель с пустотелым электродом. Поток кислорода контролируется с помощью регуляторов на держателе и на баллоне. Для горения дуги может использоваться постоянный или переменный ток, который подается по двум кабелям. Один подключен к держателю, другой – к заготовке.
Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его.
Этот процесс может использоваться как на воздухе, так и под водой.
Резка покрытым электродом
Этот процесс использует дугу, горящую между электродом и основным металлом. Применяемый электрод покрыт слоем флюса.
Движение электрода контролируется вручную. Нагрев металла регулируется длиной дуги, величиной тока и материалом электрода.
Этот процесс используется в основном при потребности в нетрудоемкой резке.
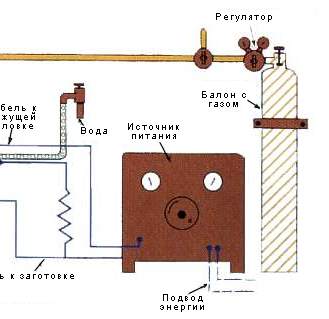
Плазменная резка
В этом процессе для расплавления и резки металла используется электрическая дуга и поток ионизированных газов. Данный способ применяется для быстрой резки алюминия, нержавеющей стали и других металлов. Плазменная резка также может использоваться для резки неметаллических материалов, например бетона.
Установка для резки снабжена специальным режущим соплом, охлаждающимся водой, в котором установлен неплавящийся электрод.
Обычно это автоматизированный процесс.
Схема плазменной резки.
Резка кислородным копьем
В этом процессе горение смеси кислорода и горючего газа разогревает металл, а струя кислорода, направленная на уже разогретый металл, разрезает (сжигает) его.
Кислородное копье представляет собой прямую железную трубку с регулятором. Копье шлангом присоединяется к кислородному баллону.
Резка кислородным копьем может использоваться вместе с обычной кислородной резкой. Кислородное копье направляется в щель, образовавшуюся при резке горелкой. Это позволяет резать металл очень большой толщины.
Кислородное копье часто меняется по причине его постепенного расплавления.
Подводная кислородная резка
Для разогрева основного металла под водой используется горение смеси горючего газа и кислорода. Струя кислорода окисляет разогретый металл и сдувает его. В качестве горючего газа в основном используется водород. Ацетилен не используется по причине его неустойчивости при давлении выше 103,4 кПа. Это означает, что ацетилен нельзя безопасно использовать глубже 3 - 3,5 метров. Смесь кислорода с водородом может использоваться на глубинах свыше 60 метров.
С помощью воздуха в этом процессе создается колпак, в котором горит пламя.
Кислороднофлюсовая резка
Для разогрева основного металла в этом процессе используется горение смеси кислорода и горючего газа. Кислороднофлюсовая резка применяется для резки стальных сплавов, чугунов и "нежелезных" металлов, которые образуют оксиды с очень высокой температурой плавления.
Сжатый воздух несет флюсовый порошок к горелке. Он вносится в пламя и таким образом снижает образование тугоплавких окислов, вследствие чего расплавленный металл очень легко удаляется.
Схема резки флюсом.
Экзотермическая резка
Этот процесс был изначально разработан для резки под водой, но может использоваться и на земле.
Для резки используются специальные стержни с горючими прутками внутри, которые могут проводить электрический ток и сгорают с большой теплоотдачей. Зажженные прутки горят в кислороде до полного сгорания, поддерживая пламя. Трубки сделаны из стали и покрыты медью. Это сгорание названо экзотермическим процессом. Температура горения экзотермических трубок свыше 5500 °С.
Для резки сначала проводят стержнем по медной пластине. Когда появляется искрение, рычагом на держателе открывается кислородный клапан. Горящий стержень подносится к металлу, и производится его резка. 
Схема экзотермической резки.
ПРОЦЕССЫ СВАРКИ И РЕЗКИ
Газовая сварка
Для создания высокотемпературного пламени в процессе газовой сварки используются кислород и ацетилен. Пламя имеет достаточно большую температуру, позволяющую расплавить большинство металлов.
Сварка этого вида осуществляется вручную. Сварщик должен сам контролировать перемещение горелки и подачу сварочной проволоки. Ацетилен и кислород подаются из отдельных баллонов, на которых имеются регуляторы. Процесс регулирования подачи газа контролируется манометром. Через гибкие шланги газ подается к горелке. Горелка оснащена двумя вентилями; один контролирует количество кислорода, другой – количество ацетилена. Газы смешиваются в насадке горелки и, выходя через отверстие сопла, сгорают.
Вместо ацетилена могут быть использованы другие горючие газы, например, пропан, природный газ.
Схема газовой сварки
Сварка покрытым электродом
Ручная дуговая сварка – процесс, использующий для плавления электрическую дугу между электродом и основным металлом (сварочной заготовкой). В ходе выполнения соединения плавится как металл, так и электрод.
В данном сварочном процессе может использоваться постоянный или переменный ток. Электрический ток подается по двум кабелям, к одному из которых подключен держатель электрода, а к другому деталь, приготовленная под сварку.
Тепло, выделяемое при сварке, может изменяться путем задания величины тока, длины дуги и полярности.
Электрод представляет собой металлический стержень, покрытый флюсом. Электрод фиксируется в специальном держателе, с помощью которого сварщик контролирует его перемещение. Электродное покрытие при сгорании образует газ, который окружает зону горения дуги, и закрывают завершенный сварочный шов слоем шлака, защищающего металл от окисления до его остывания.
Схема сварки покрытым электродом
|