Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
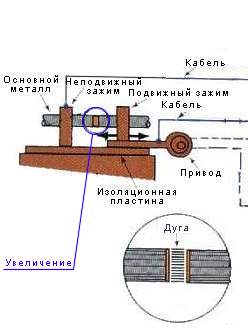
Схема контактной шовной сварки.Содержание книги Поиск на нашем сайте
Стыковая сварка В стыковой сварке для разогрева основного металла используют электрическую дугу. Она комбинирует в себе контактную сварку, дуговую сварку и сварку давлением. Стыковой сваркой изготавливают крепкое, чистое сварочное соединение.
Схема стыковой сварки.
Сварка под флюсом В сварке под флюсом источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Некоторая часть флюса плавится и образует защитный шлак над сварочной ванной. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.
Схема сварки под слоем флюса. Электрошлаковая сварка Электрошлаковая сварка используется для соединения металлов большой толщины. Соединение выполняется вертикально вверх.
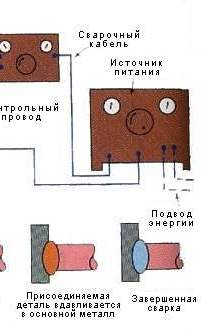
Схема электрошлаковой сварки. Точечнодуговая сварка Это полуавтоматический процесс. Он используется для быстрого прикрепления каких-либо устройств к металлическим листам или балкам без сверления или прошивки. Таким образом могут присоединяться болты, винты, заклепки, шипы и т.д.
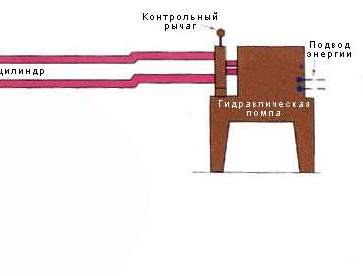
Схема точечнодуговой сварки. Холодная сварка Для этого процесса не требуется никаких внешних источников тепла; для соединения используется высокое давление. При этом соединяемые детали на поверхности соприкосновения в районе сдавливания разогреваются до такой степени, что сплавляются вместе. Данный способ в основном используется для соединения мягких металлов – алюминия с алюминием, меди с медью и алюминия с медью. Поверхности соединяемых металлов должны быть хорошо очищены. Для создания необходимого давления используется гидравлический пресс.
Схема сварки давлением.
Сварка взрывом Сварка взрывом использует для соединения металлов энергию ударной волны, которая создает давление между двумя деталями, в результате чего происходит их сцепление. Этот способ часто используется для соединения больших металлических листов, например, для приварки тонких листов нержавеющей стали к малоуглеродистой стали или алюминия к молибдену.
Схема сварки взрывом.
Кузнечная сварка В кузнечной сварке две соединяемые детали разогреваются в горне до температур повышенной пластичности. Для соединения их вместе используется ковка (удары молота). Этот процесс применяется для соединения мало- и среднеуглеродистых сталей и может быть реализован при отсутствии электричества и горючего газа.
Схема кузнечной сварки.
Сварка трением Сварка трением для соединения металлических деталей использует теплоту, образующуюся при трении. Этот процесс применятся главным образом для стыковых соединений круглых стержней или цилиндров довольно большого диаметра.
Схема сварки трением. Ультразвуковая сварка В ультразвуковой сварке высокочастотные вибрации переводят в возбужденное состояние молекулы на поверхности металла. Диффузия молекул приводит к сплавлению. Этот процесс часто используется для соединения очень легких материалов и небольших деталей, например, для соединения проводов.
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 307; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.55.42 (0.006 с.) |