
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение, устройство и система управления промышленного робота М10П6201Содержание книги
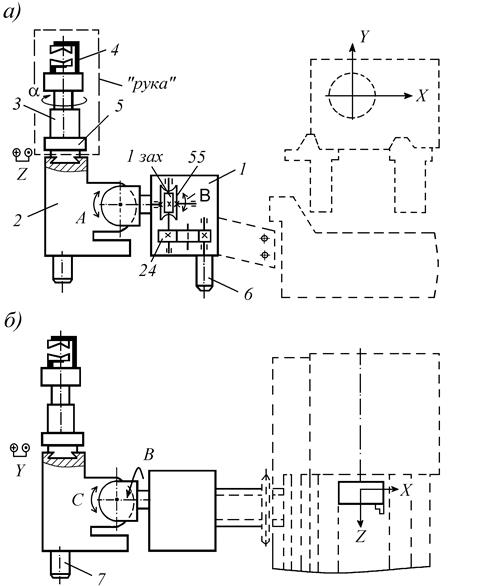
Поиск на нашем сайте Входящий в состав гибкого токарного модуля промышленный робот М10П6201 является автоматической многодвигательной машиной (манипулятором), снабжённой ЧПУ (рис. 1.57). Робот выполняет двигательные функции, аналогичные функциям руки человека: перенос заготовки с тактового стола на станок, установку заготовки в патрон, возвращение обработанной заготовки на тактовый стол, переустановку заготовки в патроне. Основными частями робота являются: основание 1, закрепляемое на станине станка; узел 2 поворотов руки робота (см. рис. 1.57), блок 3 поворота устройства захвата 4; каретка 5 поступательного перемещения захвата. Захват заготовки 4 робота обладает шестью степенями свободы перемещения: четыре степени свободы обеспечиваются поворотом захвата по координатным направлениям A, B, C, a и две — поступательными перемещениями вдоль осей Y и Z. Повороты по координатным направлениям А, В, С и перемещения руки робота по осям Y, Z осуществляют автономными приводами с электродвигателями постоянного тока 6, 7. Для поворотов «руки» (по углу a) предусмотрены пневмодвигатель и фиксатор угловых положений устройства захвата через каждые 900. На виде сверху (см. рис. 1.57, б) узел 2 поворотов руки робота повёрнут на 900.
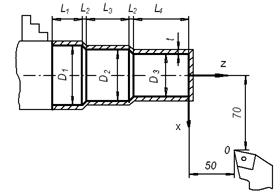
Рис. 1.57. Промышленный робот модели М10П6201 Система управления роботом содержит устройство формирования команд, устройство ввода программы и пульт ручного управления. Устройство формирования команд управляет приводами манипулятора и вырабатывает команды управления пинолью задней бабки, патроном, защитным ограждением токарного станка и перемещением тактового стола. Управление роботом возможно в трёх режимах: «обучение», «повторение», «редактирование». При режиме «обучение» робот по командам оператора с пульта управления занимает нужную позицию, а данные об этой позиции автоматически вводятся в память устройства ЧПУ. На этом же этапе оператор вводит в память данные о скорости перемещений и последовательности выполнения функций захвата заготовки, перемещений пиноли станка, зажима и разжима патрона, подвода и отвода защитного ограждения станка. Режим «повторение» используют для работы робота при многократном выполнении заданной технологической операции. Режим «редактирование» предусмотрен для возможности исправления, замены или ввода новых данных в управляющую программу робота. Содержание работы Работа включает: изучение устройства и назначения гибкого токарного модуля и его составных частей, рассмотрение последовательности работы частей модуля и разработку траектории движения резца при изготовлении конкретной детали, определение технико-экономических параметров обработки: режима резания для каждого из участков заготовки и времени на цикл работы резца в соответствии с индивидуальным заданием; подготовку отчёта. Порядок проведения работы 1. Изучите назначение и устройство гибкого токарного модуля. 2. Проследите за демонстрацией учебным мастером работы модуля в режимах «обучение» и «повторение». 3. Получите индивидуальное задание для определения времени на обработку заготовки на гибком токарном модуле и выполните по заданию следующие действия (таблица 1.27). 3.1. Составьте и опишите последовательность работы частей и узлов гибкого токарного модуля в течение цикла изготовления детали. 3.2. Нарисуйте схему обработки заготовки с указанием траектории движения резца, опорных точек траектории и направлений движений резца на каждом из участков траектории (по примеру рис. 1.54). 3.3. Рассчитайте для каждого обрабатываемого участка заготовки частоту вращения шпинделя, об/мин, по формуле ni = 1000 υ /π Di, (1.42) где i — участок траектории резца, обозначаемый двумя арабскими цифрами, соответствующими номеру опорных точек начала и конца участка, например, 0‒1, 1‒2, 2‒3, …, 9‒0 (см. рис. 1.54); Di — диаметр заготовки на i -м участке траектории. 3.4. Определите минутную подачу в мм/мин, для каждого из участков обработки Таблица 1.27 Индивидуальные задания
для всех участков обработки значению контурной (суммарной) подачи Sо рассчитайте значения продольной 3.5. Вычислите основное время
где Li — длина i -го участка траектории движения резца. 3.6. Вычислите вспомогательное время ti = li /u, (1.44) где li —приращение координаты по оси (Z или X) на i -м участке траектории, u — скорость движения резца в направлении соответствующей оси ( 3.6. Представьте полученные данные в форме таблицы 1.28. Таблица 1.28 Расчётные характеристики обработки
3.7. Рассчитайте оперативное время обработки tоп по формуле tоп = S Содержание отчёта 1. Название работы. 2. Номер, формулировка и исходные данные индивидуального задания (таблица 1.27). Индивидуальное задание: «Установить и записать последовательность работы составных частей токарного производственного модуля при изготовлении детали (по индивидуальному заданию), установить и нарисовать траекторию движения резца, рассчитать по каждому её участку значения элементов режима резания, основное 3. Эскиз обработки заготовки в соответствии с индивидуальным заданием (таблица 1.27). 4. Последовательность работы составных частей гибкого токарного модуля при обработке заготовки (по форме таблицы 1.29). Таблица 1.29 Последовательность работы составных частей гибкого токарного модуля
5. Технологический эскиз траектории движения резца с указанием опорных точек траектории (по форме рисунка 1.54). 6. Расчёты, схемы и таблицы, указанные в п. 3 раздела «Порядок проведения работы».
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 762; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.007 с.) |

 = Sоni. Для конических участков заготовки по неизменному
= Sоni. Для конических участков заготовки по неизменному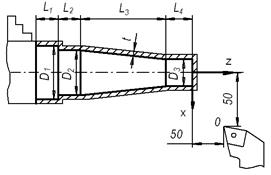

 и поперечной
и поперечной  подач.
подач. для каждого из участков траектории движения резца, на котором осуществляется обработка, по формуле
для каждого из участков траектории движения резца, на котором осуществляется обработка, по формуле для участков подвода и отвода резца, которые резец проходит на ускоренном ходу, приняв, что движения по осям Z и X осуществляются одновременно со скоростями: продольного перемещения
для участков подвода и отвода резца, которые резец проходит на ускоренном ходу, приняв, что движения по осям Z и X осуществляются одновременно со скоростями: продольного перемещения  = 2000 мм/мин, поперечного перемещения
= 2000 мм/мин, поперечного перемещения  = 1000 мм/мин. Для этого рассчитайте время, необходимое для перевода резца из исходного в конечное положения участка траектории раздельно по каждой координате (Z и X) с учётом значения приращения координаты на i -м участке траектории, по формуле:
= 1000 мм/мин. Для этого рассчитайте время, необходимое для перевода резца из исходного в конечное положения участка траектории раздельно по каждой координате (Z и X) с учётом значения приращения координаты на i -м участке траектории, по формуле: примите наибольшее из рассчитанных двух значений ti.
примите наибольшее из рассчитанных двух значений ti. , мин
, мин
 . (1.45)
. (1.45) или вспомогательное время
или вспомогательное время  ».
».


