
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Состав и назначение компрессорных станцийСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Компрессорная станция (КС) – составная часть магистрального газопровода, предназначенная для обеспечения его расчетной пропускной способности за счет повышения давления газа на выходе КС с помощью различных типов газоперекачивающих агрегатов (ГПА). Газоперекачивающие агрегаты посредством системы трубопроводов, запорной арматуры различных диаметров и другого специального оборудования составляют так называемую технологическую схему цеха. На КС осуществляются следующие основные технологические процессы: - очистка транспортируемого газа от механических примесей и жидкости; - сжатие газа в центробежных нагнетателях или в поршневых машинах; - охлаждение газа после сжатия в специальных охладительных устройствах; - измерение и контроль технологических параметров; - управление режимом работы газопровода путем корректировки технологического режима работы компрессорного цеха. В состав КС входят следующие основные устройства и сооружения: - узел подключения КС к магистральному газопроводу с запорной арматурой и установкой для запуска и приема очистного поршня; - технологические газовые коммуникации с запорной арматурой; - установка очистки и осушки технологического газа, состоящая из пылеуловителей и фильтр-сепараторов; - газоперекачивающие агрегаты, составляющие компрессорный цех; - установка охлаждения газа после его компримирования; - системы топливного, пускового, импульсного газа и газа собственных нужд; - система электроснабжения; - система автоматического управления; - система связи; - система хранения, подготовки, и раздачи горюче-смазочных материалов; - система производственно-хозяйственного и пожарного водоснабжения и канализации; - склад для хранения материалов и оборудования; - ремонтно-эксплуатационные и служебно-эксплуатационные помещения; - главный щит управления.
Рисунок 2.2 – Технологическая схема компрессорной станции с центробежными нагнетателями: 1 – магистральный газопровод; 2 – кран; 3 – байпасная линия; 4 – пылеуловитель; 5 – газоперекачивающий агрегат; 6 – продувные свечи; 7 – АВО газа; 8 – обратный клапан
Принципиальная технологическая схема компрессорной станции приведена на рисунке 2.2. Газ из магистрального газопровода (1) через открытый кран (2) поступает в блок пылеуловителей (4). После очистки от жидких и твердых примесей газ компримируется газоперекачивающими агрегатами – ГПА (5). Далее он проходит через аппараты воздушного охлаждения – АВО (7) и через обратный клапан (8) поступает в магистральный газопровод (1). На магистральных газопроводах различают три основных типа КС: головные, линейные и дожимные. Головные компрессорные станции (ГКС) устанавливаются непосредственно после газового месторождения и предназначены для поддержания необходимого давления технологического газа для его дальнейшей транспортировки по магистральным газопроводам, когда в результате разработки газового месторождения пластовое давление в нем снижается. На головных КС предъявляются повышенные требования к качеству подготовки технологического газа: очистке его от механических примесей, осушке от газового конденсата и влаги, а также удаления, при их наличии, побочных продуктов (сероводорода, углекислоты и т. д.). Линейные компрессорные станции (ЛКС) устанавливаются на магистральных газопроводах через 100 – 150 км. Назначением линейных КС является компремирование поступающего на станцию природного газа, с давления входа до давления выхода, обусловленных проектными данными, для обеспечения постоянного и заданного расхода газа по магистральному газопроводу. Дожимные компрессорные станции (ДКС) устанавливаются на подземных хранилищах газа (ПХГ). Назначением ДКС является подача газа в ПХГ от магистрального газопровода и отбор природного газа из ПХГ (как правило, в зимний период времени) для последующей подачи его в магистральный газопровод или непосредственно к потребителям. ДКС также строятся и на газовом месторождении при падении пластового давления ниже давления в магистральном газопроводе. Отличительной особенностью ДКС от линейных КС является высокая степень сжатия 2 – 4, улучшенная подготовка технологического газа (осушители, сепараторы, пылеуловители), поступающего из подземного хранилища. Технологическая обвязка компрессорного цеха предназначена для: - приема на КС технологического газа из магистрального газопровода; - очистки технологического газа от мехпримесей и капельной влаги в пылеуловителях и фильтр-сепараторах; - распределения потоков для последующего сжатия и регулирования схемы загрузки ГПА; - охлаждения газа после компремирования в АВО газа; - вывода КЦ на станционное «кольцо» при пуске и остановке; - подачи газа в магистральный газопровод; - транзитного прохода газа по магистральному газопроводу, минуя КС.
Подготовка газа к транспорту Задачами промысловой подготовки газа являются его очистка от механических примесей, тяжелых углеводородов, паров воды, сероводорода и углекислого газа. Для очистки природного газа от механических примесей используются аппараты, работающие по принципу: - «мокрого» улавливания пыли (масляные пылеуловители); - «сухого» отделения пыли (циклонные пылеуловители), гравитационные сепараторы. В товарном газе содержание механических примесей не должно превышать 0,05 мг/м3. Система подготовки технологического газа служит для очистки газа от механических примесей и жидкости перед подачей его потребителю в соответствии с требованиями ГОСТ 5542-87. При добыче и транспортировке в природном газе содержатся различного рода примеси: песок, сварной шлам, конденсат тяжелых углеводородов, вода, масло и т. д. Источником загрязнения природного газа является призабойная зона скважины, постепенно разрушающаяся и загрязняющая газ. Подготовка газа осуществляется на промыслах, от эффективности работы которых зависит и качество газа. Механические примеси попадают в газопровод как в процессе его строительства, так и при эксплуатации. Наличие механических примесей и конденсата в газе приводит к преждевременному износу трубопровода, запорной арматуры, рабочих колес нагнетателей и, как следствие, снижению показателей надежности и экономичности работы компрессорных станций и в целом газопровода. Все это приводит к необходимости устанавливать на КС различные системы очистки технологического газа. Первое время на КС для очистки газа широко использовали масляные пылеуловители, которые обеспечивали достаточно высокую степень очистки (до 97 – 98 %). Масляные пылеуловители (рис. 2.3) работают по принципу мокрого улавливания разного рода смесей, находящихся в газе. Примеси, смоченные маслом, сепарируются из потока газа, само масло очищается, регенерируется и вновь направляется в масляный пылеуловитель. Очищаемый газ поступает в нижнюю секцию пылеуловителя, ударяется в отбойный козырек и, соприкасаясь с поверхностью масла, меняет направление своего движения. При этом наиболее крупные частицы остаются в масле. С большой скоростью газ проходит по контактным трубкам в осадительную секцию, где скорость газа резко снижается и частицы пыли по дренажным трубкам стекают в нижнюю часть пылеуловителя. Затем газ поступает в отбойную секцию, где в сепараторном устройстве происходит окончательная очистка газа. Недостатками масляных пылеуловителей являются: наличие постоянного безвозвратного расхода масла, необходимость очистки масла, а также подогрева масла при зимних условиях эксплуатации. В настоящее время на КС в качестве первой ступени очистки широко применяют циклонные пылеуловители, работающие на принципе использования инерционных сил для улавливания взвешенных частиц. Циклонные пылеуловители более просты в обслуживании нежели масляные. Однако эффективность очистки в них зависит от количества циклонов, а также от обеспеченности эксплуатационным персоналом работы этих пылеуловителей в соответствии с режимом, на который они запроектированы.
Рис 2.3 – Принципиальная схема вертикального масляного пылеуловителя. 1 – трубка для слива загрязненного масла; 2 – трубка для долива свежего масла; 3 – указатель уровня; 4 – контактные трубки; 5,6 – перегородки; 7 – патрубок для вывода газа; 8 – скруббер; 9 – козырек; 10 – патрубок для ввода газа; 11 – дренажные трубки; 12 – люк для удаления шлама
В связи с невозможностью достичь высокой степени очистки газа в циклонных пылеуловителях появляется необходимость выполнять вторую ступень очистки, в качестве которой используют фильтр-сепараторы, устанавливаемые последовательно после циклонных пылеуловителей. Работа фильтр-сепаратора осуществляется следующим образом: газ после входного патрубка с помощью специального отбойного козырька направляется на вход фильтрующей секции, где происходит коагуляция жидкости и очистка от механических примесей. Через перфорированные отверстия в корпусе фильтрующих элементов газ поступает во вторую фильтрующую секцию – секцию сепарации. В секции сепарации происходит окончательная очистка газа от влаги, которая улавливается с помощью сетчатых пакетов. Через дренажные патрубки мехпримеси и жидкость удаляются в нижний дренажный сборник и далее в подземные емкости. Для работы в зимних условиях фильтр-сепаратор снабжен электрообогревом его нижней части, конденсатосборником и контрольноизмерительной аппаратурой. В процессе эксплуатации происходит улавливание мехпримесей на поверхности фильтр-элемента, что приводит к увеличению перепада давлений на фильтр-сепараторе. При достижении перепада, равного 0,04 МПа, фильтр-сепаратор необходимо отключить и произвести в нем замену фильтр-элементов на новые. Наличие в газе сероводорода способствует развитию коррозии внутренней поверхности газопроводов, газоперекачивающих агрегатов, арматуры и загрязнению атмосферы помещений токсичными продуктами. Очистка газа от сероводорода осуществляется методами адсорбции и абсорбции. В качестве адсорбента используется гидрат окиси железа и активированный уголь. Принципиальная схема очистки газа от сероводорода методом абсорбции приведена на рисунке 2.4. Очищаемый газ поступает в абсорбер 1 и поднимается вверх через систему тарелок. Навстречу газу движется концентрированный раствор абсорбента. Роль жидкого поглотителя в данном случае выполняют водные растворы этаноламинов: моноэтаноламина (МЭА), диэтаноламина (ДЭА) и триэтаноламина. Абсорбент вступает в химическую реакцию с сероводородом, содержащимся в газе, унося продукт реакции с собой. Очищенный газ выводится из аппарата через скрубберную секцию, в которой задерживаются капли абсорбента.
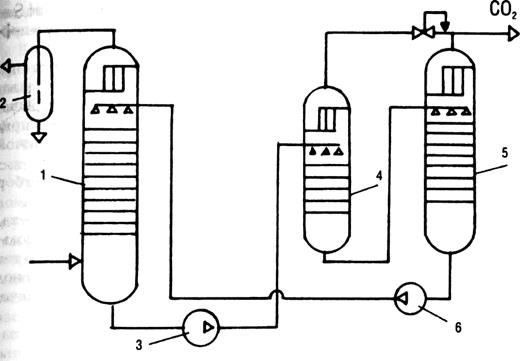
Рис 2.4 – Принципиальная схема очистки газа от сероводорода: 1 – абсорбер; 2 – выпарная колонна (десорбер); 3 – теплообменник; 4, 8 – холодильники; 5 – емкость-сепаратор; 6, 7 – насосы.
Работа этаноламиновых газоочистных установок автоматизирована. Степень очистки газа составляет 99 % и выше. Недостатком процесса является относительно большой расход абсорбента. На регенерацию абсорбент подается в выпарную колонну 2 через теплообменник 3. В нижней части колонны он нагревается до температуры около 100 оС. При этом происходит разложение соединения сероводорода с абсорбентом, после чего сероводород, содержащий пары этаноламинов, через верх колонны поступает в холодильник 4. В емкости 5 сконденсировавшиеся пары абсорбента отделяются от сероводорода и насосом 6 закачиваются в выпарную колонну. Горячий регенерированный абсорбент из нижней части колонны 2 насосом 7 подается для нового использования. По пути абсорбент отдает часть своего тепла в теплообменнике 3, а затем окончательно остужается в холодильнике 8. Из полученного сероводорода вырабатывают серу. Очистка газа от углекислого газа обычно производится одновременно с его очисткой от сероводорода. При высоком содержании СО2 (до 12 – 15 %) и
Рис 2.5 – Принципиальная схема очистки газа от двуокиси углерода под давлением: 1 – реактор; 2 – водоотделитель; 3, 6 – насосы; 4 – экспанзер; 5 – дегазационная колонна
незначительной концентрации сероводорода применяют очистку газа водой под давлением (рисунок 2.5). Газ, содержащий СО2, подается в реактор 1, заполненный железными или керамическими кольцами Рашига, которые орошаются водой под давлением. Очищенный газ поступает затем в водоотделитель 2 и идет по назначению. Вода, насыщенная углекислым газом, насосом 3 подается в экспанзер 4 для отделения СО2 методом разбрызгивания. Для полного удаления углекислого газа вода подается в дегазационную колонну 5, откуда насосом 6 возвращается в реактор 1. Газ, поступающий на головные компрессорные станции из скважин, практически всегда в том или ином количестве содержит влагу в жидкой и паровой фазах. Наличие влаги в газе вызывает коррозию оборудования, снижает пропускную способность газопровода. При взаимодействии с газом при определенных термодинамических условиях, образуются твердые кристаллические вещества – гидраты которых нарушают нормальную работу газопровода. Одним из наиболее рациональных и экономичных методов борьбы с гидратами при больших объемах перекачки является осушка газа.Существующие способы осушки при промысловой подготовке газа к дальнему транспорту подразделяются на две основные группы: сорбционная – поглощение влаги жидкими (абсорбция) и твёрдыми (адсорбция) сорбентами и охлаждением газового потока. Осушка газа жидкими поглотителями. Жидкие сорбенты, применяемые для осушки природных и нефтяных газов, должны иметь высокую растворимость в воде, низкую стоимость, антикоррозионность, стабильность по отношению к газовым компонентам при регенерации; простоту регенерации, малую вязкость, низкую упругость паров при температуре контакта, слабое поглощение углеводородных компонентов газа, низкую способность к образованию пены или эмульсий. Большинству этих требований наилучшим образом отвечают диэтиленгликоль и триэтиленгликоль и в меньшей степени этиленгликоль. Обводненные гликоли неагрессивны в коррозионном отношении. Растворимость природного газа в них незначительная: при давлениях до 15,0 МПа растворимость не превышает 6 л на 1л гликоля. При атмосферном давлении ДЭГ начинает распадаться при 164 °С, а ТЭГ при 205 °С. В соответствии с этим в производственных условиях степень осушки их при регенерации может достигать 96 и 99 %. Поскольку ТЭГ имеет склонность к пенообразованию, для борьбы с этим применяют различные присадки, например, моноэтаноламин. Процессы осушки газа гликолями находятся в прямой зависимости от давления, температуры контакта газ – сорбент и концентрации сорбента. Повышение температуры контакта газ – сорбент приводит к увеличению парциального давления водяных паров над сорбентом, снижению поглотительной способности последнего и повышению точки росы осушки газа. Понижение температуры контакта газ – сорбент оказывает обратное действие, т. е. снижает точку росы осушенного газа. Однако при осушке газа жидкими сорбентами не рекомендуется применять температуру ниже 30 °С в связи с повышением вязкости сорбентов и значительной трудностью их перекачки. При увеличении вязкости сорбента одновременно несколько снижается его поглотительная способность. На поглотительную способность сорбентом паров воды из газа большое влияние оказывает его концентрация: чем концентрация выше, тем ниже точка росы осушенного газа. Концентрация сорбента обычно колеблется в зависимости от степени осушки в пределах 90 – 99 %. При сравнении ДЭГ и ТЭГ необходимо иметь в виду, что ДЭГ более дешевый. Однако при использовании ТЭГ можно получить большее снижение точки росы газа (45 – 50 °С вместо 30 – 35 °С у ДЭГ). Потери ТЭГ при регенерации значительно меньше, чем потери ДЭГ, вследствие более низкой упругости паров ТЭГ. На рисунке 2.6 приведена схема установки осушки газа жидкими сорбентами, получившая широкое распространение. Поступающий с промысла газ проходит сепаратор 1, где осаждается капельная влага, и поступает в нижнюю часть абсорбера 2. Сначала газ идет в нижнюю скрубберную секцию 3, в которой дополнительно очищается от взвешенных капель влаги благодаря большой поверхности контакта с насадками. Затем газ последовательно проходит через тарелки 4, поднимаясь вверх. Число колпачковых тарелок в абсорбере 4 – 12. Навстречу потоку газа протекает 95 – 97 % раствор ДЭГ, вводимый в абсорбер насосом 10. Осушенный вследствие контакта с раствором газ проходит через верхнюю скрубберную секцию 5, где освобождается от захваченных капель раствора, и направляется в газопровод.
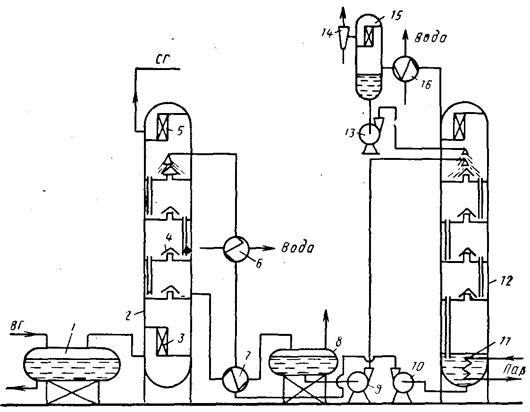
Рисунок 2.6 – Схема установки осушки газа жидкими сорбентами
Насыщенный раствор, содержащий 6 – 8 % влаги, с нижней глухой сборной тарелки абсорбера поступает в теплообменник 7, в котором нагревается встречным потоком регенерированного раствора, а далее проходит через выветриватель 8, где из него выделяется растворенный газ, который идет на собственные нужды. Из выветривателя насыщенный ДЭГ насосом 9 закачивается в выпарную колонну (десорбер) 12, где осуществляется регенерация раствора. Выпарная колонна состоит из двух частей: собственно колонны тарельчатого типа, в которой из насыщенного раствора ДЭГ, стекающего вниз, выпаривается влага встречным потоком острого водяного пара и паров ДЭГ; кипятильника-испарителя 11, в котором происходит нагревание раствора гликоля и испарение воды. В кипятильнике поддерживается температура раствора гликоля в пределах 150 – 160 °С, а в верхней части выпарной колонны 105 – 107 °С. Это достигается за счет орошения верхней части колонны водой температурой 30 °С, что позволяет сконцентрировать пары ДЭГ и уменьшить его потери. Водяной пар из десорбера поступает в конденсатор 16, где основная часть пара конденсируется и собирается в сепараторе 15. Газ отсасывается из конденсата вакуумным насосом 14 и направляется на сжигание. Часть полученной воды, содержащей ДЭГ, подается в верхнюю часть колонны насосом 13 для орошения и поддержания температуры 105 – 107 °С. Регенерированный раствор ДЭГ насосом 10 прокачивается через теплообменник 7 и холодильник 6, где его температура снижается примерно до 30 °С, и вновь поступает на верхнюю тарелку абсорбера. На этом круговой цикл движения раствора заканчивается. Если необходимо получить высокую концентрацию насыщенного раствора ДЭГ (98 – 99 %) для достижения более низких точек росы газа (от 15 до – 20 °С), то регенерацию гликолей производят под вакуумом, который создается вакуумным насосом 14. Экономичность работы абсорбционных установок в значительной степени зависит от потерь сорбента. Для их снижения в первую очередь необходимо строго поддерживать расчетный температурный режим десорбера, тщательно сепарировать газ и водяной пар на выходе соответственно из абсорбера и десорбера и по возможности исключить пенообразование при контакте газа с абсорбентом за счет специальных добавок. Осушка газа твердыми поглотителями.В качестве твердых поглотителей влаги в газовой промышленности широко применяются активированная окись алюминия и боксит, который на 50 – 60 % состоит из Аl2O3. Поглотительная способность боксита 4,0 – 6,5 % от собственной массы. Преимущества метода: низкая точка росы осушенного газа (до минус 65 °С); простота регенерации поглотителя; компактность, несложность и низкая стоимость установки.
Рисунок 2.7 – Схема осушки газа твердым поглотителем: 1, 4 – сепараторы; 2 – адсорбент; 3 – холодильник; 5 – газодувка; 6 – подогреватель; К – конденсат; ГВ – газ влажный; ГС – газ сухой; ГН – газ нагретый; ГНН – газ нагретый насыщенный; РД – регулятор давления
Боксит поставляется в зернах (гранулах) диаметром 2 – 4 мм. Насыпная плотность 800 кг/м3. Глубина осушки зависит от степени насыщения боксита, уменьшаясь с увеличением последней. Продолжительность работы бокситовой загрузки больше года. Скорость прохождения газа через активированный боксит 0,5 – 0,6 м/с. Загрузка боксита определяется в зависимости от количества газа и содержания в нем влаги по формуле: G = где Q – объемный расход газа через адсорбер, приведенный к 0 °С и 760 мм рт. ст.; х – массовое влагосодержание 1 м Схема осушки газа твердым поглотителем приведена на рисунке 2.7. Влажный газ проходит через сепаратор 1 и поступает в адсорбер 2 (на рисунке 2.7 в левый адсорбер), где проходит через несколько слоев активированного боксита, насыпанного на тарелки с перфорированным основанием (толщина одного слоя не превышает 60 см). Проходя через боксит, газ освобождается от влаги и направляется в газопровод. После определенного промежутка времени в зависимости от загрузки твердого поглотителя и объемной скорости газа (этот промежуток времени обычно равен 12 – 16 ч) адсорбер переводят на восстановление (регенерацию). Газ же переключают на второй адсорбер, который уже прошел регенерацию. Боксит регенерируют (осушают), продувая через него горячий газ. При этом из боксита выделяется вся влага, поглощенная им из газа в процессе осушки. Регенерацию боксита проводят следующим образом (на рисунке 2.7 на регенерацию боксита переведен правый адсорбер). При пуске адсорбера на регенерацию определенное количество газа, требуемого для заполнения системы регенерации, отводят от линии сухого газа через регулятор давления РД (при давлении несколько более 0,1 МПа). Этот газ поступает сначала в холодильник 3 и далее в сепаратор 4. Газодувкой 5 под давлением не более 300 мм вод. ст. газ подается в подогреватель 6, где он нагревается до температуры 180 – 200 °С, и далее поступает в адсорбер 2, в котором регенерируется боксит. По выходе из адсорбера нагретый насыщенный газ поступает в холодильник 3, а затем в сепаратор 4, где отделяется влага, поглощенная в адсорбере. В результате повторных циклов регенерирующего газа (газодувка – подогреватель – адсорбер – холодильник – адсорбер – сепаратор – газодувка) боксит осушается и может снова поглощать воду из газа. Очищенный природный газ не имеет ни цвета, ни запаха, поэтому для обнаружения его утечек и определения наличия в воздухе, газ предварительно одорируют, т. е. добавляют в него специальные вещества – одоранты, обладающие сильным специфическим запахом. В качестве одорантов обычно используют этилмеркаптан и тетрагидротиофен. Одоризация газа производится, как правило, на специальных сооружениях магистрального газопровода перед его раздачей потребителям, но иногда одоризацию производят и на газораспределительных станциях. Газ, поступающий к бытовым потребителям, должен быть обязательно одоризирован. Одоризацию газа осуществляют с помощью автоматизированных установок, регулирующих расход одоранта в зависимости от расхода природного газа. Контрольные вопросы 1. Единая система газоснабжения (ЕСГ) России. 2. Состав магистрального газопровода. 3. Назначение, оборудование и схема компрессорных станций. 4. Очистка газа от механических примесей. 5. Очистка газа от сероводорода и углекислого газа. 6. Осушка газа с жидким поглотителем. 7. Осушка газа с твердым поглотителем.
|
|||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 14597; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.011 с.) |





 газа; τ – продолжительность цикла, поглощения; α – коэффициент активности боксита.
газа; τ – продолжительность цикла, поглощения; α – коэффициент активности боксита.


