Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вспомогательный инструмент для станков с ЧПУ токарной группыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Вспомогательный инструмент токарных станков должен обес- печивать крепление резцов, сверл (с коническим и цилиндрическим хвостовиками), зенкеров, разверток, метчиков и плашек и удовлетво- рять следующим основным требованиям: быть достаточно жестким; иметь высокую точность и стабильность базирования и крепления режущего инструмента; позволять выполнять все технологические операции, предусмотренные технической характеристикой станка; легко и быстро устанавливаться и сниматься; иметь межразмерную унификацию; обеспечивать настройку инструмента вне станка. Наиболее широкое распространение получили станки с револь- верными головками, позволяющими крепить режущий инструмент с помощью вспомогательного инструмента или с непосредственной ус- тановкой резцов. Способы установки вспомогательного инструмента в револьверной головке различны. Широко применяется центрирова- ние по конусу или цилиндрическому хвостовику с креплением вин- тами за фланец, прижимными винтами в лыску хвостовика, зажим- ными сухарями за цилиндрический хвостовик и рифленым клином за рифления в лыске цилиндрического хвостовика. Эти способы крепле- ния вспомогательного инструмента получили распространение на па- тронно-центровых станках, имеющих шести- и восьмигранные ре- вольверные головки. На одной грани головки может быть закреплено несколько резцедержателей с режущим инструментом для наружной и внутренней обработок [3]. Базирование осуществляется по направляющим в виде призм, сфер или типа «ласточкин хвост», а также креплением эксцентриком или прижимными планками, используют базирование по призмам с креплением прихватами. Реже выполняется базирование вспомога- тельного инструмента по зубчатому венцу с креплением эксцентри- ком или винтами, базирование по шпонке или штифтам с креплением винтами, а также базирование по крутому конусу с креплением экс- центриком. Применяется и непосредственное крепление режущего инструмента в револьверных головках. Базирование и крепление с помощью цилиндрического хвосто- вика (рис. 3.28, а–в) обеспечивает надежное центрирование инстру- мента. Этот способ используется на станкостроительных заводах, из- готовляющих и эксплуатирующих универсальные револьверные станки, токарные полуавтоматы и автоматы. Конструкция цилиндри- ческого хвостовика у вспомогательного инструмента для станков с ЧПУ, по сравнению с обычными станками, несколько видоизменена и введена плоская лыска, на которой в ряде случаев выполняют рифле- ния (рис. 3.28, г). Базирование резцедержателя проводится по цилин- дру хвостовика и штифту, обеспечивающему точную угловую уста- новку инструмента, который крепится в револьверной головке с по- мощью сухаря или клина имеющего рифления, смещенные относи- тельно рифлений хвостовика. В результате вспомогательный инстру- мент прижимается к револьверной головке станка с усилием в не- сколько килоньютонов. Жесткость такого соединения превышает же-
сткость соединения без рифлений в 3 раза. Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным открытым па- зом для резцов различных типов представлен на рис. 3.28. Крепление резца осуществляется с помощью винтов 2 и прижимной планки 3. Подача смазочно-охлаждающей жидкости в зону резания осуществ- ляется через канал в корпусе 1, образованный пересекающимися от- верстиями и заканчивающийся шариком 4, позволяющим регулиро- вать направление подачи СОЖ. В станках с ЧПУ используется комбинированная установка вспомогательного инструмента (рис. 3.28, д) на призматические на- правляющие (две призмы или призма и плоскость) в сочетании с ци- линдрическим хвостовиком.
Рис. 3.28. Основные схемы способов крепления инструмента на токарных стан- ках с ЧПУ Резцедержатели с установкой на призматические поверхности (рис. 3.28,е) используют на станках с четырехпозиционными револь- верными головками, предназначенными для центровых и патронно- центровых работ. Такой способ позволяет с помощью нескольких су- харей устанавливать на одной грани револьверной головки независи- мо друг от друга несколько резцедержателей. В продольном направ- лении резцедержатели фиксируются сухарем, который входит в спе- циальный паз. Через этот сухарь смазочно-охлаждающую жидкость подводят к инструменту. Вид резцедержателя с базирующей призмой и с открытым пазом под резцы представлен на рис. 3.29. Принципы закрепления инстру- мента, подвода и подачи СОЖ, регулирования положения резцов приняты такими же, как и для резцедержателей с цилиндрическим хвостовиком. Отличительной особенностью резцедержателей с бази- рующей призмой является то, что в них можно устанавливать как правые, так и левые резцы.
Рис. 3.29. Схема резцедержателя с базирующей призмой и открытым пазом
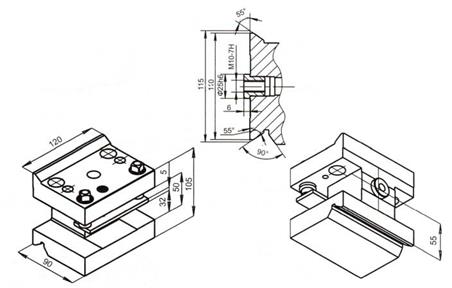
Комплект вспомогательного инструмента к токарному станку представлен на рис. 3.30. Резцедержатель 1 (рис. 3.30) с открытым и закрытым параллельными пазами отличается высокой жесткостью и позволяет полностью использовать мощность станка на черновых режимах. Резцедержатель является двухсторонним и может быть ис- пользован при любом положении револьверной головки и вращении шпинделя. С обеих сторон резцедержателя смазочно-охлаждающая жидкость подводится на режущую кромку установленного в нем рез- ца. Для предварительной настройки инструмента вне станков имеют- ся регулировочные винты.
Рис. 3.30. Схемы конструктивного исполнения вспомогательного инструмента с базирующей призмой для станков с ЧПУ токарной группы
Резцедержатель 2 (рис. 3.30) с открытым перпендикулярным па- зом имеет два исполнения – правое и левое. Он отличается высокой жесткостью, что позволяет увеличить вылет режущего инструмента. Наибольшей универсальностью обладают трехсторонние резце- держатели 4 (см. рис. 3.30), которые нашли широкое применение в промышленности. Вместе с тем жесткость таких резцедержателей меньше жесткости резцедержателей с открытым пазом и тем более с закрытым. Держатели 5 (см. рис. 3.30) предназначены для крепления инструмента с ци-линдрическим хвостовиком диаметром 30—60 мм. Держатели 6 (см. рис. 3.30) имеют два исполнения для крепления ин- струмента с цилиндрическим хвостовиком следующих диаметров: 30, 40, 50, 60 мм, а также 36 и 48 мм и шпонкой. Распределитель охлаждающей жидкости 3 (рис. 3.30) предна- значен для подвода СОЖ в зону резания. На рис. 3.31 приведен пример комплекта вспомогательного ин- струмента к токарному станку Т7 Leadwell [14]. На центровых токарных станках с ЧПУ широко используют ре- вольверные головки (рис. 3.28, ж) с непосредственным креплением режущего инструмента. Реже используют четырехгранные резцедержатели (рис. 3.28, и), конструкции которых аналогичны применяемым на универсальных станках с ручным управлением.
Рис. 3.31. Комплект вспомогательного инструмента к станкам Leadwell
На ряде токарных станков вспомогательный инструмент бази- руют по зубчатому венцу револьверной головки (рис. 3.28, к). Резце- держатели имеют зубчатый венец с зубьями внутреннего зацепления, прижимы которых осуществляются эксцентриком. Такой способ кре- пления обеспечивает необходимую жесткость, позволяет располагать резцедержатели под любым углом относительно друг друга. Недоста- ток способа — относительная сложность нарезания зубьев, особенно на резцедержателях. Несколько реже используют способы установки, представленные на рис. 3.28, л—н.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1888; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.189.19 (0.012 с.) |