
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройства АСИ для фрезерно-сверлильно-расточных
(многоцелевых) станков В общем случае устройства АСИ многоцелевых станков состоят из следующих компонентов [3]: инструментальных магазинов, яв- ляющихся накопителями инструмента (блоков режущего и вспомога- тельного инструмента для инструментальных шпинделей); инстру- ментальных манипуляторов, предназначенных для смены инструмен- та в шпинделе станка; промежуточных транспортных манипуляторов, предназначенных для передачи инструмента от магазина к инстру- ментальным манипуляторам или к промежуточным позициям –- на- копителям инструмента. Основные требования, предъявляемые к инструментальным ма- газинам, следующие: достаточная вместимость; высокая точность по- зиционирования инструмента в рабочем органе станка; легкость и удобство загрузки магазинов и хороший доступ к ним; минимальное время, затрачиваемое на смену инструмента; высокая надежность; наименьшее число координат при смене инструмента. Вместимость инструментальных магазинов весьма различна (от 6 до 160 шт. и более). Наименьшую вместимость имеют револь- верные головки, а наибольшую – барабанные и цепные магазины. Конструктивные исполнения устройств АСИ зависят от типов стан- ков, рабочей зоны расположения шпинделя, необходимого числа и типа инструментов. Используются три типа устройств АСИ: для смены шпиндель- ного узла; для смены инструмента в шпинделе станка и комбиниро- ванные.
Устройства для смены шпиндельного узла подразделяются на устройства с револьверными головками (рис. 2.19) и с дисковыми ма- газинами (рис. 2.20). В револьверных головках инструменты устанав- ливаются в требуемой последовательности обработки заготовки. Ав- томатическая смена инструмента осуществляется расфиксацией, по- воротом и фиксацией револьверной головки. Инструменты, как пра- вило, закрепляются в гнездах магазина и не меняются в течение всего времени обработки партии заготовок. Магазин является рабочим ор- ганом станка, воспринимающим силы резания. Рис. 2.19. Схема устройства смены шпиндельного узла в виде револьверной го- ловки
При применении револьверных головок необходимость на- личия инструментальных и транспортных манипуляторов, а также промежуточных накопителей отсутствует. Преимуществом таких устройств АСИ являются простота конструкции, минимальное время, необходимое для смены инструментов (1–3 с), отсутствие автомати- ческой смены инструмента в шпинделе станка.
Рис. 2.20. Схема устройства смены шпиндельного узла в виде дискового мага- зина
Недостатки: небольшое число инструментов; ограниченность рабочей зоны (поскольку подача инструмента осуществляется пере- мещением револьверной головки); невысокая жесткость инструмен- тальных шпинделей. По положениям осей револьверных головок эти устройства под- разделяются на головки с горизонтальной и вертикальной осями вра- щения. Наиболее широкое применение получили револьверные го- ловки с горизонтальной осью вращения (на многоцелевых станках с вертикальным шпинделем). Устройства для смены шпиндельного узла в виде дискового ма- газина используются с горизонтальной, вертикальной или наклонной осью поворота. Шпиндели поочередно присоединяются к приводу, обеспечивающему вращение и подачу шпинделя (рис. 2.20). При сме- не инструмента шпиндель отсоединяется от привода. Магазин пово- рачивается в положение, при котором очередной шпиндель устанав- ливается соосно со шпинделем привода и присоединяется к послед- нему. Преимуществом устройств АСИ с магазином шпиндельных гильз перед устройствами с револьверными инструментальными шпиндельными головками является увеличение числа инструментов, большая жесткость шпинделя, меньшие ограничения зоны обработки, поскольку подача инструментов осуществляется перемещением гиль- зы шпинделя. По сравнению с устройствами АСИ со сменой инструмента в шпинделе станка, АСИ с магазином шпиндельных гильз имеют меньшую жесткость шпинделя из-за необходимости увеличения вы- лета инструмента, меньшую вместимость магазинов, необходимость при смене инструмента отвода заготовки на значительное расстояние от шпинделя. На инструмент, находящийся в магазине, возможно по- падание стружки и пыли. Устройства для смены инструмента в шпинделе станка состоят из магазинов-накопителей инструмента и устройств различных кон- струкций для автоматической его установки из магазина в шпиндель станка и обратно.
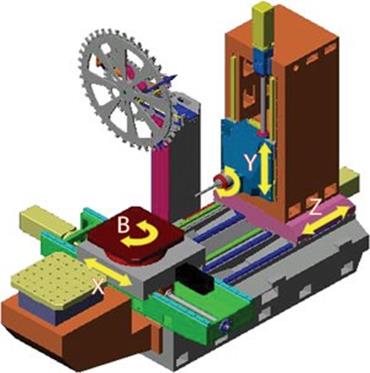
На небольших и средних многоцелевых станках применяются наиболее простые конструкции устройств АСИ, в которых смена ин- струмента осуществляется относительным перемещением магазина и шпинделя станка (рис. 2.21) [7]. Применение таких устройств исклю- чает наличие сложного узла – манипулятора, работающего в сложном цикле, требующего многих блокировок и точных фиксаций.
Рис. 2.21. Схема устройства смены инструмента путем относительного перемеще- ния шпинделя: станок горизонтальный сверлильно-фрезерно-расточной с ЧПУ мо- дели 630H ОАО «Стерлитамакский станкозавод»
Это повышает надежность работы (что особенно важно при ра- боте по безлюдной технологии), но увеличивает время смены инст- румента, так как время поиска требуемого инструмента в этом случае не может быть совмещено с временем работы станка. Магазины уст- ройств АСИ с манипулятором подразделяются на диско- вые,барабанные и цепные. Дисковые магазины (рис. 2.21) применя- ются с горизонтальной, вертикальной и наклонной осями вращения. В магазинах с горизонтальной осью вращения инструменты устанав- ливают горизонтально (рис. 2.21). В магазинах с вертикальной осью вращения инструменты могут быть установлены вертикально, гори- зонтально или под углом (корончатые). В магазинах с наклонной осью поворота инструменты устанав- ливают параллельно оси поворота или под углом (корончатые). Барабанные магазины выполняются многоярусными (в виде этажерок) с вертикальной осью вращения с горизонтально установ- ленными инструментами. Цепные магазины выполняются вертикальными, горизонталь- ными или наклонными различной конфигурации (рис. 2.22) [4].
Рис. 2.22. Пример цепного магазина (горизонтальный обрабатывающий центр Hyundai Kia KH 50G/63G)
Наибольшей вместимостью обладают барабанные и цепные ма- газины. Магазины-накопители инструментов могут быть установлены на стойке (колонне) станка, сверху или сбоку, вне станка или на шпин- дельной бабке. Расположение магазина на шпиндельной бабке (рис. 2.23) не требует дополнительных перемещений манипулятора, шпин- дельной бабки или магазина для обеспечения необходимого взаимно- го положения магазина и шпинделя при смене инструмента, которая осуществляется при любом положении шпинделя. Однако в связи с большой массой магазина имеют место значительные потери времени на вспомогательные ходы шпиндельной бабки.
Рис. 2.23. Установка магазина на шпиндельной бабке станка
Масса магазина и инструментов будет оказывать влияние на точность обработки заготовок, так как силы инерции, возникающие в момент пуска и торможения магазина при поиске инструмента, воз- действуют на систему СПИД станка и микрогеометрию обрабаты- ваемой поверхности. Кроме того, степень заполнения магазина инст- рументами и его различная масса обусловливают различные нагрузки на бабку станка, что приводит к смещению оси шпинделя, а также влияет на стабильность позиционирования. При установке магазина вне шпиндельной бабки (рис. 2.21) сме- на инструмента осуществляется при перемещении шпиндельной баб- ки по окончании очередного перехода в позиции смены инструмента , что увеличивает время между переходами, а также снижает точность обработки на величину повторяемой точности позициони- рования шпиндельной бабки.
Инструментальные манипуляторы (рис. 2.24) [8], предназначен- ные для смены инструмента в шпинделе станка, по числу захватов подразделяются на одно-, двух- и многозахватные. Наиболее широкое применение получили двух-захватные манипуляторы.
Рис. 2.24. Конструктивная схема смены инструмента манипулятором: 1 – инст- румент; 2 – манипулятор; 3 – магазин; 4 – шпиндель
Агрегатированные устройства АСИ. С целью увеличения эф- фективности устройства АСИ, повышения их надежности и снижения стоимости используют устройства АСИ, выполненные в виде закон- ченных унифицированных автономных узлов (модулей), которые не зависят от компоновки конкретного станка и могут поставляться как самостоятельные узлы к различным моделям станков с ЧПУ. Они мо- гут устанавливаться на станине или колонне станка или на отдельном фундаменте. Применение таких устройств позволяет максимально унифицировать конструкции многоинструментальных станков с ЧПУ. Установка магазинов агрегатированных автономных устройств АСИ вне станка на отдельном фундаменте обеспечивает большую вместимость магазина, удобство его обслуживания и исключает вследствие отсутствию связи со станком влияние переменного веса комплекта инструмента и вибрации при перемещении магазина для поиска инструмента во время работы станка, а также влияние температурного фактора на точность обработки. Значительное расстояние магазина от рабочей зоны станка обеспечивает предохранение инструментов от попадания стружки, эмульсии, чугунной пыли и т. д.
1- револьверная головка; 2 – магазин; 3 – манипу-лятор; 4 – шпиндельная бабка Комбинированные устройства АСИ. Такие устройства обеспечивают смену шпиндельного узла и инструмента в шпиндельном узле (рис. 2.25). В их со- став входят: револьверная головка, по- ворот которой на 1800 обеспечивает смену всего шпиндельного узла; уста- новленный на инструментальной бабке магазин с манипулятором, предназна- ченным для смены инструмента в од- ном из шпинделей револьверной го- ловки во время обработки заготовки инструментом, установленным в дру- гом шпинделе. Смена инструмента осуществляется в любом его поло- жении относительно стола станка.
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 823; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.190.167 (0.011 с.) |




 а б
а б Рис.2.25.Схема комбинирован- ного устройства АСИ:
Рис.2.25.Схема комбинирован- ного устройства АСИ:


