Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройства АСИ для станков токарной группыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
На станках с ЧПУ токарной группы наиболее широко применя- ются многопозиционные револьверные головки (рис. 2.14) [3–5], чис- ло инструментов в которых позволяет осуществить полную токарную обработку заготовок. Около 70 % заготовок могут быть обработаны всего восемью инструментами, а при наличии 13 инструментов мож- но обработать более 95 % заготовок. Револьверные головки приме- няются четырех-, шести-, восьмипозиционные и с большим числом позиций.
Рис. 2.14. Фотографии револьверных головок
Наиболее широко используются восьмипозиционные головки. При оснащении токарных станков двумя независимо программируе- мыми головками в обработке заготовок одновременно принимают участие два инструмента. Револьверные головки применяются с вертикальной, горизон- тальной и наклонной (корончатые) осями вращения; инструменты ус- танавливаются в той последовательности, в какой они используются согласно технологическому процессу. Смена инструмента осуществ- ляется поворотом и фиксацией головки или линейным ее перемеще- нием (в случаях, когда в одной позиции установлено несколько инст- рументов). Инструментальный магазин – револьверная головка – является рабочим органом станка, воспринимающим силы резания, следова- тельно, к нему предъявляются требования высокой прочности, жест- кости и точности позиционирования. Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инст- румента должна осуществляться удобно и легко, для чего к нему не- обходимо обеспечить свободный доступ. На рис. 2.15 показаны схемы различных вариантов и сочетаний револьверных головок, применяемых на токарных станках с ЧПУ. Изначально на станки устанавливалась револьверная головка, выпол- ненная по аналогии с резцедержателем универсального станка. В такие четырехпозиционные револьверные головки с осью, перпендикулярной к оси шпинделя (рис. 2.15, а), на каждой грани го- ловки может быть установлено несколько инструментов. При этом можно вести обработку сразу несколькими инструментами. Попытка увеличить количество позиций револьверных головок привела к созданию 6-, 8-, 10- и 12-позиционных головок с осью, перпендикулярной оси шпинделя станка (рис. 2.15, б). В 12- позиционной головке могут быть установлены шесть инструментов для обработки наружных поверхностей и шесть для внутренних. Дальнейшее совершенствование револьверных головок привело к созданию головок с осью, параллельной оси шпинделя (рис. 2.15, в) 8- и 12-позиционных, обеспечивающих максимальную точность ус- тановки инструмента. Такие головки используются, в основном, на патронно-центровых станках. Шестипозиционные корончатые револьверные головки показа- ны на рис. 2.15, г.
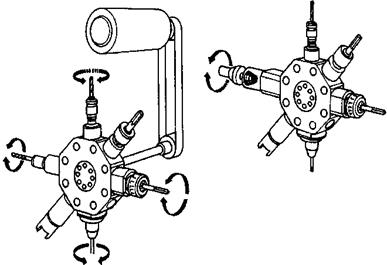
Рис. 2.15. Схемы конструктивного исполнения револьверных головок токар- ных станков Дальнейшее стремление увеличить емкость головок привело к установке нескольких инструментальных головок на одной каретке. Две головки 4-, 5- или 6-позиционные с осью вращения, перпендику- лярной к оси шпинделя, установленные на одной каретке, показаны на рис. 2.15, д, а две головки с осью, параллельной этой оси, установ- ленные на одной каретке - на рис. 2.15, е. Если допустить возможность независимого перемещения голо- вок по оси, перпендикулярной к шпинделю, то вполне возможно осуществлять обработку сразу нескольких поверхностей. Две головки (4- или 6-позиционные) с осью, перпендикулярной оси шпинделя, с независимым поперечным перемещением (рис. 2.15, ж) обеспечивают одновременную обработку заготовки двумя инструментами. Две го- ловки на общей каретке, одна из которых (с восемью и большим чис- лом позиций) с осью, параллельной оси шпинделя, предназначена в основном для обработки наружных поверхностей, а вторая четырех- или шестипозиционная с осью, перпендикулярной оси шпинделя для внутренних поверхностей, показаны на рис. 2.15 з. Две головки на одной каретке, одна из которых корончатая, а вторая - с осью, перпендикулярной оси шпинделя, – на рис. 2.15, и. На рис. 2.15, к показаны две головки с независимым пере- мещением, одна из которых с осью, параллельной оси шпинделя, а вторая - с осью, перпендикулярной оси шпинделя, предназна- чены для обработки внутренних поверхностей. Однако применение таких конструкций с несколькими ре- вольверными головками ведет к значительному усложнению конструкции станка, системы ЧПУ, повышает сложность разра- ботки управляющих программ, а количество поверхностей, до- пускающих совместную обработку, ограничено. В последнее время на токарных станках с ЧПУ используют- ся агрегатированные револьверные головки, представляющие со- бой полностью законченные узлы, устанавливаемые на каретке или суппорте станка. Значительная часть (70 - 75 %) обрабатываемых на токар- ных станках с ЧПУ видов деталей (фланцы, валы, стаканы) тре- буют и других отличных от токарных методов обработки, к кото- рым относятся сверление, резьбонарезание метчиком, фрезеро- вание боковых поверхностей и канавок. Для сокращения цикла обработки таких деталей их целесообразно полностью обрабаты- вать на одном станке, что исключает время на переустановку за- готовки со станка на станок. Однако, если установить в револь- верной головке токарного станка вращающийся инструмент, то заготовки могли быть полностью обработаны на одном станке. Практическая реализация данной идеи привела к созданию ре- вольверных головок с приводными позициями (рис. 2.16). Показанная на рис. 2.16 головка вследствие того, что одно- временно вращаются сразу все инструменты, имеет ряд сущест- венных недостатков: представляет опасность для оператора и значительные затраты энергии на бесполезное вращение неис- пользуемого инструмента. Данные недостатки привели к созда- нию револьверных головок, у которых вращается только один задействованный в обработке инструмент (рис. 2.17).
Рис. 2.16. Конструктивная схема револьверной головки с вращающимися шпинделями токарного станка
Токарные станки, оснащенные приводным инструментом, полу- чили название токарных обрабатывающих центров. Такие станки обычно оснащаются одной револьверной головкой, содержащей как приводной, так и неподвижный инструмент; двумя револьверными головками, одна из которых содержит неподвижный инструмент, а вторая - приводной. 5 3 4
Рис. 2.17. Схема шестипозиционной револьверной головка с вращающимся ин- струментом: 1 – приводной двигатель; 2 – зубчатая ременная передача; 3, 4 – полумуфты; 5 – инструмент
В одну из приводных позиций может быть установлен патрон, позволяющий в процессе обработки перебазировать деталь с другой стороны и провести обработку заготовки с двух сторон. Однако чаще такие станки снабжаются противошпинделем, по- зволяющим высвободить револьверную головку для обработки. Токарные станки с ЧПУ могут быть оснащены устройствами АСИ, состоящими из магазинов-накопителей инструмента и манипу- ляторов, которые автоматически заменяют инструмент в резцедержа- теле. Применение таких устройств АСИ имеет следующие преиму- щества перед револьверными головками: исключается возможность сталкивания инструмента, что значительно упрощает программиро- вание и составление карт наладки; наличие большего числа инстру- ментов в магазине позволяет обработать максимальное число поверх- ностей с одной установки; обеспечивается возможность замены инст- рументов в магазине во время работы станка, что сводит к минимуму подготовительно-заключительное время на смену комплекта инстру- ментов. Примеры обработки поверхностей на токарных обрабатываю- щих центрах показаны на рис. 2.18.
Рис. 2.18. Примеры обработки на станках с револьверной головкой с привод- ными шпинделями
В настоящее время магазины − накопители устанавливаются, в основном, на токарные обрабатывающие центры с вертикальным расположением оси шпинделя. На станках с горизонтальным распо- ложением оси шпинделя используются в основном восьмипозицион- ные револьверные головки с горизонтальной осью вращения. При изготовлении криволинейных пазов и поверхностей кулач- ков, а также для растачивания отверстий с точным угловым располо- жением требуется привод шпинделя, управляемый УЧПУ и обеспе- чивающий программируемое угловое перемещение шпинделя, часто- ту и направление вращения. Для этого используется следящий привод с обратной связью по угловому положению шпинделя. При фрезеровании и нарезании резьбы гребенкой, при точении многогранников или фрезеровании винтовых канавок применяется синхронизация вращения инструмента и заготовки.
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1037; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.28.31 (0.008 с.) |