Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация, назначение и устройство токарных станков.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов: -одношпиндельные автоматы и полуавтоматы; -многошпиндельные автоматы и полуавтоматы; -токарно-револьверные; -токарно-отрезные; -токарно-карусельные; -токарные, токарно-винторезные, токарно-лобовые; -многорезцовые, токарно-полировальные; -специализированные; -специальные.
Различают пять степеней точности станков: нормальную - Н; повышенную - П; высокую - В; особо высокую - А; особую - С.
Обозначение модели станка содержит 3-4 цифры и несколько букв. Первая цифра - группа станка (все токарные станки- 1); вторая-тип станка; третья и четвертая цифры - размерный параметр станка (обычно высота центров: 2 или 20 - высота центров 200 мм и 3 или 30 - высота центров 300 мм и т. д.).
Назначение Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках. На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Устройство токарных станков
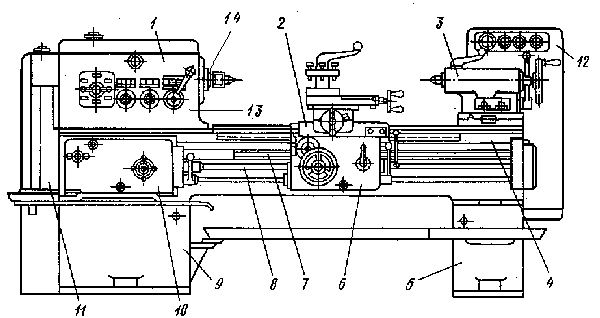
Рисунок 4. Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 - коробка скоростей, 14 — шпиндель.
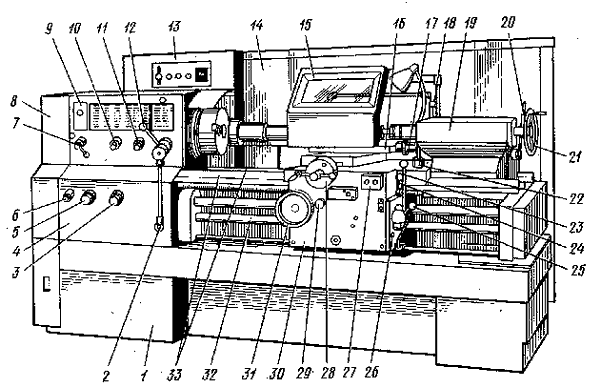
Рисунок 5. Общий вид и размещение органов управления токарно-винторезного станка 16К20: Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины.
Станина - жесткая чугунная отливка, на которой смонтированы все основные узлы станка. Сверху она имеет две пары направляющих, обеспечивающих прямолинейное перемещение суппорта и задней бабки в продольном направлении. Передняя бабка - пустотелая отливка, в которой размещается коробка скоростей и главный ведомый вал станка - шпиндель. Бабка служит для установки обрабатываемой заготовки и сообщения ей вращения с предусмотренной частотой Задняя бабка предназначена для поддержания свободного конца длинной заготовки, а также установки некоторых режущих инструментов (сверл, разверток и др.). Бабка состоит из трех основных частей: плиты, корпуса и пиноли с коническим отверстием на переднем конце. Для обтачивания конусов корпус может быть поперечно смещен относительно плиты и зафиксирован в требуемом положении. Суппорт служит для перемещения резца в продольном, поперечном или угловом направлениях относительно оси обрабатываемой заготовки. Состоит из пяти основных частей: трех салазок (продольных, поперечных и верхних), поворотной плиты и резцедержателя. Фартук прикреплен к продольным салазкам (каретке) суппорта. Размещенный в нем механизм предназначен для преобразования вращательного движения ходового винта 9 или ходового вала 10 в поступательные перемещения суппорта. От ходового винта движение заимствуется только при нарезании резьб резцами, для всех прочих работ передающим звеном служит ходовой вал. Коробка подач предусмотрена для настройки станка на подачу или шаг нарезаемой резьбы. Гитара сменных колес является дополнительным механизмом коробки подач. С ее помощью можно практически неограниченно расширять диапазон настроек станка на шаги нарезаемых резьб. Тумбы -пустотелые чугунные отливки, применяемые в качестве опор станины. Внутреннее пространство тумб используется обычно для размещения электродвигателя и агрегата смазочно-охлаждающей системы,
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 5667; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.15.72.229 (0.006 с.) |