
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станок зе711в является базовым для многих моделей плоскошлифовальных станков. Основные узлы и механизмы движения его типизированы и используются в станках аналогичного назначения.Содержание книги
Поиск на нашем сайте
Плоскошлифовальный станок высокой точности с прямоугольным столом и горизонтальным шпинделем мод. ЗЛ722В предназначен для обработки плоских поверхностей периферией и торцом шлифовального круга, а также фасонных поверхностей профилированным кругом. Класс точности станка — В. Шлифуемые детали в зависимости от материала, формы и размеров закрепляются на электромагнитной плите или непосредственно на рабочей поверхности стола. Компоновка станка и конструкция шпинделя на подшипниках качения обеспечивают высокую жесткость шлифовальной бабки независимо от положения шлифовального круга над столом и исключают влияние массы перемещающихся узлов на точность обработки. Применение на направляющих стола и салазок фторопластовой ленты с низким коэффициентом трения и винтовых пар качения в механизмах вертикальной и поперечной подач позволяет достигнуть малых скоростей перемещения рабочих органов и получить стабильную высокую точность обрабатываемых деталей. Устройство цифровой индикации для визуальною контроля величины вертикального перемещения шлифовальной бабки в процессе обработки, система дистанционного управления местом и величиной продольного перемещения стола и поперечного перемещения стойки позволяют повысить производительность станка и обеспечивают удобство обслуживания. Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки обеспечивают уменьшение тепловых деформаций, увеличение срока службы станка и сохранение точностных параметров при длительной работе. Для безопасной работы на станке предусмотрены необходимые ограждающие устройства, блокировки и аварийный отвод шлифовального круга от детали. Внутришлифовальные станки Шлифовальный станок данного типа предназначен для шлифования внутренних поверхностей вращения. Наиболее распространенным является такой станок, у которого обрабатываемая заготовка вращается вокруг оси шлифуемого отверстия, а шлифованный круг - вокруг своей оси. Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных и глухих отверстий, не имеющих канавок для выхода из круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность и меньший параметр шероховатости поверхности.
Отечественная промышленность изготовляет внутришлифовальные станки следующих моделей: ЗК225В; ЗК225А; ЗК227В; ЗК227А; ЗК228В; ЗК228А; ЗК229В; СШ162; СШ64. Для станка мод. ЗК227А диаметр шлифуемых отверстий составляет 20... 150 мм. Станок СШ162 — специальный полуавтомат предназначен для скоростного шлифования; СШ64 — бесцентровальный специальный. Станки мод. ЗК225А; ЗК227А и ЗК228А — особо высокой точности.Общий вид внутришлифовального автомата с базированием заготовки на неподвижных опорах и приводом от магнитного патрона показан на рис. 6. Основными узлами станка являются: станина 22, на которой размещены бабка изделия 1 с загрузочно-резгрузочным механизмом 2, магнитным патроном 3, механизмом правки 5, пиноль 18 с электрошпинделем, шлифовальная бабка 15, шкаф 11 с электроаппаратурой коммутации и защиты электрических цепей. Загрузку необработанных изделий производят по лотку 30, а выдачу готовых — по лотку 26. Подачу масла к подшипникам электрошпинделя, в виде масляного тумана осуществляет специальное устройство из гидробака 16. Для базирования обрабатываемого изделия 4, предусмотрено башмачное устройство 20. Шлифовальный круг 19 закрепляют на электрошпинделе пиноли 18. Ход пиноли 18 устанавливают упорами 10, а управление подачами шлифовальной бабки 15 со шлифовальным кругом 19 контролируют упорами 14.
Управление механизмами станка производят кнопками и переключателями с пульта 6 управления. Механизм 7 предназначен для ручного перемещения пиноли шлифовального круга 19. Для разворота бабки изделия 1 в горизонтальной плоскости на рассчитанный угол используют винт 25. Контрольно-измерительные приборы станка сосредоточены на пульте 9. На крышке люка бабки изделия 1 размещены винт 27 привода измерительной головки, устройство 28 — ручного перемещения пиноли бабки изделия 1; рукоятка 29 — крана подачи СОЖ. Для подготовки станка к автоматической работе необходимо выполнить весь комплекс наладочных работ, загрузить в лоток 30 заготовки и на наладочном режиме (с последовательным нажатием кнопок и переключателей на пульте управления 6) произвести обработку 3—5 изделий. В процессе обработки необходимо вести наблюдение за работой механизмов автомата, а также проверить точность обработки изделий. Выявленные недостатки незамедлительно устранить. При получении требуемой точности и качества обработки переключить станок на автоматическую работу и обработать всю партию изделий. Бесцентрово-шлифовальные выполняют высокопроизводительное шлифование поверхностей большой длины и малого диаметра, а также заготовок без центровых отверстий. Заготовки могут обрабатываться тремя способами: шлифованием до упора, врезным и на проход. Используются для врезного или продольного шлифования ступенчатых, гладких, фасонных и конических поверхностей. Бесцентрово-шлифовальные станки производительней внутри- и круглошлифовальных, конструктивно проще, но в тоже время менее универсальны.
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 967; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.79.187 (0.009 с.) |

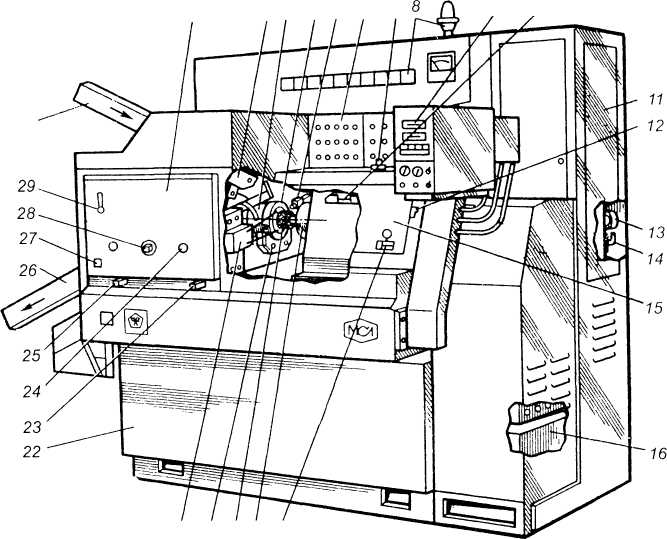 Рис. 6. Внутришлифовальный автомат с базированием заготовки на неподвижных опорах и приводом от магнитного патрона: 1 — бабка изделия; 2 — загрузочно-разгрузочный механизм; 3 — магнитный патрон; 4 — обрабатываемая заготовка; 5 — механизм правки; 6 — пульт управления; 7— механизм ручного перемещения пиноли шлифовального круга; 8 — сигнальные лампочки; 9 — пульт контрольно-измерительного прибора; 10 — упоры управления пиноли; 11 - электрошкаф; 12 — лимб механизма отскока; 13 — лимб механизма компенсации; 14— упоры управления механизма подачи шлифовальной бабки; 15 — шлифовальная бабка; 16— гидробак с панелью; 17 — индикатор подачи; IX — пиноль с электрошпинделем; 19 — шлифовальный круг; 20 — башмачное устройство; 21 — контрольно-измерительный прибор; 22 — станина; 23- винт поперечного перемещения бабки изделия; 24 — винт зажима пиноли бабки изделия; 25 — винт разворота бабки изделия на угол (в горизонтальной плоскости); 26 — лоток выдачи изготовленных деталей; 27 — винт привода измерительной головки; 28 — устройство ручного перемещения пиноли бабки изделия; 29 — рукоятка крана подачи СОЖ; 30 — лоток загрузки заготовок
Рис. 6. Внутришлифовальный автомат с базированием заготовки на неподвижных опорах и приводом от магнитного патрона: 1 — бабка изделия; 2 — загрузочно-разгрузочный механизм; 3 — магнитный патрон; 4 — обрабатываемая заготовка; 5 — механизм правки; 6 — пульт управления; 7— механизм ручного перемещения пиноли шлифовального круга; 8 — сигнальные лампочки; 9 — пульт контрольно-измерительного прибора; 10 — упоры управления пиноли; 11 - электрошкаф; 12 — лимб механизма отскока; 13 — лимб механизма компенсации; 14— упоры управления механизма подачи шлифовальной бабки; 15 — шлифовальная бабка; 16— гидробак с панелью; 17 — индикатор подачи; IX — пиноль с электрошпинделем; 19 — шлифовальный круг; 20 — башмачное устройство; 21 — контрольно-измерительный прибор; 22 — станина; 23- винт поперечного перемещения бабки изделия; 24 — винт зажима пиноли бабки изделия; 25 — винт разворота бабки изделия на угол (в горизонтальной плоскости); 26 — лоток выдачи изготовленных деталей; 27 — винт привода измерительной головки; 28 — устройство ручного перемещения пиноли бабки изделия; 29 — рукоятка крана подачи СОЖ; 30 — лоток загрузки заготовок


