Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструмент, применяемый при работе на фрезерных станкахСодержание книги
Поиск на нашем сайте
Режущий инструмент, применяемый при работе на фрезерных станках, весьма разнообразен. 1Цилиндрические фрезы используются для обработки открытых поверхностей. Зубцы располагаются на цилиндрической основе и наклонены к оси под углом 30-40%. Эти фрезы используются для комплексной обработки многоступенчатой поверхности и различных пластиков.
2Торцевые фрезы предназначены для обработки открытых поверхностей. Ось фрезы размещена под прямым углом к обрабатываемой поверхности. Зубцы расположены на цилиндрической и торцевой поверхностях фрезы. Преимуществом торцевых фрез перед цилиндрическими является большое число зубцов, что снижает вибрации и улучшает качество обработки.
4Дисковые фрезы используются для резки пазов, канавок, раскроя металла. Исходя из конструктивных особенностей, их можно разделить на две категории цельные и сборные.
5Угловые фрезы, по сути, это одна из разновидностей дисковых фрез. Они применяются для прорезки канавок с угловым профилем. Однако наиболее часто, угловые фрезы используют для прорезки стружечных канавок у фрез, разверток и зенкеров. Сейчас на рынке представлены четыре вида угловых фрез:правые и левые фрезы двухсторонние, симметричные и несимметричные двух угловые фрезы. Производятся они цельнометаллическими из быстрорежущей стали.
Его можно классифицировать следующим образом:
Рис. 8. Обозначение угловой фрезы Плоские ножи, применяемые для насадных сборных фрез, бывают односторонние или двухсторонние и имеют прямолинейные режущие кромки для плоского фрезерования или криволинейные режущие кромки для выборки профилей. Преимущества сборных фрез заключаются в простоте, дешевизне и быстроте изготовления резцов, а также возможности сохранения постоянного диаметра окружности резания. Отрицательными качествами являются трудность заточки профильных ножей с подгонкой по шаблону, необходимость балансировки головок и менее выгодные углы резания. Цельные фрезы по сравнению со сборными имеют ряд преимуществ. Они, как правило, обладают большим числом резцов (четыре, шесть и более), исключают необходимость балансировки, более безопасны, так как не имеют частей, которые могут вылететь из крепления во время работы, обеспечивают большую производительность и легко сменяются. Основным недостатком цельных фрез является изменение диаметра по мере стачивания. Для заточки насадочных и концевых фрез имеются специальные заточные станки. Улучшенные конструкции фрез Безопасная фланцевая ножевая головка с плоскими ножами (рис. 9). Основной особенностью конструкции новой фланцевой ножевой головки в отличие от ранее применявшихся является безопасность ее эксплуатации, так как вылет ножей во время работы исключается. Одновременно обеспечивается возможность регулирования положения режущих кромок ножей во время их установки с высокой степенью точности при минимальной затрате времени. На шпинделе фланцевая ножевая головка, состоящая из верхнего и нижнего фланцев и двух плоских ножей, крепится гайкой. Между гайкой и верхним фланцем рекомендуется устанавливать прокладочное кольцо. При затягивании гайки не следует применять большое усилие, так как в этом нет необходимости и, кроме того, усилие может привести к искривлению шпинделя станка и ненормальной его работе.
Рис. 9. Безопасная фланцевая ножевая головка с плоскими ножами: 1 — нож, 2 — верхний фланец, 3 — прокладочное кольцо, 4, — гайка, 5 — шпиндель, 6 — стопорный винт, 7 — вилки, 8 — предохранительный винт, 9 — нижний фланец Верхняя боковая кромка ножей выполнена в виде рейки, зубцы которой входят во впадины между витками предохранительного винта 8, препятствуют вылету их во время работы. Между зубцами рейки и впадинами винтовой нарезки предохранительного винта необходим небольшой зазор, обеспечивающий зажим ножа в пазу верхнего фланца. Предохранительные винты удерживаются в отверстиях верхнего фланца с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Нижней боковой кромкой оба ножа входят в соответствующие пазы нижнего фланца, который предохранительных винтов не имеет. Регулирование положения режущих кромок ножей при их установке достигается вращением предохранительных винтов, имеющих внутренние шестигранные отверстия под торцовый ключ. При регулировании ножи лишь слабо зажимаются между фланцами.
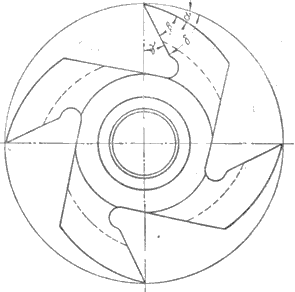
Рис. 10. Безопасная сборная фреза Режущая кромка ножей всегда должна выступать со стороны глухого конца отверстия для предохранительных винтов в верхнем фланце. В зависимости от сложности профиля обрабатываемой детали применяется одно или несколько предохранительных колец с распорными втулками соответствующих размеров и формы. Насадная цельная пазовая фреза (рис. 11) имеет шесть зубьев, из них три зуба подрезающих и три зуба зачищающих. Подрезающие зубья выступают над окружностью резания зачищающих зубьев на 0,2 мм. Подрезатели делаются с положительным или отрицательным передним углом. Подрезающие зубья такой фрезы формируют боковые поверхности паза с двух сторон. Работа на фрезерных станках При фрезеровании прямолинейных кромок деталей различают три случая: Во всех трех случаях фрезерование производится по направляющей линейке. При фрезеровании гладких кромок выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю заглубляют от линии резания на толщину стружки.
Рис. 11. Насадная цельная пазовая фреза При сквозном фрезеровании, когда часть ширины обрабатываемой кромки не фрезеруют, обе половинки линейки устанавливают в одной плоскости. В этом случае режущие кромки резцов выступают за линейку на глубину фрезерования. В таких случаях к направляющей линейке прикрепляют сплошную планку с прорезью для режущей части инструмента. При несквозном фрезеровании пользуются двумя упорами. Сначала деталь, уложенную на столе под некоторым углом к направляющей линейке, упирают торцом в передний упор (перед резцами) и прижимают к ней. Затем в таком положении деталь продвигают под резцами до противоположного упора (рис. 8). Для обеспечения безопасности работы при прямолинейном фрезеровании, особенно при фрезеровании узких деталей, обязательно следует пользоваться верхними и боковыми прижимами. При массовой работе удобно применять подающие устройства, пристраиваемые к любому фрезерному станку. Подача в этом случае осуществляется валиками или цепью. Аппараты эти применимы только для сквозного фрезерования. Фрезерование внешних криволинейных кромок деталей производится с (помощью шаблонов (цулаг). Шаблон-цулага служит для прочного закрепления обрабатываемой детали во время фрезерования и обеспечивает точность обработки и соответствие контуру шаблона. Для направления шаблона применяется упорное кольцо (рис. 9), надеваемое на шпиндель станка и вращающееся на нем. При обработке шаблон с закрепленной деталью продвигается под резцами так, что кромка его все время плотно прижимается к упорному кольцу, что обеспечивает обработку детали точно по шаблону.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 8534; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.65.198 (0.008 с.) |


 3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.
3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.

 6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.
6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.