
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 6 Шлифовальные станки.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Классификация назночение и устройства шлифовальных станков. Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до сотых долей микрометра и придания обрабатываемой поверхности высокой чистоты. На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки. Успехи последних лет в области усовершенствования шлифовальных кругов[1] и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования. На шлифовальных станках выполняют: обдирку, разрезку и отрезку заготовок; точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.; Заточку всевозможного инструмента. [править]Виды шлифовальных станков Круглошлифовальный (круглоторцешлифовальный) Внутришлифовальный (внутриторцешлифовальный) Плоскошлифовальный — для обработки плоскостей и сопряжённых плоских поверхностей;[2] Бесцентрошлифовальный — для обработки в крупносерийном производстве наружных поверхностей;[3] хонинговальный (процесс тонкого шлифования характеризуется снятием малых припусков (0,04…0,08 мм на диаметр.) Круглошлифовальные станки предназначены для наружного шлифования цилиндрических и конических поверхностей и подразделяются на универсальные и простые (не универсальные). В универсальных круглошлифовальных станках, кроме поворота рабочего стола на небольшой угол, до ±6°, возможен поворот как детали (заготовки), так и шлифовального круга за счет поворота передней и шлифовальной бабок вокруг их вертикальных осей на большой угол, что позволяет шлифовать на этих станках конусы с большим углом при вершине, а также торцовые плоскости. Кроме того, универсальные круглошлифовальные станкиШлифовальные станки: характеристики и схемы станка Шлифовальный станок применяется для того, чтобы очистить поверхность изделия от ненужных слоев. В основном он предназначен для древесных материалов. Металлорежущий станок для обработки заготовок абразивным инструментом это и есть шлифовальный станок. Используя шлифовальный станок, выполняют обдирку, резку и отрезку заготовок, точную обработку поверхностей заготовок, поверхностей вращения, зубьев колес, заточку инструмента и т.п. Первый универсальный круглошлифовальный станок был изобретен в 1874 году в США. На начальном этапе своего существования шлифовальный станок работал с кругами, которые были изготовлены из цельных кусков природных абразивных пород, позже стали применять более прочные круги из размолотых природных абразивов. Более востребован и популярен такой станок стал с 1893 года, когда были изготовлены искусственные абразивы (карборунды). Все более усовершенствованный «шлифовальник» позволил заменить другие станки: токарные, фрезерные и многие другие. По принятой классификации группу станков, работающих абразивным инструментом, обозначают цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 — круглошлифовальные станки; 2 — внутришлифовальные станки; 3 — обдирочно-шлифовальные, 4 — специализированные шлифовальные станки; 5 — продольно — шлифовальные; 6 — заточные; 7 — плоскошлифовальные с прямоугольным или круглым столом; 8 — притирочные и полировальные станки, 9 — разные станки, работающие абразивным инструментом. Если необходимо указать что рассматриваемая конструкция станка усовершенствована, т.е. принадлежит к новому поколению станков, то в условное обозначение вводят букву, например А (3А64). Специальные станки обозначают, как правило, условными заводскими номерами. Этот шифр станка не дает конкретных сведений о нем, следовательно, необходима дополнительная информация. Она обычно изложена в паспорте станка. Станки шлифовальной группы современных моделей предназначены для изготовления деталей с малыми отклонениями формы, размеров, малыми параметрами шероховатости поверхности и отличаются высокой производительностью. Обработку резанием, выполняемую множеством абразивных зерен, называют абразивной. Шлифованием называют резание металлов абразивными кругами. При шлифовании главным движением резания является движения инструмента. Различают шлифование периферией абразивного круга и торцом круга, в первом случае режущей частью является наружная поверхность круга, а во втором случае — торец круга. В зависимости от расположения и формы обрабатываемой заготовки шлифование подразделяют на следующие виды: наружное, когда обрабатывается наружная поверхность заготовки, внутреннее, когда обрабатывается внутренняя поверхность заготовки, плоское, когда обрабатывается плоская поверхность, профильная, когда обрабатывается поверхность, образующая которой представляет кривую или ломаную линию. Шлифование поверхности вращения называют круглым шлифованием, сферической поверхности — сферошлифованием, боковых поверхностей зубьев зубчатых колес — зубошлифованием, боковых сторон и впадин профиля резьбы — резьбошлифованием, шлицевых поверхностей — шлицешлифованием. Различают также шлифование в центрах (если заготовку крепят в центрах) и в патроне (если заготовку крепят в патроне). В машиностроении наиболее часто применяют круглое (наружное и внутреннее) и плоское шлифование. Шлифовальный круг представляет собою пористое тело, состоящее из большого количества мелких зерен, абразивного материала, соединенных между собою клеящим веществом — связкой керамической, вулканитовой или металлической. Процесс шлифования состоит в том, что вращающийся шлифовальный круг, соприкасаясь с металлом острыми гранями абразивных зерен, снимает с поверхности заготовки слой металла. Для шлифовальной обработки применяются круги, размеры которых соответствуют ГОСТ 2424-83, а абразивный материал техническим условиям с повышенными требованиями к его однородности. Размеры круга, его форма и характеристики, обычно заранее определены в технологических картах обработки. По этим параметрам подбирают круг соответствующей марки, например шлифовальный круг ЧАЗ ПП 600x200x203 24А 12 П СМ 5 32 2 кл АА, маркировка которого обозначает: ЧАЗ — Челябинский абразивный завод, ПП — форма круга, 600x200x203 — размеры круга, мм (диаметр наружной поверхности х высота х диаметр отверстия); 24А — марка материала (белый электрокорунд); 12 — номер зернистости; П — индекс зернистости; СМ — степень твердости; 5 — номер структуры; 35 — рабочая скорость; м/с; 2 кл — класс неуравновешенности; АА — класс точности. В заводских условиях существует система входного контроля абразивного инструмента с его сортировкой. На шлифовальных автоматах применяют круги, требующие как предварительной сборки и подготовки, так и не нуждающиеся в них. Круги первой группы малых и средних размеров (диаметром менее 150 мм) наладчик устанавливает непосредственно на шпиндель автомата после визуального осмотра на отсутствие трещин. Круги второй группы (диаметром 200-750мм) для установки на автомат собирают на оправке или планшайбе, при необходимости протачивают по наружной поверхности или торцам и балансируют на специальных балансировочных машинах или станках. Сборку и подготовку этих кругов осуществляют в абразивных мастерских заводов. Иногда такую работу выполняет наладчик автоматов. Области применения шлифовальных станков весьма разнообразны. Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки. Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках. Круглошлифовальные станки Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1). Таким шлифовальным станкам отдается наибольшее предпочтение. Станок состоит из станины 20 с направляющими, на которых смонтирован нижний стол 19, несущий на себе поворотный верхний стол 18 с передней 2 и задней 12 бабками. В задней бабке имеются рукоятки 11 для ручного зажима пиноли бабки. Верхний стол 18 при шлифовании конусов может поворачиваться вокруг оси 16, закрепленной на нижнем столе 19. Перемещение нижнего стола по направляющим станины может осуществляться вручную от маховика 77 через специальный механизм, или механически от гидравлического цилиндра, находящегося в станине. На поперечных направляющих станины смонтирована шлифовальная бабка 7 с механизмом быстрого подвода ее к заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечных подач с маховиком 6 для ручного поперечного движения подачи, рукоятками включения автоматических подач и дросселями регулирования скорости черновой и чистовой подач. Здесь же установлен механизм 5 автоматической правки круга. На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода-отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Гидравлический отвод пиноли задней бабки 12 производится педалью 75. Рис. 1. Круглошлифовальный центровой станок мод. ЗМ151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7— шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10— гидростанция; 12— задняя бабка; 14— панель гидроуправления; 15— педаль; 16— ось; 18, 19— верхний и нижний стол соответственно; 20 — станина На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями. С левой стороны станка расположен электрошкаф 7, а с правой — гидростанция 10. Подача СОЖ осуществляется рукояткой 3. При необходимости на станке может быть установлен люнет 4. обычно снабжаются дополнительной бабкой Для шлифования отверстий.
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (рис. 1, ж).
Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а—ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом: г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; J работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами. Шлифование поперечными рабочими ходами, при этом поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а шириной, равной поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска. При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола; после каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние (3/4—4/5) H; оставшуюся часть припуска (0,01...0,02 мм) снимают предыдущим способом. При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами. Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделем; неавтоматизированные и полуавтоматические станки — с приборами активного контроля. В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей. Плоскошлифовальный станок с прямоугольным столом общего назначения показан на рис. 3. На станине 1 станка установлен стол 5, совершающий возвратно-поступательное перемещение по направляющим от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производят с помощью магнитной плиты 12, привинченной к столу. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 11, закрытого кожухом 7. Механизмы подач, находящиеся в станине, шлифовальной бабки сообщают поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1692; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.148.76 (0.013 с.) |

 Плоскошлифовальные станки
Плоскошлифовальные станки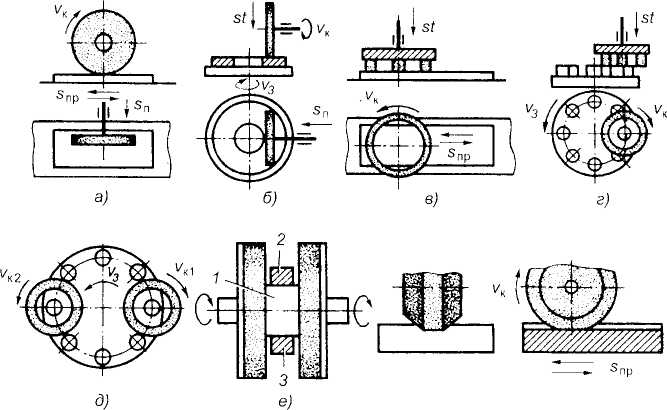
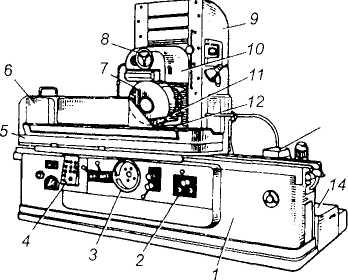 Рис. 3. Устройство плоско-шлифовального станка с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель; 3. 8— маховики; 4 — пульт управления; 5— стол; 6. 7— кожухи; 9— стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13— гидростанция; 14— насос. Механизмы подач работают от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляют маховиком 3, а шлифовальной бабки (в вертикальном направлении) маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитная плита с обрабатываемой заготовкой закрывается кожухом 6. Подача СОЖ обеспечивается от бачка с насосом 14.
Рис. 3. Устройство плоско-шлифовального станка с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель; 3. 8— маховики; 4 — пульт управления; 5— стол; 6. 7— кожухи; 9— стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13— гидростанция; 14— насос. Механизмы подач работают от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляют маховиком 3, а шлифовальной бабки (в вертикальном направлении) маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитная плита с обрабатываемой заготовкой закрывается кожухом 6. Подача СОЖ обеспечивается от бачка с насосом 14.


