

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Рекомендуемые режимы резания
Похожие статьи вашей тематики
Увеличение надежности обработки при использовании предель- ных глубины резания и подачи может быть достигнуто путем устране- ния технологических перегрузок, возникающих обычно в момент вре- зания и выхода инструмента из зоны резания. Система ЧПУ позволяет автоматически менять величину подачи на этих переходах цикла. Про- изводительность и надежность повышают также путем рационального выбора скорости резания.
Опыт эксплуатации станков с ЧПУ показывает, что скорость ре- зания следует выбирать с учетом особенностей автоматизированных технологических процессов. Рабочие ходы и переходы каждого инст- румента осуществляют с различной глубиной резания, подачей и ско- ростью при различных направлениях перемещения. Каждый инстру- мент в течение периода стойкости обрабатывает различные поверхно- сти деталей из одинаковых или различных материалов. Каждый рабо- чий ход выполняется на режимах, обеспечивающих более полное при- менение станка и инструмента. Инструменты используются в составе различных многоинструментальных наладок, причем меньшую часть инструментов заменяют при смене обрабатываемой детали, а большую
– по мере затупления.
Указанные особенности технологического процесса существенно влияют на характер износа и выбор скорости резания.
Для выбора режимов резания на станках с ЧПУ используют спе- циальные справочники – общемашиностроительные нормативы режи- мов резания, разработанные для различных видов режущих инстру- ментов (концевых фрез, резцов с механическим креплением твердо- сплавных пластин и т. д.).
В табл. 6, 7, 8 указаны рекомендуемые при точении и фрезеро- вании режимы резания, предлагаемые компанией Sandvik.

Рекомендации по выбору скоростей резания при точении (с применением СОЖ)
Таблица 6
| | | |  |
| ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания kc 0.4
Н/мм2
| Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | CT5005
| CT5015
| GC1525
| | подача fn, мм/об при kr 90°-95°
| | 0.05-0.1-0.2
| 0.05-0.1-0.2
| 0.05-0.1-0.2
| | Скорость резания (Vc), м/мин
| | Р
| | Нелегированная сталь
|
|
|
|
|
| | 01.1
| C = 0.1-0.25%
|
|
| 730-590-485
| 650-540-440
| 560-465-380
| | СТАЛЬ
| 01.2
| C = 0.25-0.55%
|
|
| 650-530-420
| 570-480-385
| 495-415-335
| | 01.3
| C = 0.55-0.80%
|
|
| -
| 510-425-340
| 430-365-295
| | | Низколегированная сталь
(легирующих элементов <5%)
|
| | 02.1
| В состоянии поставки (сырая)
|
|
| 530-450-360
| 480-400-320
| 375-320-255
| | 02.12
| Подшипниковая сталь
|
|
| -
| -
| -
| | 02.2
| Закаленная и отпущенная
|
|
| 395-325-250
| 285-235-190
| 200-165-135
| | 02.2
| Закаленная и отпущенная
|
|
| 320-260-200
| 230-190-150
| 160-135-110
| | | Высоколегированная сталь
(легирующих элементов >5%)
|
| | 03.11
| Отожженная
|
|
| -
| 395-330-250
| 260-215-175
| | 03.21
| Закаленная инструментальная сталь
|
|
| -
| 195-165-130
| 145-115-90
| | | Стальное литье
|
| | 06.1
| Нелегированное
|
|
| -
| 260-215-175
| 225-185-145
| | 06.2
| Низколегированное (легирующих элементов <5%)
|
|
| -
| 270-225-170
| 175-145-105
| | 06.3
| Высоколегированное (легирующих элементов >5%)
|
|
| -
| 200-165-125
| 140-115-85
|
| | | |  |
 Продолжение табл.6 Продолжение табл.6
| ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc =0.4
Н/мм2
|
Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | GC1525
| GC1005
| GC1105
| | подача fn, мм/об при kr 90°-95°
| | 0.1-0.2
| 0.1-0.2-0.3
| 0.1-0.2-0.3
| | Скорость резания (Vc), м/мин
| | M
|
| Ферритная, мартенситная Прутки. Поковки
|
| | НЕРЖАВЕЮЩАЯ СТАЛЬ
| 05.11
| Незакаленная
|
|
| 290-240
| 380-305-245
| 380-305-245
| | 05.12
| Дисперсионно-твердеющая
|
|
| 170-150
| 350-280-225
| 350-280-225
| | 05.13
| Закаленная
|
|
| 170-150
| 245-195-160
| 245-195-160
| |
| Аустенитная Прутки, поковки
|
| | 05.21
| Незакаленная
|
|
| 220-195
| 410-330-265
| 410-330-265
| | 05.22
| Дисперсионно-твердеющая
|
|
| 195-170
| 220-175-145
| 220-175-145
| | 05.23
| Сверхаустенитная
|
|
| 145-130
| 245-200-160
| 245-200-160
| |
| Аустенитно-ферритная (Дуп-
лекс)Отливки
|
| | 05.51
| Несвариваемая > 0.05%C
|
|
| -
| 315-255-205
| 315-255-205
| | 05.52
| Свариваемая < 0.05%C
|
|
| -
| 280-225-185
| 280-225-185
| |
| Ферритная, мартенситная Отливки
|
| | 15.11
| Незакаленная
|
|
| -
| -
| -
| | 15.12
| Дисперсионно-твердеющая
|
|
| -
| -
| -
| | 15.13
| Закаленная
|
|
| -
| -
| -
|
| | | |  |
 Продолжение табл.6 Продолжение табл.6
|
|
| Аустенитная Отливки
|
| | 15.21
| Незакаленная
|
|
| -
| -
| -
| | 15.22
| Дисперсионно-твердеющая
|
|
| -
| -
| -
| | 15.23
| Сверхаустенитная
|
|
| -
| -
| -
| |
| Аустенитно-ферритная (Дуплекс)
Отливки
|
| | 15.51
| Несвариваемая > 0.05%C
|
|
| -
| -
| -
| | 15.52
| Свариваемая < 0.05%C
|
|
| -
| -
| -
| | ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 0.4
Н/мм2
|
Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | CB7050/CB50
| CC620
| CC650
| | подача fn, мм/об при kr 90°-95°
| | 0.1-0.25-0.4
| 0.1-0.25-0.4
| 0.1-0.25-0.4
| | Скорость резания (Vc), м/мин
| | K
|
| Ковкий чугун
|
|
|
|
|
| | 07.1
| Ферритный (элементная стружка)
|
|
| -
| 800-700-600
| 800-700-600
| | чугун
| 07.2
| Перлитный (сливная стружка)
|
|
| -
| 700-590-500
| 700-600-500
| |
| Серый чугун
|
|
|
|
|
| | 08.1
| Низкой прочности
|
|
| 1700-1450-1200
| 800-700-600
| 800-700-600
| | 08.2
| Высокой прочности
|
|
| 1450-1250-1050
| 760-650-540
| 760-650-540
| | | Серый чугун с шаровидным гра- фитом
|
|
|
|
|
| | 09.1
| Ферритный
|
|
| -
| -
| 610-550-450
| | 09.2
| Перлитный
|
|
| -
| -
| 510-450-350
| | 09.3
| Мартенситный
|
|
| -
| -
| 350-305-260
|
| | | |  | 

Продолжение табл. 6
| ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 0.4
Н/мм2
|
Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | CD10
| CD1810
| H10
| | подача fn, мм/об при kr 90°-95°
| | 0.05-0.4
| 0.15-0.8
| 0.15-0.8
| | Скорость резания (Vc), м/мин
| | N
|
| Алюминиевые сплавы
|
| | 30.11
| Деформируемые, в т. ч. в холодном состоянии не
подвергнутые старению
|
|
|
2 000(2500-250)
|
2000 (2500-250)
|
2000(2500-250)
| |
| | 30.12
| Деформируемые, в т.ч. подвергнутые старению
|
|
| 2 000(2500-250)
| 2000(2500-250)
| 2000(2500-250)
| | | Алюминиевые сплавы
|
| | 30.21
| Литье, не подвергнутое старению
|
|
| 2000(2500-250)
| 2000(2500-250)
| 2000(2500-250)
| | 30.22
| Литье, в т. ч. подвергнутое старению
|
|
| 2000(2500-250)
| 2000(2500-250)
| 2000(2500-250)
| | | Алюминиевые сплавы
|
| | 30.41
| Литье, 13-15% Si
|
|
| 1550 (1950-195)
| 770 (960-95)
| 450(560-55)
| | 30.42
| Литье, 16-22% Si
|
|
| 770 (960-95)
| 510 (640-65)
| 300(375-38)
| | | Медь и медные сплавы
|
| | 33.1
| Легкообрабатываемые сплавы, >1% Pb
|
|
| 500 (630-65)
| 500 (630-65)
| 500(630-65)
| | 33.2
| Латунь, свинцовистая бронза, <1% Pb
|
|
| 500 (630-65)
| 500 (630-65)
| 500 (630-65)
| | 33.3
| Бронза без добавок свинца и медь, в т.ч. электролитическая
|
|
| 300 (375-38)1)
| 300 (375-38)1)
| 300 (375-38)
|
| | | | | | | | | | | | |  |
| ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 0.4
Н/мм2
|
Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | CC650
| CC6060
| CC6065
| | подача fn, мм/об при kr 90°-95°
| | 0.1 - 0.2
| 0.1-0.2-0.3
| 0.1-0.2-0.3
| | Скорость резания (Vc), м/мин
| | S
|
| Жаропрочные сплавы:
|
|
|
|
|
| | ЖАРОПРОЧНЫЕ СПЛАВЫ
|
| на основе железа
|
|
|
|
|
| | 20.11
| Отжиг или отпуск в расплаве солей
|
|
| -
| -
| -
| | 20.12
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
| -
| -
| -
| | | на основе никеля
|
|
|
|
|
| | 20.21
| Отжиг или отпуск в расплаве солей
|
|
| 400-320
| 400-325-270
| 330-255-200
| | 20.22
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
| 340-265
| 300-235-190
| 240-175-130
| | 20.24
| Литье, в т. ч. подвергнутое старению
|
|
| 220-160
| 240-205-175
| 215-180-150
| | | на основе кобальта
|
|
|
|
|
| | 20.31
| Отжиг или отпуск в расплаве солей
|
|
| 345-260
| -
| -
| | 20.32
| Старение после отжига в расплаве со- лей
|
|
| 300-225
| -
| -
| | 20.33
| Литье, в т. ч. подвергнутое старению
|
|
| 285-225
| -
| -
| | |
|
|
| H10
| H10A
| H13A
| | | Титановые сплавы
|
| Rm
| 0.1-0.2-0.3
| 0.1-0.3-0.5
| 0.1-0.3-0.5
| | 23.1
| Технически чистый титан (99.5% Ti)
|
|
| 205-170-145
| 195-160-135
| 180-150-125
| | 23.21
| α, близкие α и α + β сплавы, отожжен.
|
|
| 85-70-55
| 80-65-55
| 75-60-50
| |
23.22
| a + β сплавы, подвергнутые старению, β сплавы, отожжен. или подвергунтые старению
|
|
|
80-60-50
|
80-60-50
|
70-55-45
|
| | | | | | |  | | | | | |  |
| ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 0.4
Н/мм2
|
Твердость по Бринеллю HB
| <<<< ИЗНОСОСТОЙКОСТЬ
| | CB7015
| CB7025
| CB20
| | подача fn, мм/об при kr 90°-95°
| | 0.05-0.15-0.25
| 0.05-0.15-
0.25
| 0.05-0.15-0.25
| | Скорость резания (VC), м/мин
| | H
|
| Сверхтвердая сталь
|
|
|
|
|
| | Материалы высокой твердости
| 04.1
| Закаленная и отпущенная
|
| 45HRC
| -
| -
| -
| | 04.1
|
|
| 50HRC
| 350-265-225
| 250-210-185
| 260-230-205
| | 04.1
|
|
| 55HRC
| 295-225-185
| 210-175-155
| 215-195-170
| | | Закаленная сталь
|
|
|
|
|
| | 04.1
| Закаленная и отпущенная
|
| 60HRC
| 250-190-160
| 180-150-135
| 185-165-145
| | 04.1
|
|
| 65HRC
| 215-165-135
| 155-130-115
| 160-140-125
|

Таблица 7
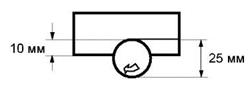 Рекомендации по выбору скоростей резания при фрезерование с малой шириной контакта Рекомендации по выбору скоростей резания при фрезерование с малой шириной контакта
Условия обработки:
Фреза смещена относительно обрабатываемой детали. Диаметр фрезы 25 мм. Величина перекрытия 10 мм.
|
ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания
kc 1
Н/мм 2
| Твердость по Бринеллю HB
| CT530
| GC1025
| | Max толщина стружки,hex мм
| | 0.1 - 0.15 - 0.2
| 0.05 - 0.1 - 0.2
| | Скорость резания vc, м/мин
| | P
| 01.1
| Сталь нелегированная
C = 0.10 -0.25%
C = 0.25-0.55%
C = 0.55-0.80%
Низколегированная (легирующих элементов <5%) Незакаленная
Закаленная и отпущенная Высоколегированная (легирующих эл-тов >5%) Отожженная
Закаленная инструментальная сталь
Стальное литье
Нелегированное
Низколегированное (легирующих элементов
<5%) Высоколегированное (легирующих эл-тов
>5%)
|
|
|
|
| |
|
|
|
| 500 -490 -475
| 365 -360 -345
| |
| 01.2
|
|
| 450 -440 -430
| 330 -325 -310
| |
|
|
|
| 425 -415 -405
| 310 -305 -290
| |
|
|
|
| 370 -360 -355
| 270 -265 -255
| |
|
|
|
| 275 -265 -260
| 200 -195 -190
| |
| 02.1
02.2
|
|
|
350 -345 -335
|
260 -250 -240
| |
|
|
| 230 -225 -220
| 170 -165 -160
| |
| 03.11
03.13
|
|
|
265 -260 -255
|
195 -190 -185
| |
|
|
| 220 -215 -210
| 160 -160 -150
| |
|
|
| 195 -190 -185
| 140 -140 -135
| |
| 06.1
06.2
06.3
|
|
|
355 -350 -340
|
265 -255 -245
| |
|
|
| 285 -280 -275
| 210 -205 -195
| |
|
|
| 210 -205 -200
| 155 -150 -145
|
|
ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания
kc 1
Н/мм 2
|
Твердость по Бринеллю HB
|
| | CT530
| GC1025
| | Max толщина стружки,hex мм
| | 0.1 - 0.15 - 0.2
| 0.05 - 0.1 - 0.2
| | Скорость резания vc, м/мин
| | M
|
05.11
05.12
05.13
| Нержавеющая сталь ферритная, мартен- ситная
Незакаленная Дисперсионно-твердеющая Закаленная
|
|
|
340 -335 -325
245 -240 -235
255 -250 -240
|
275 -270 -255
200 -195 -180
205 -200 -190
| |
|
05.21
05.22
| Незакаленная Незакаленная Дисперсионно-твердеющая
|
|
|
320 -310 -300
235 -230 -225
|
270 -265 -255
190 -185 -175
| |
05.51
05.52
| Аустенитно-ферритная (Дуплекс) Несвариваемая > 0.05%C Свариваемая < 0.05%C
|
|
|
310 -300 -295
275 -270 -260
|
225 -220 -210
190 -185 -175
| |
15.11
15.12
15.13
|
Нержавеющая сталь – Отливки Ферритная, мартенситная Незакаленная
Дисперсионно-твердеющая Закаленная
|
|
|
305 -295 -290
215 -210 -205
235 -225 -220
|
245 -240 -230
170 -170 -160
185 -180 -175
| |
15.21
15.22
| Незакаленная Незакаленная Дисперсионно-твердеющая
|
|
|
300 -295 -285
215 -210 -205
|
260 -250 -240
170 -170 -160
| |
15.51
15.52
| Аустенитно-ферритная (Дуплекс) Несвариваемая > 0.05%C Свариваемая < 0.05%C
|
|
|
295 -285 -280
255 -250 -245
|
215 -205 -195
175 -170 -165
| 
|
ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 1
Н/мм 2
|
Твердость по Бринеллю HB
|
| | CB50
| CC6090
| | Max толщина стружки,hex мм
| | 0.1 - 0.15 - 0.2
| 0.1 - 0.2 - 0.3
| | Скорость резания vc, м/мин
| | K
|
| Ковкий чугун
Ферритный (элементная стружка) Перлитный
(сливная стружка)
|
|
|
|
1400 -1350 -1250
1150 -1100 -1050
| |
| 08.1
08.2
| Серый чугун Низкой прочности Высокой прочности
|
|
|
1100 -1050 -1000
1150 -1100 -1100
|
1550 -1450 -1400
1200 -1150 -1100
| |
| Чугун с шаровидным графитом
Ферритный Перлитный
|
|
|
630-610 -590
|
1050-1050 -980
890-850 -810
| |
ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 1
Н/мм 2
|
Твердость по Бринеллю HB
| CD10
| CT530
| | Max толщина стружки, hex мм
| | 0.1 - 0.15 - 0.2
| 0.1 - 0.15 - 0.2
| | Скорость резания vc, м/мин
| |
|
| Алюминиевые сплавы
|
| | N
| 30.11
| Деформируемые, в т. ч. в холодном состоянии не подвергнутые старению
|
|
| 2100 -2100 -2050
| 1150 -1150 -1100
| |
| 30.12
| Деформируемые, в т.ч. подвергнутые старению
|
|
| 1900 -1850 -1850
| 1050 -1050 -1000
| |
| Алюминиевые сплавы
|
| | 30.21
| Литье, не подвергнутое старению
|
|
| 2100 -2100 -2050
| 1150 -1150 -1100
| | 30.22
| Литье, в т. ч. подвергнутое старению
|
|
| 1900 -1900 -1850
| 1050 -1050 -1000
| 
| | | |  |
|
|
| Алюминиевые сплавы
|
| | 30.3
| Чистый Al >99%
|
|
| 2150 -2100 -2050
| 1150 -1150 -1150
| | 30.41
| Литье, 13-15% Si
|
|
| 850 -840 -820
| 470 -460 -450
| | 30.42
| Литье, 16-22% Si
|
|
| 640 -630 -620
| 350 -345 -340
| |
| Медь и медные сплавы
|
| | 33.1
| Легкообрабатываемые сплавы, >1% Pb
|
|
| 1050 -1050 -1050
| 580 -570 -560
| | 33.2
| Латунь, свинцовистая бронза, <1% Pb
|
|
| 1050 -1050 -1000
| 580 -570 -560
| | 33.3
| Бронза без добавок свинца и медь, в т.ч. элек- тролитическая
|
|
| 740 -730 -720
| 410 -400 -395
| |
ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 1
Н/мм2
|
Твердость по Бринеллю HB
| GC1025
| GC1030
| | Max толщина стружки, hex мм
| | 0.5 - 0.15 - 0.2
| 0.05-0.15-0.2
| | Скорость резания vc, м/мин
| | S
|
| Жаропрочные сплавы На основе железа
|
| |
| 20.11
| Отжиг или отпуск в расплаве солей
|
|
| 70 -70 -70
| 70-70-70
| | 20.12
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
| 55 -50 -50
| 55-50-50
| |
| На основе никеля
|
| | 20.21
| Отжиг или отпуск в расплаве солей
|
|
| 70 -65 -65
| 70-65-65
| |
20.22
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
|
40 -40 -40
|
40-40-40
| | 20.24
| Литье, в т. ч. подвергнутое старению
|
|
| 50 -50 -50
| 50-50-50
|
| | | | | | | | | | | | |  |
|
|
| На основе кобальта
|
|
|
|
| | 20.31
| Отжиг или отпуск в расплаве солей
|
|
| 30 -29 -28
| 30-29-28
| | 20.32
| Старение после отжига в расплаве солей
|
|
| 21 -20 -20
| 21-20-20
| | 20.33
| Литье, в т. ч. подвергнутое старению
|
|
| 20 -19 -18
| 20-19-18
| |
| Титановые сплавы
|
| RmD
|
|
| | 23.1
| Технически чистый титан (99.5% Ti) α, близкие к α и α + β
|
|
| 150 -145 -140
| 150-145-140
| | 23.21
23.22
| Сплавы, отожженые α + β подвергнутыестаре- нию, сплавы β, отожженые или подвергнутые старению
|
|
| 80 -75 -75
65 -60 -60
| 80-75-75
65-60-60
| |
ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 1
Н/мм2
|
Твердость по Бринеллю HB
| CB50
| CT530
| | Max толщина стружки, hex мм
| | 0.07 - 0.12 - 0.2
| 0.07 - 0.1 - 0.2
| | Скорость резания vc, м/мин
| | H
| | Закаленная сталь
|
| |
| 04.1
| Закаленная и отпущенная
|
| 59 HRC
| 190 -180 -175
| 95 -90 -85
| |
| Отбеленный чугун
|
| | 10.1
| Литье, в т. ч. подвергнутое старению
|
|
| 355 -345 -330
| 180 -175 -165
|
RmD- предел прочности на растяжении в МПа
Таблица 8
 Рекомендации по выбору скоростей резания при фрезерование с большой шириной контакта Рекомендации по выбору скоростей резания при фрезерование с большой шириной контакта
Условия обработки:
Фреза диаметром 125 мм расположена симметрично относительно заготовки. Величина перекрытия 100 мм.
|
ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания kc 1 Н/мм2
| Твердость по Бринел- лю
HB
| CT530
| GC1025
| | Max толщина стружки, hex мм
| | 0.1 - 0.15 - 0.2
| 0.05 - 0.1 - 0.2
| | Скорость резания vc, м/мин
| | P
| | Сталь нелегированная
|
| | | 01.1
01.2
01.3
01.4
01.5
| C = 0.10 - 0.25%
C = 0.25 - 0.55%
C = 0.55 - 0.80%
|
|
| 430 -390 -350
385 -350 -315
365 -330 -300
315 -290 -260
235 -210 -195
| 340 -310 -255
305 -280 -230
290 -260 -215
250 -230 -185
185 -170 -140
| | | | Низколегированная (легир. эл. < 5%)
Незакаленная
Закаленная и отпущенная
|
| | | 02.1
02.2
|
|
| 300 -275 -245
195 -180 -160
| 240 -215 -180
155 -140 -115
| | | | Высоколегированная(легирующих эл. >5%)
Отожженная
Закаленная инструментальная сталь
|
| | | 03.11
03.13
03.21
03.22
|
|
| 230 -205 -185
190 -170 -155
165 -150 -135
105 -95 -85
| 180 -165 -135
150 -135 -110
130 -120 -100
80 -75 -60
| | | | Стальное литье
Нелегированное
Низколегированное (легир. эл. < 5%)
|
| | 06.1
06.2
06.3
|
|
| 305 -280 -250
245 -220 -200
180 -160 -145
| 245 -220 -180
195 -175 -145
140 -130 -105
| | Высоколегированное (легирующих эл. > 5%) 950
|  Продолжение табл. 8 Продолжение табл. 8

| | | |  |  
|
ISO
|
CMC
Код
|
Обрабатываемый материал
|
Удельная сила резания kc 1 Н/мм2
| Твердость по Бринеллю HB
|
| | CT530
| GC1025
| | Max толщина стружки, hex мм
| | 0.1 - 0.15 - 0.2
| 0.05 - 0.1 - 0.2
| | Скорость резания vc, м/мин
| | M
|
| Нержавеющая сталь Ферритная, мартенситная
Незакаленная Дисперсионно-твердеющая Закаленная
|
| | 05.11
05.12
05.13
|
|
| 285 -255 -230
205 -185 -165
215 -190 -170
| 255 -225 -180
180 -160 -130
185 -165 -135
| |
05.21
05.22
| Незакаленная
Незакаленная Дисперсионно-твердеющая
|
| |
|
| 265 -240 -215
200 -175 -160
| 250 -225 -180
170 -155 -125
| |
05.51
05.52
| Аустенитно-ферритная (Дуплекс)
Несвариваемая > 0.05%C
Свариваемая < 0.05%C
|
|
|
260 -235 -210
230 -205 -185
|
205 -185 -145
175 -155 -125
| |
| Нержавеющая сталь - Отливки Ферритная, мартенситная
Незакаленная Дисперсионно-твердеющая Закаленная
|
| | 15.11
15.12
15.13
|
|
| 255 -230 -205
180 -160 -145
195 -175 -155
| 225 -200 -160
155 -140 -115
170 -155 -120
| | 15.21
15.22
| Незакаленная Дисперсионно-твердеющая
|
|
| 255 -225 -205
180 -160 -145
| 235 -210 -170
160 -140 -115
| |
15.51
15.52
| Аустенитно-ферритная (Дуплекс)
Несвариваемая > 0.05%C
Свариваемая < 0.05%C
|
|
|
245 -220 -195
215 -190 -170
|
195 -175 -140
160 -145 -115
|
  |
| Удельная
| Твердость
| CB50 CC6090
| | ISO CMC Обрабатываемый материал
| сила резания
| по
| Max толщина стружки, hex мм
| |
| Код
|
|
| kc 1
| Бринеллю
| 0.1 - 0.15 - 0.2 0.1 - 0.2 - 0.3
| |
|
|
|
| Н/мм2
| HB
| Скорость резания vc, м/мин
| | K
|
| Ковкий чугун
|
|
|
|
| |
|
| 07.1
| Ферритный (элементная стружка)
|
|
|
| 1200 -980 -800
| |
|
| 07.2
| Перлитный (сливная стружка)
|
|
|
| 980 -810 -660
| |
|
| | Серый чугун
|
|
|
|
| |
|
| 08.1
| Низкой прочности
|
|
| 850 -720 -620
| 1300-1100-890
| |
|
| 08.2
| Высокой прочности
|
|
| 910 -780 -670
| 1050-860-700
| |
|
| | Чугун с шаровидным графитом
|
|
|
|
| |
|
| 09.1
| Ферритный
|
|
|
| 920-760-620
| |
|
| 09.2
| Перлитный
|
|
| 495 -420 -360
| 760 -630 -510
| |
|
|
|
|
|
| CD10
| H10
| |
|
|
| CMC
|
| Удельная сила
| по
| Max толщина
| стружки, hex мм
| | ISO
|
|
| | Н/мм2 HB
| 0.1 - 0.15 - 0.2
| 0.1 - 0.15 - 0.2
| |
|
N
|
|
|
Алюминиевые сплавы
|
|
|
| Скорость рез
| ания vc, м/мин
|
| | Продолжение табл. 8
Код Обрабатываемый материал
резания kc 1
Твердость Бринеллю
Деформируемые, в т. ч. в холодном состоянии
не подвергнутые старению 400 60 1900 -1750 -1600 940 -870 -810
Деформируемые, в т.ч. подвергнутые старе-
нию 650 100 1700 -1550 -1450 850 -780 -730
Алюминиевые сплавы
|
| 30.21Литье, не подвергнутое старению
|
|
| 1900 -1750 -1600
| 940 -870 -810
| | 30.22Литье, в т. ч. подвергнутое старению
|
|
| 1700 -1550 -1450
| 850 -790 -730
| | Алюминиевые сплавы
|
|
|
|
| | 30.3Чистый Al >99%
|
|
| 1900 -1750 -1600
| 950 -880 -810
| | Алюминиевые сплавы
|
|
|
|
| | 30.41Литье, 13-15% Si
|
|
| 760 -700 -650
| 380 -350 -325
| |
| 30.42Литье, 16-22% Si
|
|
| 570 -530 -485
| 285 -265 -245
|
| |
|
|
| Медь и медные сплавы
|
| |
| 33.1
| Легкообрабатываемые сплавы, >1% Pb
|
|
| 940 -870 -810
| 470 -435 -405
| |
| 33.2
| Латунь, свинцовистая бронза, <1% Pb
|
|
| 940 -870 -810
| 470 -435 -405
| |
| 33.3
| Бронза без добавок свинца и медь, в т.ч. элек- тролитическая
|
|
| 660 -610 -570
| 330 -305 -285
| |
ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания kc 1
Н/мм2
| Твердость по Бринеллю HB
|
|
| |
H13A
|
GC1025
| | Max толщина стружки, hex мм
| | 0.1 - 0.15 - 0.2
| 0.05 - 0.15 - 0.2
| | Скорость резания vc, м/мин
| |
| S
|
| Жаропрочные сплавы на основе железа
|
| |
|
| 20.11
| Отжиг или отпуск в расплаве солей
|
|
| 60 -55 -50
| 65 -60 -55
| |
|
| 20.12
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
| 45 -40 -38
| 45 -45 -40
| |
|
|
| На основе никеля
|
|
|
|
| |
|
| 20.21
| Отжиг или отпуск в расплаве солей
|
|
| 55 -55 -50
| 60 -55 -50
| |
|
| 20.22
| Подвергнутые старению, в т.ч. после отжига в расплаве солей
|
|
| 35 -33 -30
| 37 -34 -32
| |
|
| 20.24
| Литье, в т. ч. подвергнутое старению
|
|
| 45 -40 -38
| 45 -40 -39
| |
|
|
| На основе кобальта
|
|
|
|
| |
|
| 20.31
| Отжиг или отпуск в расплаве солей
|
|
| 23 -21 -18
| 25 -22 -20
| |
|
| 20.32
| Старение после отжига в расплаве солей
|
|
| 17 -15 -13
| 18-16 -14
| |
|
| 20.33
| Литье, в т. ч. подвергнутое старению
Титановые сплавы1)
|
|
Rm1
| 16 -14 -13
| 16 -14 -13
| |
|
| 23.1
| Технически чистый титан (99.5% Ti) α, близ- кие к α и α + β
|
|
| 125 -115 -110
| 130 -120 -110
| |
|
|
| Сплавы, отожженые α + β подвергнутыестаре- нию, сплавы β, отожженые или подвергнутые старению
|
1400 1400
|
950 1050
| 65 -60 -55
55 -50 -45
| 70 -65 -60
55 -50 -50
|           
|
ISO
|
CMC
Код
|
Обрабатываемый материал
| Удельная сила резания kc 1
Н/мм2
| Твердость по Бринеллю HB
|
|
| |
CB50
|
CC6090
| | Max толщина стружки, hex мм
| | 0.07 - 0.12 - 0.2
| 0.07 - 0.12 - 0.2
| | Скорость резания vc, м/мин
| | H
|
04.1
10.1
| Закаленная сталь Закаленная и отпущенная Отбеленный чугун
Литье, в т. ч. подвергнутое старению
|
| | 4200 59 HRC 160 -140 -115 85 -75 -60
2200 400 310 -270 -215 160 -140 -115
| 
    1 Rm = предел прочности на растяжение в МПа. 1 Rm = предел прочности на растяжение в МПа.
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Как правило, на станках с ЧПУ обработка проводится с участи- ем различного инструмента. При этом по устоявшимся в машино- строении традициям каждый из типов инструмента имеет свои при- соединительные поверхности, отличающиеся как конструкцией, так и размерами: резцы обычно имеют державку прямоугольного сечения, различных типоразмеров; осевой же инструмент присоединяется с помощью конусов Морзе и цилиндрических хвостовиков. Вследствие большого разнообразия присоединительных поверхностей практиче- ски невозможно сконструировать револьверную головку (присоеди- нительную поверхность шпинделя), обеспечивающую непосредст- венное крепление всей номенклатуры, участвующей в обработке ре- жущего инструмента. Вследствие этого инструмент к револьверной головке подсоединяется с помощью промежуточных пе
|








