Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Токарно-затыловочные станки.Содержание книги
Поиск на нашем сайте
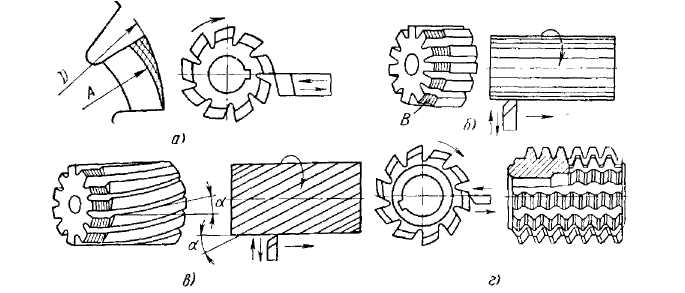
Существуют различные методы затылования. Метод радиальной подачи (рисунок 3.4, а) применяют при обработке дисковых фрез. Движения при затыловании фрезы диаметром D показаны стрелками на схеме. Обработку ведут до тех пор, пока не будет снята вся заштрихованная часть и профиль зуба будет очерчен по архимедовой спирали, показанной стрелкой А. Металл на спинке зуба снимается за несколько проходов. После каждого оборота фрезы резцу вручную сообщают радиальную подачу.
Рисунок 3.4. Методы затылования инструмента: а - радиальной подачей; б - продольной подачей; в - затылование винтовых зубьев; г - затылование червячных фрез Метод продольной подачи применяют в том случае, когда длина фрезы сравнительно велика (рисунок 3.4, б). При этом методе резец, кроме возвратно-поступательного движения, получает продольную подачу вдоль зуба фрезы. Если профиль фрезы криволинейный, то резец имеет дополнительное движение (с помощью копировального суппорта) вдоль фасонной кромки зуба фрезы. Метод затылования винтовых зубьев (рисунок 3.4, в) состоит в том, что фреза получает вращение в соответствии с выбранной скоростью резания, а кулачок, сообщающий резцу поступательно-возвратное движение (один оборот кулачка соответствует одному двойному ходу резца), несколько ускоренное или замедленное вращение по сравнению со скоростью вращения фрезы. При движении резца слева направо кулачок получает ускоренное вращение при правом направлении винтовых зубьев и замедленное - при левом и наоборот при движении резца справа налево. Это необходимо для того, чтобы резец в своем возвратно-поступательном движении по поверхности затылования следовал за винтовой линией зуба фрезы под углом наклона α. За период перемещения резца на величину полного шага Т винтового зуба количество двойных ходов резца должно быть увеличено иди уменьшено на число z, отвечающее одному полному обороту фрезы. Практически на участке длины зуба фрезы не укладывается полный шаг Т, однако расчеты ведутся из соображения, что резец перемещается на величину Т. Метод затылования червячных фрез (рисунок 3.4, г) заключается в следующем. Резец получает продольную подачу, равную за один оборот фрезы осевому шагу резьбы фрезы. Число оборотов кулачка настраивается в зависимости от числа канавок и шага Т винтовых канавок зубьев фрезы. Затылование ведется методом радиальной подачи за несколько продольных проходов. После каждого продольного прохода резцу сообщается небольшое радиальное перемещение. Литература: осн. 7[18-41] Контрольные вопросы: 1. Токарно-револьверные станки и их разновидности. 2. Зажимные и подающие устройства токарно-револьверного станка. 3. Кинематическая схема токарно-револьверного станка 1Г340П (главное движение, продольная подача, поперечная подача)?. 4. Лобовые и карусельные станки (станки мод. 1520 и 1525). 5. Токарно-затыловочные станки (схемы методов затылования). 6. Конструкция токарно-затыловочного станка 1811. 7. Кинематическая схема токарно-затыловочного станка 1811 (движения, подачи). Лекция № 4. Токарно-револьверный автомат модели 1Б140.
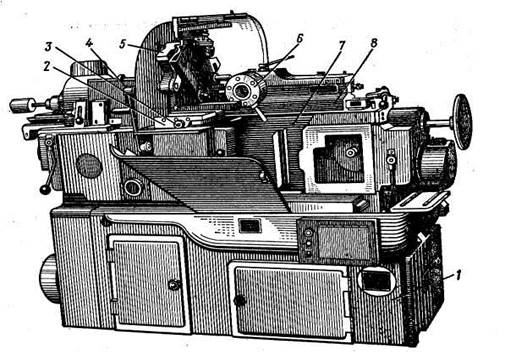
Токарно-револьверный автомат модели 1Б140 предназначен для серийного и массового производства деталей из круглого, квадратного и шестигранного калиброванного прутка. В качестве приспособления станок может иметь магазинное устройство для обработки деталей из штучных заготовок. Техническая характеристика автомата. Наибольший диаметр обрабатываемого прутка, мм - 40; число частот вращения шпинделя - 13; частота вращения шпинделя, об/мин: (левое вращение - 160-2500, правое вращение - 63-1000); число суппортов: револьверных - 1, поперечных - 2, вертикальных - 2, продольных - 1. На рисунке 4.1 представлен общий вид автомата. На основании 1установлена станина 7 со шпиндельной бабкой 4, револьверным суппортом 8, имеющим шестипозиционную револьверную головку 6, и поперечными суппортами: двумя горизонтальными 2 (передним и задним) и двумя вертикальными 5. На переднем поперечном суппорте расположен продольный суппорт 3, который может перемещаться в горизонтальной плоскости параллельно оси шпинделя или под углом к нему. Инструментом револьверной головки, имеющей продольное перемещение, производится обтачивание, обработка отверстий и нарезание резьбы. Инструментом поперечных суппортов производится обработка фасонных поверхностей, подрезка, снятие фасок и отрезка готовой детали. Инструментом продольного суппорта производятся точение конусов и другие операции.
Рисунок 4.1. Токарно-револьверный автомат модели 1Б140
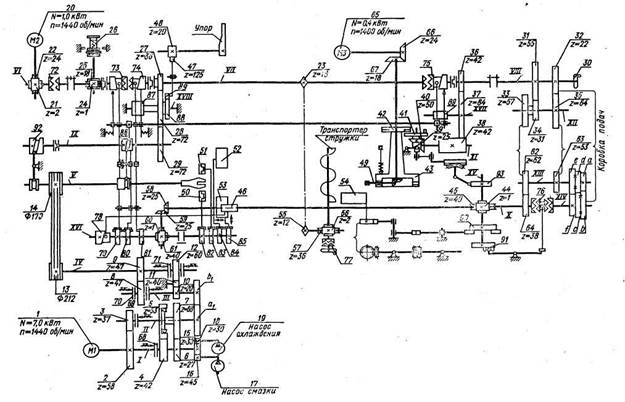
Кинематическая схема автомата имеет три механически независимые цепи (рисунок 4.2): главного движения, подачи и вспомогательных перемещений.
Рисунок 4.2. Кинематическая схема автомата модели 1Б140
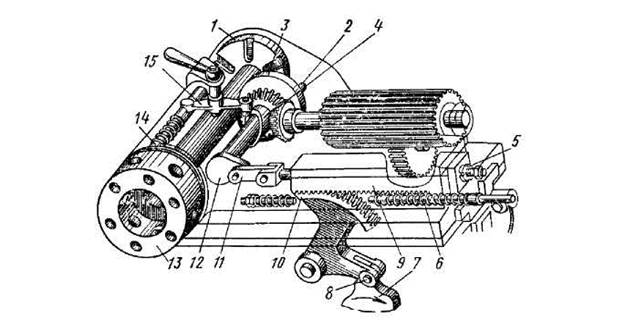
Главное движение шпиндель V получает от электродвигателя 1 через коробку скоростей 2-12 и клиноременную передачу 13-14. Точение и сверление на револьверных автоматах производят при левом вращении шпинделя. При помощи сменных колес al - bl шпиндель может получить три правые и три левые скорости вращения. Привод подачи и вспомогательных перемещений. Вспомогательный вал VII - VIII вращается от электродвигателя 20 через червячную пару 21-22 и кулачковую муфту 72. Вспомогательный вал делает 2 об/сек, а при выключенной муфте 72 его можно вращать вручную маховиком 30. От вспомогательного вала через червячную передачу 24-25 вращение передается командоаппарату 26 переключения скоростей шпинделя путем включения соответствующих электромагнитных муфт в коробке скоростей. Через зубчатые колеса 27-28-29 вращение сообщается валу IX и барабанам 92 и 86 механизмом подачи и зажима прутка. Револьверная головка 43 при включении муфты 75 поворачивается при помощи колес 36-37- 38, 39-40 и мальтийского механизма 41-42. От вала VIII через коробку подач и червячную пару 44-45 вращение передается первому распределительному валу XV, а через передачи 58-59 и червячную пару 60-61 - второму распределительному валу XVI. Валы XV и XVI вращаются с одинаковой частотой. На распределительном валу XVI установлены цилиндрический кулачок 78, осуществляющий подачу продольного суппорта 46, и барабаны 79, 80 и 81, включающие однооборотные муфты: 73 - поворота барабана командоаппарата 26; 74 - подачи и зажима прутка; 75 - поворота револьверной головки 43. Перед подачей прутка кулачок 88 (вал XVIII) при помощи зубчатого сектора 47 и колеса 48 поворачивает качающийся упор и устанавливает его против переднего торца шпинделя. После подачи прутка упор отходит в исходное положение. На валу XVI установлены дисковые кулачки 82, 83, 84 и 85. Первые два - для подачи вертикальных (50 в 51) суппортов, а вторые для подачи поперечных (52 и 53) суппортов. На распределительном валу XV расположены дисковый кулачок 93 перемещения револьверного суппорта, барабан 90 лотка 54, отделяющего готовые детали от стружки, и барабан 91 муфты 76 переключения частоты вращения распределительных валов. Медленное вращение последних осуществляется от вспомогательного вала VIII через зубчатые колеса коробки подач 32-35-63 и сменные колеса а - b или c - d, или е - f, а быстрое - через колеса 31- 34, 33-62- 64. Для вспомогательных движений служит электродвигатель 65, с помощью которого можно вращать быстроходный (сверлильный) шпиндель 49, установленный в одном из гнезд револьверной головки. Этот шпиндель, вращаясь в направлении, обратном вращению заготовки, позволяет получить достаточно высокую скорость резания при сверлении отверстий малого диаметра. Револьверный суппорт (принципиальная схема работы этого суппорта во всех токарно-револьверных автоматах). В корпусе суппорта (рисунок 4.3) размещен горизонтальный вал с шестипозиционной револьверной головкой 13. Водило 2 находится на ведущем диске 3. Диск имеет торцовый кулачок 4, находящийся в контакте через двуплечий рычаг 15 с фиксатором 14 револьверной головки, и кривошип 12, связанный через шатун 11 (регулируемый гайкой 5) с рейкой 9, которая может перемещаться в продольном пазу корпуса суппорта. Ролик 8 опирается на дисковый кулачок 7, закрепленный на распределительном валу станка. Пружина 6 стремится переместить суппорт вместе с револьверной головкой, кривошипом 12, шатуном 11 и рейкой 9 вправо, однако этому препятствует рейка, удерживаемая зубчатым сектором 10, и кулачок 7. Револьверный суппорт имеет два независимых движения: медленную рабочую подачу от кулачка 7 и быстрый отвод и подвод. После отвода револьверная головка поворачивается. При рабочей подаче кулачок, вращаясь по часовой стрелке, через зубчатый сектор 10 перемещает влево рейку 9, а вместе с ней и весь суппорт, так как кривошип 12, и шатун 11 при этом находятся в мертвом положении. Пружина 6 в это время сжата. При нисходящем профиле кулачка 7 она возвращает суппорт в исходное положение.
Рисунок 4.3. Револьверный суппорт
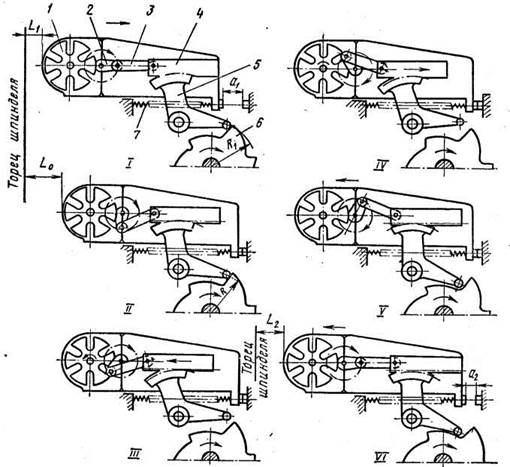
Холостой ход револьверного суппорта с поворотом револьверной головки осуществляется вспомогательным валом с помощью самовыключающейся муфты 75. Команда на эту операцию подается кулачком барабана 80. В нужный момент кулачок, воздействуя на самовыключающуюся муфту 75, освобождает ее. Муфта, включаясь, вращает зубчатые колеса 36, 37, 38, 39, 40 и диск 41. Торцовый кулачок 4 (рисунок 4.3), воздействуя на рычаг 15, выводит фиксатор 14 из гнезда и освобождает револьверную головку. Вслед за этим водило 2 заходит в паз мальтийского механизма 1 и поворачивает его на 1/6 оборота, после чего фиксатор под действием пружины западает в очередное гнездо головки и фиксирует ее. Перед поворотом головки кривошип 12, вращаясь по часовой стрелке, выходит из мертвого положения с шатуном 11, благодаря чему суппорт теряет неподвижную опору (рейку 9) и пружина 6 быстро перемещает его вправо. После поворота кривошипа 12 на 180° он, отталкиваясь от неподвижной рейки 9, сообщает револьверному суппорту быстрое движение вперед в исходное положение и, оказавшись снова в мертвом положении, останавливается, так как в этот момент размыкается самовыключающаяся муфта 75 положения при повороте. Револьверная головка поворачивается за два оборота вспомогательного вала. Для того чтобы однооборотная муфта 75 не включалась после первого оборота, на валу XVII установлен эксцентриковый кулачок 89, выключающий эту муфту только после двух оборотов вспомогательного вала. Цикл поворота револьверной головки осуществляется следующим образом (рисунок 4.4). При спаде кривой на кулачке 6 (позиция 1) включается однооборотная зубчатая муфта на вспомогательном валу и начинается вращение кривошипного валика 2, который через шатун 3 стремится переместить влево зубчатую рейку 4. В результате рейка остается на месте, а револьверный суппорт под действием пружины 7 быстро отходит назад (позиция ΙΙ).
Рисунок 4.4. Схема поворота револьверной головки: Ι, ΙΙ, ΙΙΙ, IV, V, VI - последовательные
Продолжая вращаться, кривошипный валик своим кулачком выводит фиксатор из гнезда револьверной головки и начинает ее поворот при входе пальца кривошипного валика 2 в паз мальтийского креста 1 (позиция ΙΙΙ). Одновременно кривошипный валик через шатун тянет рейку 4 влево, отрывая рычаг с роликом 5 от кулачка 6. Повернувшись на 180о, кривошипный валик начинает перемещать рейку направо, поджимая рычаг с роликом к кулачку (позиция IV). В этот момент заканчивается поворот револьверной головки и производится ее фиксация. Как только ролик рычага коснется кулачка, рейка останавливается. Кривошипный валик, продолжая вращаться, давит через шатун на неподвижную рейку и осуществляет быстрое перемещение револьверного суппорта вперед в исходное положение (позиции V и VI). Литература: осн. 7[42-52] Контрольные вопросы: 1. Конструкция токарно-револьверного станка 1Б140 (шпиндельная бабка, коробка подач, узел распределительного вала, поперечный и продольный суппорты).
|
||||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 664; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.242.223 (0.008 с.) |