Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приспособления, оснастка и вспомогательный инструмент, применяемые на станкеСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
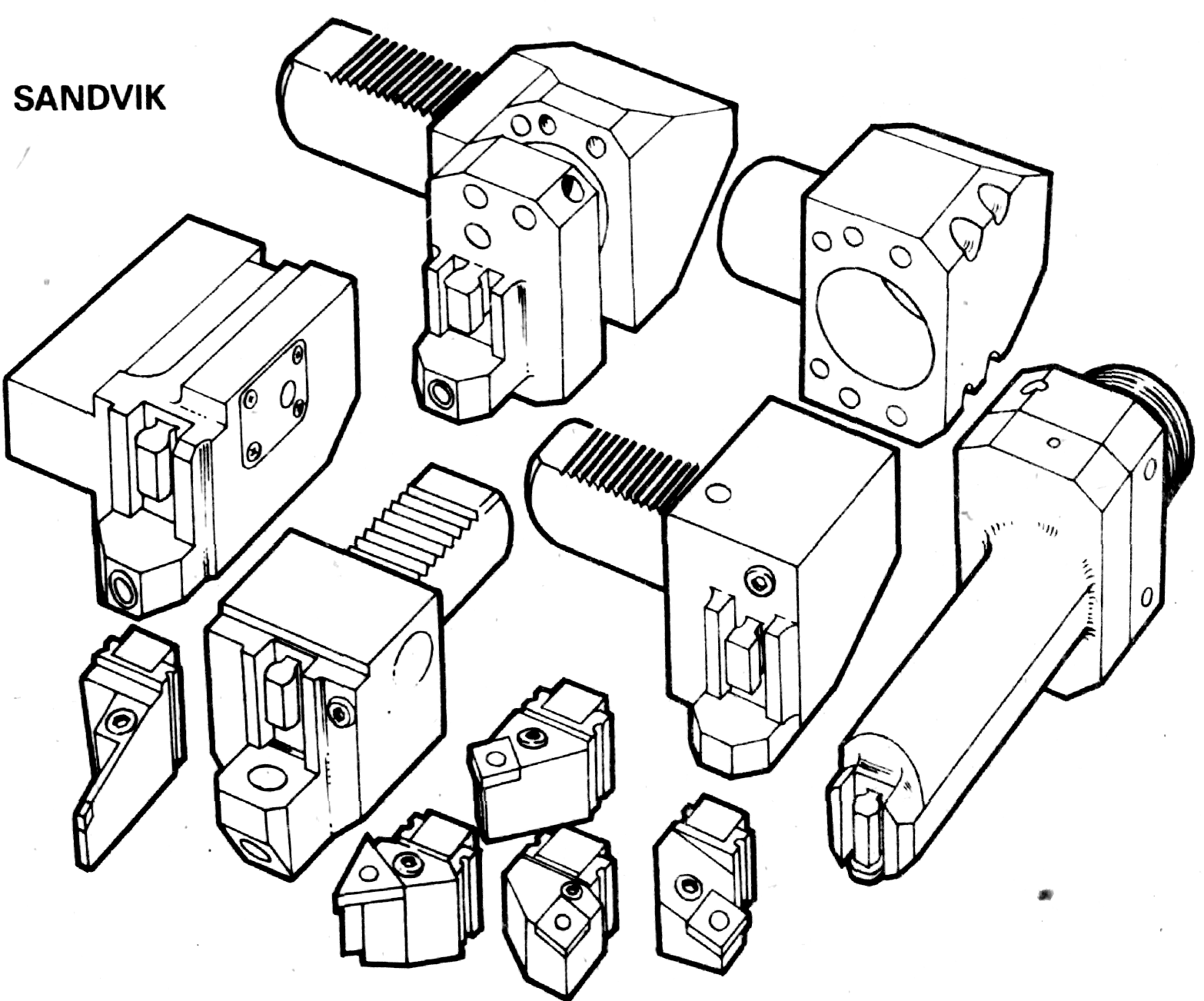
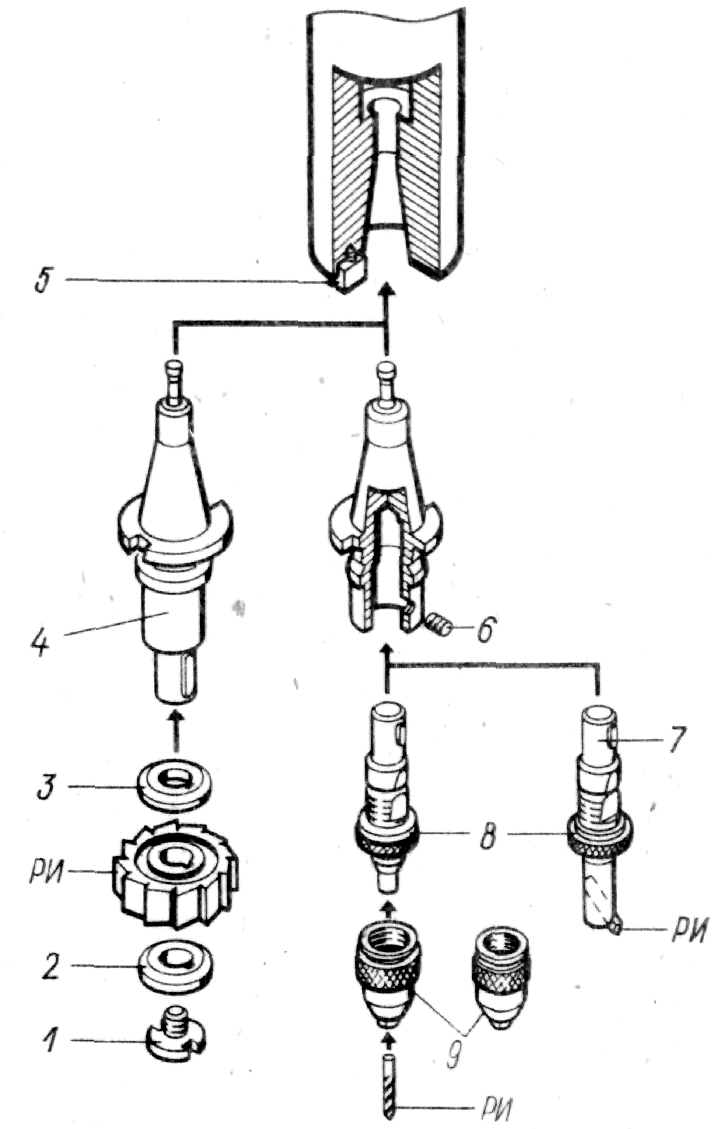
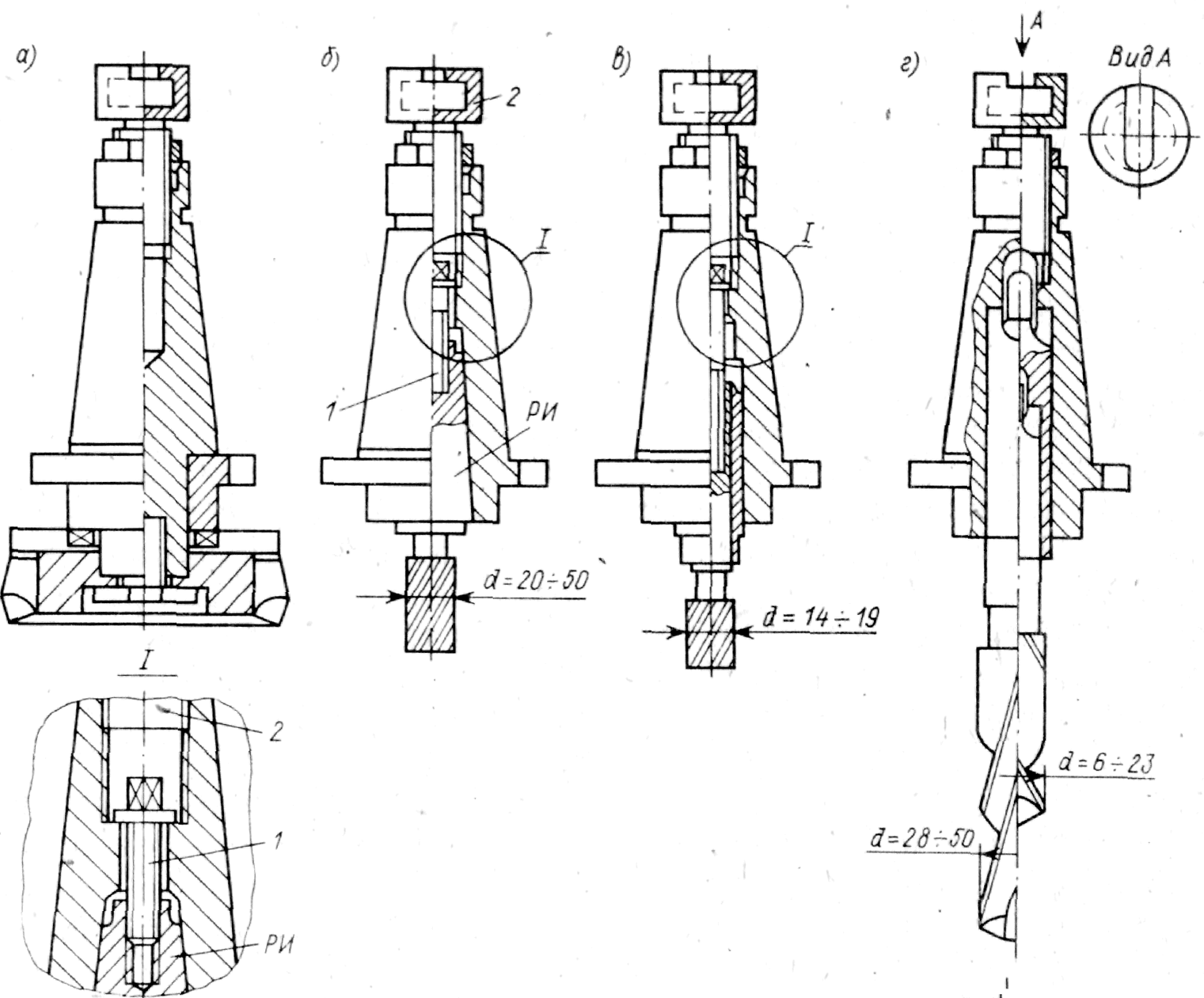
Конструкция вспомогательного инструмента для станков с ЧПУ определяется его основными элементами: присоединительными поверхностями для крепления его на станке и для крепления режущего инструмента. Устройства автоматической смены инструмента определяют конструкцию хвостовика, который должен быть одинаковым для всего режущего инструмента к данному станку. Для получения размеров деталей без пробных проходов в соответствии с управляющей программой (УП) необходимо в конструкции вспомогательного инструмента (иногда и режущего тоже) предусмотреть элементы, обеспечивающие регулирование положения режущих кромок, т. е. настройку инструмента на определенный вылет. Этим объясняется наличие у станков с ЧПУ разнообразных переходников (адаптеров). Хвостовик переходника предназначен для конкретного станка, а передняя зажимная часть — для режущего инструмента со стандартными присоединительными поверхностями (призматическими, цилиндрическими и коническими по форме, с размерами, регламентированными стандартами на инструмент). Переходники образуют комплект вспомогательного инструмента (резцедержатели, патроны, оправки и втулки различных конструкций), обеспечивающий крепление требуемой номенклатуры режущего инструмента. Такой комплект в сочетании с прибором предварительной настройки должен обеспечить наладку инструмента для работы на станке с ЧПУ. Разнообразие типов станков с ЧПУ предполагает и разнообразие способов установки и смены инструмента. В связи с этим разрабатывают системы вспомогательного инструмента, которые можно характеризовать как наборы универсального применения и унифицированной конструкции, обеспечивающие качественное закрепление стандартного режущего инструмента, необходимое для полной реализации технологических возможностей различных станков с ЧПУ. К системе вспомогательного инструмента предъявляются следующие требования: номенклатура и стоимость инструмента, входящего в систему, должны быть сведены к экономически обоснованному минимуму; элементы системы должны обеспечивать применение режущего инструмента с требуемой точностью, жесткостью и виброустойчивостью; элементы системы должны обеспечивать в необходимых случаях регулирование положения режущих кромок инструмента относительно координат системы СПИД; должны быть удобными в обслуживании (при необходимости быстросменными) и технологичными в изготовлении. Системы вспомогательного инструмента предназначены для компоновки специальных функциональных единиц — инструментальных блоков (комбинаций режущего и вспомогательного инструмента), каждый из которых служит для выполнения конкретного технологического перехода. Основным инструментов участвующим в обработке металлов является режущий инструмент (рисунок 25). Он предназначен для удаления слоя металла. Основной режущий инструмент: токарные резцы, свёрла, зенкера, зенковки, резьбонарезной инструмент, развёртки и т. д. Схема построения инструментального комплекса указана на рисунке 26,конструкция базовых оправок приведена на рисунке 27.
Рис.25 Комплект инструмента для токарного станка.
Рис.26 Схема построения инструментального комплекса.
Рис. 27 Конструкции базовых оправок.
Литература 1. Ящерицын П.И. Металлообрабатывающие станки, линии и инструменты. -Мн.: ”Вышейшая школа “, 1979-574 с. 2. ПушаВ.Э. Металлорежущие станки. ‑ М.: Машиностроение, 1985.-378 с. 3. Глубокий В.И., Кочергин А.И. Металлорежущие станки и промышленные работы. Учебное пособие для студентов специальности технология машиностроения, металлорежущие станки и инструменты. Проектирование приводов станков. – Мн.;БГПА, 1987-119 4. Бушуев В.В. Станочное оборудование автоматизированного производства. Т.2.- М.: Станкин, 1994г. 5. ЛещенкоВ.А. Станки с числовым программным управлением (специализированные). - М.-.Машиностроение, 1979г. 6.Косилова А.Г. Справочник технолога–машиностроителя. В 2–х т./т2. -М.: Машиностроение, 1986-495 с. Приложение:
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 900; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.007 с.) |