Глава расчет и конструирование
XXV ПРОТЯЖЕК
ПРОТЯЖКИ ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ
Схема резания — графическое изображение постепенного изменения
профиля заготовки в процессе протягивания — во многом определяет
конструкцию протяжки.
На рис. 348 показаны схемы резания некоторых наиболее распрост-
раненных типов протяжек и отдельные слои материала, снимаемые
зубьями.
Профильная схема (рис. 348, а) характерна тем, что каждый после-
дующий зуб протяжки снимает тонкую стружку по всей ширине обра-
батываемый поверхности, например по всей ширине шлица, по всей
414
длине окружности и т. д. Такая протяжка часто называется одинарной
и дает значительные удельные давления резания, а следовательно,
значительные усилия протягивания.
Генераторная схема (рис. 348, б) предусматривает снятие припуска
режущими зубьями и параллельными слоями на отдельных участках,
и только последние зачищающие зубья снимают тонкий слой по всему
профилю. Генераторная схема резко упрощает изготовление и заточку
особенно фасонных протяжек (как внутренних, так и наружных).
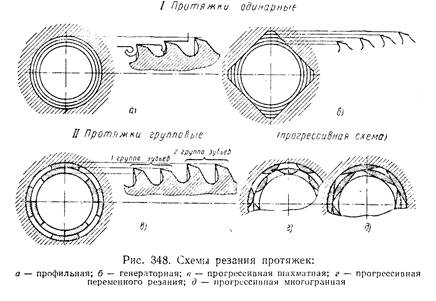
Групповой метод (рис. 348, в, д) построения схемы резания пре-
дусматривает разделение общего срезаемого слоя на небольшое коли-
чество толстых слоев1. У групповой протяжки все режущие зубья раз-
делены на группы (два, три и т. д.) зубьев, имеющих одинаковый диа-
метр, но увеличивающихся по ширине. Этот метод часто называют про-
грессивным протягиванием. При этом срезаются толстые, сравнительно
узкие стружки, и стойкость такой протяжки в среднем в 2 раза выше
стойкости протяжки, рассчитанной по первому методу. К недостаткам
прогрессивного протягивания следует отнести более сложное изготов-
ление протяжек.
Под припуском понимается общая толщина слоя металла, который
следует срезать при протягивании (иногда применяют понятие «избы-
ток металла»).
1 Разновидности схемы резания могут быть различны. На рис. 348 показаны так
называемая шахматная схема (рис. 348, в); схема переменного резания (разработана
ЧТЗ) (рис. 348, г); многогранная схема НИИТАвтопрома (рис. 348, д). Существуют
и другие разновидности.
415
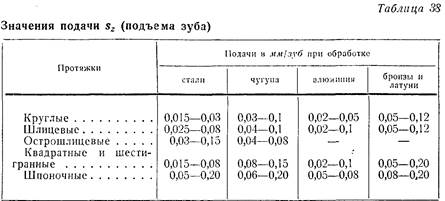
| В табл. 38 даны величины sz (по данным ВНИИ) в миллиметрах для
внутренних протяжек с профильной и генераторной схемами резания.
|
Величина номинального припуска для круглых отверстий, обра-
ботанных перед протягиванием сверлом или зенкером,

где D — номинальный диаметр отверстия в мм,
L — длина протягиваемого отверстия в мм.
Припуск является исходным при расчете протяжки.
Формулы для определения припуска в зависимости от формы обра-
батываемого отверстия для других типов протяжек даются в соответст-
вующих справочниках 1. В размер припуска должен включаться также
допуск на изготовление отверстия.
Конструктор принимает подачу sz исходя из условия, что режущая
часть протяжки должна снять почти полностью припуск (небольшую
часть его снимают зачищающие и калибрующие зубья). Необходимо
при выбранной схеме резания принять определенную подачу sz (подъем
зуба).
При прогрессивной схеме резания у протяжек величины sz значи-
тельно увеличиваются и достигают нескольких десятых долей милли-
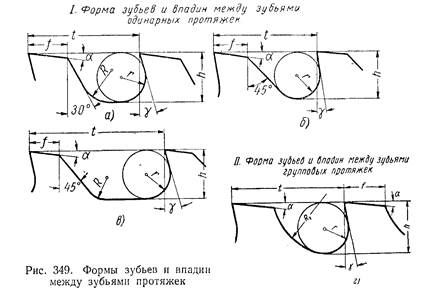
метра (0,1—0,35) и выше. Форма и размеры зуба и впадины должны
обеспечивать свободное размещение образующейся стружки. Форма
зуба (рис. 349, а) рекомендуется ВНИИ для протяжек, выполненных
по профильной и генераторной схемам резания.
1 См. К л и мов В. И., Л е р н е р А. С, Пекарски и М, Д. и др.
Справочник инструментальщика-конструктора. М., Машгиз, 1958.
416
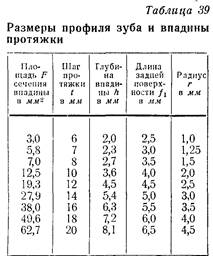
Для протяжек, работающих по профильной и генераторной
схемам резания, часто применяется форма зубьев и впадин протяжки,
изображенная на рис. 349, бив; размеры приведены в табл. 39.
Между площадью впадины F мм2
и площадью продольного сечения
стружки F 1 мм2 можно установить
следующее соотношение:

Коэффициент К принимается в
пределах 3—6, причем величина К
принимается меньшей для хрупких
материалов, дающих элементную
стружку.
Площадь F 1 продольного сече-
ния стружки, снимаемой одним зу-
бом протяжки, можно определить
по формуле
F 1 = L SZ,
где L — длина протягивания;
sz — подача на зуб.
Затем определяют необходимую площадь сечения впадины по фор-
муле
F = kF 1
По полученному значению F можно подобрать, например по табл.
39, остальные размеры зуба и впадины.
14 В. А, Аршинов
На рис. 349, г показана форма зубьев, рекомендуемая НИИТавто-
промом для групповых (прогрессивных) протяжек; в этом случае
h» 0,4С, r» 0,5 t • f = 0,3 t и R 1» 0,7 i.
Шаг зубьев протяжки должен быть таким, чтобы обеспечивать
равномерную нагрузку, а следовательно, и равномерный процесс
резания.
Величина шага определяет количество режущих и калибрующих
зубьев, количество одновременно работающих зубьев и длину про-
тяжки.
Шаг режущих зубьев протяжки зависит от длины L обрабатываемой
детали и может быть подсчитан по формулам:
для одинарных протяжек

для групповых протяжек

При выборе шага необходимо иметь в виду, что число одновременно
работающих зубьев протяжки обычно должно быть не менее трех.
Для коротких деталей допускается количество одновременно работаю-
щих зубьев до двух. Очень короткие детали, например дисковые фрезы,
протягиваются пакетом по несколько штук, и шаг рассчитывается
на общей длине пакета. Шаг калибрующих зубьев принимается такой
же, как и у режущих зубьев, или несколько меньше (0,6—0,7 от шага
режущих зубьев).
Стружкоразделительные канавки предназначаются для деления
широкой стружки на отдельные части; это облегчает работу протяжки
и создает лучшие условия размещения стружки во впадине зуба.
Число стружкоразделительных канавок для круглых протяжек,
можно принимать по следующим данным:
Диаметр протяжек в мм...................... От 10—13 13—16 16—20 20—25
Количество канавок.......................................... 6 8 10 12
Для шпоночных протяжек, плоских наружных и фасонных протя-
жек число и размеры стружкоразделительных канавок принимаются
в зависимости от конкретных условий (по справочникам)1.
Число режущих зубьев zp протяжки подсчитывается по формуле
где А — припуск под протягивание, например для круглой протяжки
равный разности между наибольшим допустимым диаметром
протянутого отверстия и диаметром предварительного отверстия;
s, — подача в мм/зуб.
1 См. сноску на стр. 417,
Число калибрующих зубьев z к выбирается от 3 до 8, причем большее
число зубьев принимается для обработки более точных отверстий.
Дополнительно между режущими и калибрующими зубьями часто
делают три-четыре зачищающих зуба, оставляя на их долю небольшую
часть припуска.
Хвостовик протяжки служит для закрепления ее в патроне протяж-
ного станка. Патроны разделяются на кулачковые, резьбовые и клино-
вые. Хвостовики шпоночных протяжек под кулачковые патроны приве-
дены в ГОСТе 4043—61, хвостовики для круглых протяжек (рис.
350, а, б) под кулачковые патроны — в ГОСТе 4044—61. Хвостовик
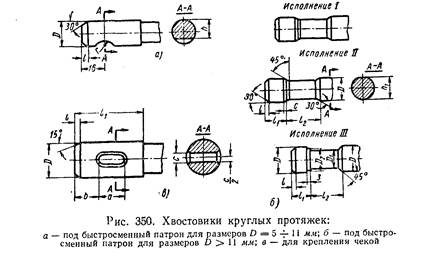
для крепления протяжки чекой показан на рис. 350, в. Другие типы
хвостовиков встречаются реже.
Расчет протяжек на прочность. Выбранные эле-
менты протяжки — профиль зуба, шаг, профиль впадины, форма и
размеры хвостовика и т. д. — должны быть проведены расчетом про-
тяжки на прочность. Для расчета протяжки на прочность необходимо
знать силу резания при протягивании. Силу резания Рг определим по
формуле (см. стр. 425).
Для подсчета числа одновременно работающих зубьев zmax необхо-
димо знать длину L обрабатываемой детали. Это следует помнить и при
эксплуатации протяжек. Протяжка, рассчитанная на определенную
длину обрабатываемой детали и определенные характеристики мате-
риала, не может быть использована для значительно более длинных
деталей, а также для значительно более твердых материалов:

где L — длина детали в мм;
t — шаг протяжки в мм.
418
14'
419
Подсчет zmax по этой формуле производят с округлением до целого
числа в меньшую сторону.
Зная силу протягивания Р., можно определить напряжение в опас-
ном сечении протяжки. Опасным сечением у протяжки может быть
сечение по впадине первого режущего зуба или сечение по хвостовику.
Напряжение определяется по формуле
где Pz — общая сила протягивания в кГ;
F 0 — площадь опасного сечения в мм2.
Величина напряжения на разрыв не должна превышать следующих
допускаемых для протяжки напряжений:
Протяжки R в кГ\мм2
Круглые.......................................................................................................... 25
Гранные, шлицевые, елочные, эвольвентные.............................................. 20
Шпоночные..................................................................................................... 10
Результаты испытаний на Горьковском автозаводе показывают,
что допускаемое напряжение для протяжек можно увеличивать до
30—40 кГ/мм2, что позволяет делать их более короткими.
В отдельных случаях производится расчет для проверки хвостовика
на смятие. Допускаемое напряжение на смятие не должно превышать
60 кГ/мм2.
Длины протяжки и ее частей. После проверки протяжки на
прочность, зная шаг зубьев и их число, определяют длину режущей и
калибрующей частей по формулам:
для калибрующей части

длина режущей части

где tp — шаг зубьев режущей части;
tK — шаг зубьев калибрующей части.
Длина хвостовика, шейки, передней и задней направляющих при-
нимается с учетом размеров хвостовика, патрона станка, приспособле-
ния для протягивания детали. Общая длина протяжки равняется сумме
длин отдельных ее частей.
Допуски на протяжки. Протяжки предназначены для окончательной
обработки отверстий, поэтому калибрующие зубья должны обеспечи-
вать требуемую точность поперечных размеров отверстий. При протяги-
вании жестких толстостенных деталей замечается разбивка (увеличение)
размеров отверстия до 0,02 мм; при протягивании тонкостенных дета-
лей наблюдается усадка (уменьшение размеров). Величина разбивки
и усадки может быть определена опытным путем в зависимости от тол-
щины стенок протягиваемой детали.
Если нет данных о разбивке или усадке, берут размеры калибрую-
щих зубьев по максимальным размерам отверстия, а затем корректи-
руют их опытным путем.
На основные, поперечные размеры протяжки (диаметр, ширину
шлица и т. д.) назначают следующие допуски:
Элементы протяжки Допустимые отклонения
Режущие зубья............................ ± 1/5 от подъема зубьев, но не более
± 0,02 мм
Калибрующие зубья................... — 1/3 допуска на протягиваемое отверстие,
но не более отклонений скользящей
посадки 2-го класса точности-
Направляющие зубья................. Посадка Д (ОСТ 1012) для отверстий
2-го класса точности
Особенности конструкций отдельных видов протяжек. Конструиро-
вание шлицевых протяжек для прямоугольных шлицев (см. рис. 345, д)
аналогично описанному конструированию круглых протяжек.
Шлицевые протяжки для винтовых (спиральных) шлицев (см. рис.
345, е) отличаются тем, что зубья располагаются винтовыми рядами.
Междузубные канавки могут быть как кольцевые, так и винтовые.
Такие шлицевые протяжки имеют сравнительно небольшое распро-
странение.
В зависимости от формы шлицевых отверстий протяжки изготовля-
ются с эвольвентным профилем шлицев (рис. 345, ж), с угловыми или
елочными шлицами (рис. 345, з). Метод расчета протяжек с эвольвент-
ной формой шлица или елочными зубьями не отличается от расчета
круглых протяжек.
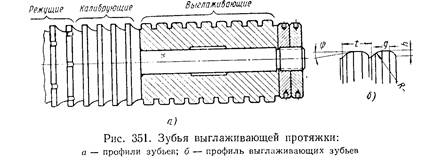
Круглая выглаживающая протяжка (рис. 351) по конструкции
отличается от режущей протяжки. Кроме режущих и калибрующих
зубьев, она имеет также выглаживающие зубья, которые закруглены
и при движении протяжки как бы развальцовывают обрабатываемое
отверстие. На рис. 351 показана протяжка, выглаживающая часть
которой выполнена насадной с отверстием, после насаживания ее она
закрепляется гайкой и контргайкой. При конструировании выглажи-
вающей протяжки необходимо правильно выбрать величину подъема
420
421
на зуб; последняя колеблется от 0,01 до 0,02 мм на диаметр. При работе
выглаживающей протяжки диаметр обрабатываемого отверстия может
получиться вследствие упругих деформаций несколько меньшего раз-
мера. Деталь как бы сжимается после прохода протяжки через отверс-
тие. Это уменьшение необходимо учитывать при конструировании
выглаживающей протяжки и принимать ее диаметр несколько больше
диаметра обработанного отверстия. Применяются такие протяжки для
обработки мягких и вязких материалов.
К протяжкам для многогранных отверстий относятся квадратные,
шестигранные, прямоугольные, восьмиугольные и др.
На рис. 345, к показана протяжка для квадратного отверстия.
Особенностью конструирования таких протяжек является групповая
схема резания с наличием трех-четырех ступеней по длине с различ-
ными подъемами на зуб.
422
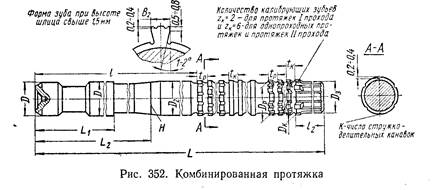
Комбинированные протяжки (рис. 352) предназначены для одно-
временной обработки шлицевых или зубчатых отверстий. Они имеют
две режущие части, выполненные на одном стержне. Например, комби-
нированная протяжка для шлицевых отверстий имеет вначале круглую
часть, которая обрабатывает отверстие по внутреннему диаметру шли-
цев. За круглой частью следует режущая шлицевая часть; эта часть
предназначена для вырезания шлицевых пазов. Круглая и шлицевая
режущие части имеют несколько калибрующих зубьев. Основным пре-
имуществом комбинированной протяжки является повышенная про-
изводительность, так как две операции совершаются за один проход.
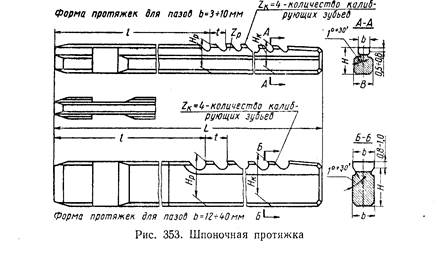
На рис. 353 показана шпоночная протяжка. Такие протяжки пред-
назначены для протягивания пазов под шпонку в различных отверстиях.
Размеры шпоночных протяжек с хвостовиками под кулачковые патро-
ны стандартизованы в ГОСТах 8788—58 и 8794—58.
§ 2. ПРОТЯЖКИ ДЛЯ НАРУЖНОГО ПРОТЯГИВАНИЯ
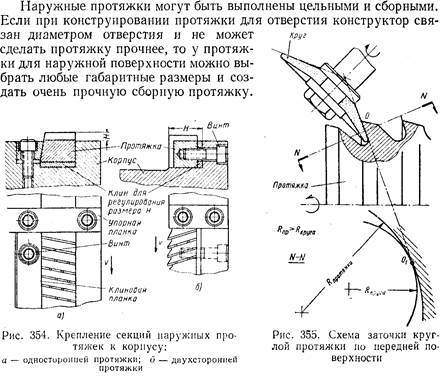
Крупные наружные протяжки изготовляются в виде отдельных
секций, укрепленных на специальном корпусе. На рис. 354 показано
несколько типов креплений отдельных секций протяжки на общем
423
й
корпусе. Могут быть изготовлены также протяжки с отдельными встав-
ными зубьями. Все элементы крепления протяжек, состоящих из
отдельных секций, а также и протяжек со вставными зубьями должны
быть рассчитаны на прочность.
Если при конструировании внутренних протяжек после переточки
протяжки нельзя увеличить диаметр протяжки и приходится перево-
дить калибрующие зубья в режущие, то наружные протяжки допускают
регулирование размера за счет подкладных клиньев. На рис. 354, б
показаны клинья для регулирования размеров наружных протяжек.
Заточка протяжек. Заточка протяжек производится в основном по
передней поверхности зуба, и реже протяжка перетачивается (вернее,
шлифуется) по задней поверхности. На рис. 355 показана схема заточки
внутренней круглой протяжки по передней поверхности зуба. Чтобы
шлифовальный круг не «разваливал» зуб, необходимо иметь радиус
круга меньше, чем радиус кривизны зуба в сечении NN.
Шлифование зуба по задней поверхности у круглой протяжки про-
изводят в круглошлифовальном станке.

Раздел СПЕЦИАЛЬНЫЕ ВИДЫ
X РЕЖУЩЕГО ИНСТРУМЕНТА
|