Элементы режущей части фрезы
На рис. 232 и 233 показаны геометрические элементы режущей
части фрезы.
Главный передний угол у рассматривается в плоско-
сти, нормальной к главной режущей кромке и проходящей
через данную точку (сечение ВВ).
У торцовой фрезы (рис. 233)
главная режущая кромка направ-
лена под некоторым углом , называемым главным углом в плане.
У цилиндрической фрезы с винтовым зубом (рис. 232) направление
главной режущей кромки совпадает с направлением винтовой линии.
Для фрез из быстрорежущих сталей величина главного
переднего угла колеблется в пределах 10—20° (дифференцированно,
см. [102]).
У торцовых и дисковых фрез, оснащенных пластинками
твердых сплавов, угол = + 5 ¸ -10°.
Отрицательное значение у делается на фаске 1—1,5 мм и приме-
няется при фрезеровании конструкционных и легированных сталей.
Иногда передние углы задают в плоскости, нормальной к оси фрезы
(угол ' в сечении Г Г).
Для перехода от угла у' к углу у можно пользоваться следующими
формулами:
tg — tg ' sin + tg cos
для угловой режущей кромки (т. е. для торцовой фрезы) и
tg = tg'cos
для цилиндрической фрезы.
В этих формулах — угол наклона зубьев фрезы к оси фрезы;
— главный угол в плане угловой кромки фрезы.
Главный задний угол а рассматривается в плоскости,
нормальной к оси фрезы (сечение Г Г). Он заключен между касательной
к задней поверхности зуба фрезы в рассматриваемой точке главной
режущей кромки и касательной к окружности вращения данной точки.
Иногда задний угол задается в нормальном сечении к главной режущей
кромке (угол ап в сечении ВВ).
Для цилиндрической фрезы
tg = tg п cos;
для главной режущей кромки торцовой фрезы

Задний угол на вспомогательной (торцовой) режущей кромке аг
рассматривается в сечении ББ, перпендикулярном вспомогательной
режущей кромке.
У фрез из быстрорежущих сталей величина главного
заднего угла колеблется в пределах 12—30°* (в зависимости от типа
фрезы).
У торцов ыхфрез ствердосплавны ми пластин-
ками п = 6 ¸ 15°; у дисковых фрез п = 20 ¸ 25° при
обработке сталей и п = 10 ¸ 15° при обработке чугунов.
Увеличенное (например, по отношению к резцам) значение заднего
угла у фрез объясняется тем, что фрезы (особенно шлицепрорезные и
дисковые) работают с относительно малыми толщинами среза, когда
радиус округления режущей кромки р (в целях уменьшения трения и
износа задней поверхности) должен быть минимальным. В отдельных
случаях, например, при врезании зуба (см. рис. 236), толщина среза
даже равна нулю, и тогда особенно желательно иметь абсолютно
острую ( = 0) режущую кромку, чего в действительности никогда не
бывает; уменьшить же величину р можно за счет увеличения угла ,
а поэтому у фрез он значительно больше, чем у резцов.
Кроме разобранных углов, торцовые фрезы характери-
зуются углами в плане (рис. 234) и углом наклона главной режущей
кромки .
Главный угол в плане оказывает влияние на толщину
срезаемого слоя (при одной и той же подаче), на соотношение соста-
вляющих сил, действующих на фрезу, на стойкость фрезы и качество
обработанной поверхности. Чем меньше этот угол, тем меньше толщина
среза и нагрузка на единицу длины режущей кромки (при одной и
той же подаче), тем выше стойкость фрезы, тем чище обработанная
поверхность, но тем больше осевая составляющая сил резания. Поэтому
малое значение угла = 10 ¸ 30° (так называемые торцово-кониче-
* Дифференцированно, см. литературу [102].
272
ские фрезы) можно применять лишь при достаточно жестких условиях
системы СПИД. Кроме того, малое значение главного угла в плане
затрудняет работу с большой глубиной резания, так как вызывает не-
обходимссть увеличения длины режущей части кромки,а поэтому работа
фрезой с < 30° рекомендуется при глубине резания не вышеЗ—4 мм.
Наиболее распространенным является значение угла = 60° (при
фрезеровании на проход).
Для упрочнения вершины зуба фрезы и для получения более
: одинаковых элементов у всех ее зубьев у торцовых твердосплавных

Рис. 234. Углы в плане торцовой фрезы
фрез делается обычно переходная кромка f = 1 ¸ 2 мм, направленная
под углом = 1/2 (см. рис. 234).
Вспомогательный угол в плане делается для
уменьшения побочного резания и трения вспомогательной режущей
кромки об обработанную поверхность. Для торцовых фрез этот угол
составляет 2—10°, для дисковых трехсторонних 2—5°.
Угол наклона главной режущей кромки
влияет на прочность и стойкость зуба; при положительном его значе-
нии + место входа (место удара) зуба фрезы отодвигается от вер-
шины зуба, являющейся наиболее слабой и ответственной частью;
положительное значение угла X способствует и более плавному входу
зуба в заготовку и выходу из нее. Однако при увеличении угла +
уменьшается продольный передний угол, что приводит к ббльшим
силам при резании и большему расходу мощности. У торцовых твердо-
сплавных фрез угол делается от 0 до + 15° (0° в случае обработки
жаропрочных сталей).
§ 2. ОСОБЕННОСТИ ПРОЦЕССА ФРЕЗЕРОВАНИЯ И ЭЛЕМЕНТЫ
РЕЖИМА РЕЗАНИЯ ПРИ ЦИЛИНДРИЧЕСКОМ ФРЕЗЕРОВАНИИ
Процесс образования стружки при фрезеровании сопровождается
теми же явлениями, что и процесс стружкообразования при точении
(деформации, тепловыделение, наростообразование, износ инстру-
273
мента и др.), с аналогичными причинами их возникновения. Однако
процесс фрезерования имеет и некоторые особенности.
При точении резец, однажды врезавшись в обрабатываемый металл,
находится под постоянным воздействием примерно одинакового сече-
ния стружки вдоль всей длины обработки. При фрезеровании же зуб

за один оборот фрезы находится под воздействием стружки относи-
тельно малое время. Большую часть оборота он проходит по воздуху,
не производя процесса резания; при этом зуб охлаждается, что поло-
жительно сказывается на его стойкости. Для продолжения процесса
стружкообразования вдоль всей длины заготовки зуб должен вновь
врезаться в срезаемый слой, что сопровождается ударом о его режущую
кромку; ударная нагрузка при-
водит к снижению стойкости
зуба фрезы и в отдельных слу-
чаях — к его полному разру-
шению.
Кроме того, при указанных
на рис. 235, а движениях фрезы
и заготовки (встречное цилин-
дрическое фрезерование) зуб
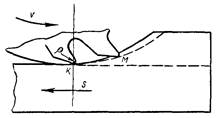
Рис. 236. Врезание зуба при встречном фрезы должен начинать резание
цилиндрическом фрезеровании с малой (нулевой) толщины,
чего, однако, вследствие нали-
чия радиуса округления между передней и задней поверхностями,
он сделать не может. Вместо начала резания в точке К, (рис. 236) зуб
начнет стружкообразование только в некоторой точке М, где толщина
среза будет равна примерно радиусу округления р. На участке же КМ
зуб скользит по упрочненной поверхности резания, образованной
впереди идущим зубом, что вызывает большое трение и износ по зад-
ней поверхности.
274
Но и после начала стружкообразования в точке М зуб фрезы
находится в иных условиях, чем резец, так как толщина среза по
мере продвижения зуба фрезы под стружкой все время будет увели-
чиваться и достигнет своего наибольшего значения max перед выходом
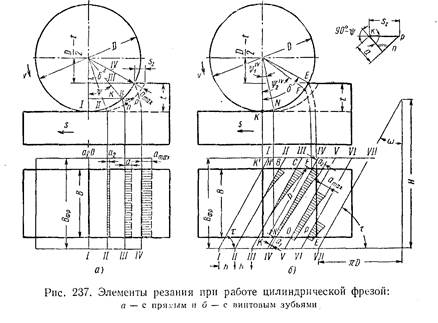
зуба (рис. 235 и 237, а). Наряду с изменением толщины среза у фрезы
с винтовыми зубьями будет- переменной и ширина среза, или длина
соприкосновения режущей кромки с заготовкой (рис. 237, б).
Периодичность работы зуба фрезы, переменная толщина и ширина
среза (а следовательно, и переменная площадь поперечного сечения
среза), а также непостоянное число зубьев, одновременно находящихся
в работе (см. ниже), вызывают переменное значение сил, моментов и
мощности, необходимых для осуществления процесса стружкообразо-
вания, и усложняют процесс фрезерования по сравнению со всеми дру-
гими методами обработки металлов резанием, рассмотренными выше.
Рассмотрим элементы режима резания при цилинд-
рическом фрезеровании.
Так как главное движение — вращение фрезы, то скорость
резания 
где D — диаметр фрезы в мм;
п — число оборотов фрезы в минуту.
275
Подача — величина поступательного перемещения между за-
готовкой и фрезой при вращении последней. У обычных фре-
зерных станков подача может происходить в горизонтальной (гори-
зонтальная подача) и в вертикальной (вертикальная подача) пло-
скостях.
При фрезеровании различают три размерности подачи: подача
на один зуб фрезы — sz в мм/зуб, подача на один оборот фрезы — s 0
в мм/об, подача за 1 мин — sM в мм/мин.
Между указанными подачами существует следующая зависимость
где z — число зубьев фрезы.
Глубина t и ширина В фрезерования показаны
на рис. 235, 237, а, б а 230, а (Вфр на этих рисунках — ширина
фрезы).
Углом контакта фрезы S называется центральный угол,
соответствующий дуге соприкосновения фрезы с заготовкой, измеряе-
мой в плоскости, перпендикулярной к оси фрезы. Из рис. 237, а следует,
итп

При входе зуба (положение 1) толщина среза равна нулю. При
выходе зуба (положение IV) толщина среза соответствует полному углу
контакта б, имеет наибольшее значение и определится так:
а max = Sz Sin мм.
Зуб прямозубой фрезы входит в обрабатываемую заготовку и вы-
ходит из нее сразу по всей ширине В (см. рис. 237, а), и его положение
в каждый данный момент определяется углом .. Зуб же винтозубой
фрезы входит в заготовку постепенно (см. развертку на рис. 237, б),
достигает максимального соприкосновения с ней (когда он перекры-
вает всю ее ширину В) и затем постепенно выходит из нее. Мгновенное
положение зуба в этом случае характеризуется двумя углами: углом
входа и углом выхода 2.
Для положения IV угол входа
а угол выхода 
Для положения / 
Для положения //.угол входа г^11 = 0, а угол выхода

Для положения VI угол входа
Толщина среза а есть переменное расстояние между двумя
последовательными поверхностями резания (образованными режу-
щими кромками двух смежных зубьев фрезы), измеренное в направле-
нии, нормальном к первоначальной поверхности резания в рассматри-
ваемой точке, т. е. толщина среза измеряется в радиальном направле-
нии (см. рис. 237, а) и переменна на протяжении всей дуги соприкос-
новения фрезы с заготовкой.
У цилиндрической фрезы с прямым зубом (см. рис. 237, а) толщина
среза постоянна вдоль всей длины зуба (для некоторого мгновенного
положения зуба) и может быть определена из треугольника кпр, если
принять линию пр за прямую:

или

где — мгновенный угол контакта, или угол, соответствующий дан-
ному положению зуба фрезы.
276

а угол выхода

Толщина среза для винтозубой фрезы подсчи-
тывается по той же формуле, что и для прямозубой фрезы. Но эта
толщина будет переменной как вдоль всей длины дуги контакта, так
и вдоль всей длины активной части зуба (см. рис. 237, б).
Для положения IV толщина среза на входе

толщина среза на выходе

максимальная толщина среза
Ширина среза Ь измеряется вдоль режущей кромки и
представляет собой длину соприкосновения зуба фрезы с заготовкой.
Для прямозубой фрезы Ь = В. Для фрезы с винтовым зубом ширина
среза для каждого зуба переменна.
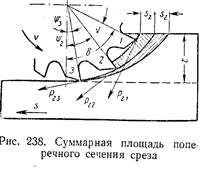
Площадь поперечного сечения среза, сни-
маемая одним зубом прямозубой фрезы, f — ab = bsz sin .
Для определения суммарной площади попереч-
ного сечения среза необходимо знать число зубьев,
одновременно находящихся в работе, и мгновенный угол контак-
та для каждого зуба (рис. 238).
Для прямозубой фре-
з ы число зубьев, одновре-
менно находящихся в
работе,

где 8 — полный угол контакта;
v — угол между двумя сосед-
ними зубьями;

Если 1 < т < 2, то одновременно в работе находятся максимум
два зуба; если 2 < т < 3, то в работе одновременно находятся мак-
симум три зуба, и т. д.
Если учесть, что

то число зубьев, одновременно находящихся в работе, будет зависеть
от соотношения -  , от диаметра фрезы и числа ее зубьев. Чем больше t , от диаметра фрезы и числа ее зубьев. Чем больше t
и г и меньше D, тем больше т. Для вполне конкретной фрезы, с задан-
ными D и z, число зубьев, одновременно находящихся в работе, зависит
только от глубины резания t.
Для фрезы с винтовым зубом число зубьев, одновременно
находящихся в работе, может быть определено графически (см.
рис. 237, б). Для этого в масштабе вычерчиваются фреза и заготовка и дается раз-
вертка поверхности резания, Под известным углом подъема зуба фрезы (угол =
== 90° — ) проводятся лучи на расстоянии торцового шага  начиная с по- начиная с по-
ложения I — I. Число таких лучей, попавших в зону развернутой поверхности реза-
ния, и будет числом зубьев, одновременно находящихся в работе. На рис. 237, б
число зубьев, одновременно находящихся в работе, равно шести (т = 6). По-види-
мому, чем меньше h, тем больше т (при прочих одинаковых условиях).
278
Аналитически число зубьев, одновременно находящихся в работе,
для фрезы свинтовым зубом может быть подсчитано по фор-
муле


где L — полный путь относительного перемещения фрезы и заготовки
в мм (из положения I в положение II; рис. 239);
l — длина обработанной поверхности в мм;
у — величина врезания в мм;
из треугольника О КМ

§ 3. РАВНОМЕРНОСТЬ ФРЕЗЕРОВАНИЯ
Зуб прямозубой фрезы входит в заготовку и выходит из нее сразу
по всей ширине. Это приводит к резкому изменению площади попереч-
ного сечения среза, а следовательно, и сил, действующих в процессе
резания.
Представим себе, что в работе будет находиться только один зуб
прямозубой фрезы, т. е. впереди идущий зуб уже вышел из соприкос-
новения с заготовкой, а следующий за ним зуб только начинает входить
в заготовку. В этом случае площадь поперечного сечения среза будет
* Так как с увеличением t увеличивается б.
279
плавно изменяться от нуля до максимума, когда зуб находится под
стружкой, с последующим резким падением до нуля, когда зуб выйдет
из заготовки.
Процесс происходит более спокойно (более авномерно), если в ра-
боте одновременно находятся два или три зуба.. В этом случае уже не
будет таких резких изменений в площади поперечного сечения среза.
Однако и при достаточно большом числе зубьев, одновременно
находящихся в работе, для прямозубой фрезы невозможно получить
равномерное фрезерование, т. е. такое фрезерование,
при котором площадь попе-
речного сечения среза остава-
лась бы постоянной на всем
протяжении обработки.
Равномерное фрезерование
при определенных условиях
можно получить лишь при
работе' фрезой с винтовым зу-
бом, у которой режущая
кромка каждого зуба посте-
пенно входит в заготовку,
а затем постепенно выходит
из нее (см. рис. 237, б), что
создает менее резкое измене-
ние площади поперечного се-
чения среза, менее резкое
изменение сил, а следователь-
но, и более спокойную работу, обеспечивающую получение более
чистой обработанной поверхности.
Площадь поперечного сечения среза на всем протяжении обработки
можно считать постоянной в случае, когда ширина фрезерования равна
осевому шагу фрезы h 0 или кратна ему в целых числах (рис. 240), т. е.

где к — целое число (1, 2, 3 и т. д.);
h 0 — осевой шаг фрезы (расстояние между двумя соседними зу-
бьями, измеренное в направлении оси).
Зависимость между осевым h 0 и торцовым h шагами легко опреде-
лится из треугольника MNK -
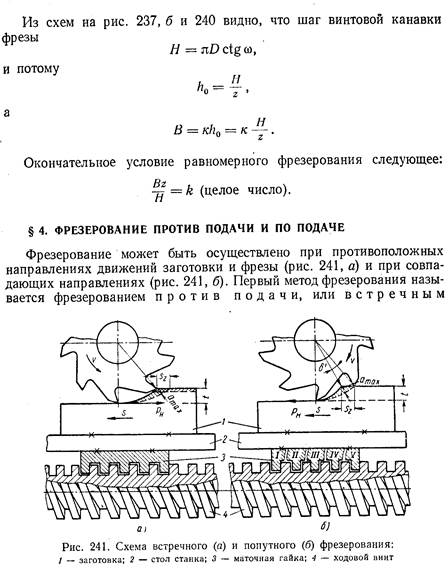
фрезерованием, второй —фрезерованием по подаче, или попут-
ным фрезерованием.
Встречное фрезерование характеризуется тем, что нагрузка
на зуб увеличивается постепенно, так как толщина среза изменяется
от нуля при входе зуба до максимума при выходе зуба из обрабаты-
ваемого металла. Зуб фрезы работает из-под корки, «выламывая» корку
снизу; фреза «отрывает» заготовку от стола, приподнимая также и стол
280
281
станка, увеличивая тем самым зазоры между столом и направляющими
станины, что при больших сечениях (больших усилиях) среза приводит
к дрожанию и ухудшению чистоты обработанной поверхности.
При попутном фрезеровании заготовка прижимается к
столу, а стол — к направляющим станины. Зуб фрезы начинает рабо-
тать почти с первого момента резания с наибольшей толщиной и сразу
подвергается максимальной нагрузке. При наличии у заготовки
корки зуб ударяется о нее; высокая твердость и загрязненность
корки приводит в этом случае к резкому снижению стойкости фрезы.
Поэтому, когда заготовка имеет твердую корку, применяют встречное
фрезерование, при котором вредное влияние корки сказывается в мень-
шей степени.
Работа из-под корки положительно характеризует встречное фре-
зерование. К этому же можно было бы отнести и постепенно увеличи-
вающуюся нагрузку на зуб, если бы зуб начинал резать сразу в точке К
(см. рис. 236). Однако вследствие наличия радиуса округления р зуб
начинает резание только в точке М, подвергаясь на участке КМ силь-
ному трению о наклепанную поверхность резания, образованную впе-
реди идущим зубом, вследствие чего происходит интенсивный износ
по задней поверхности. Поэтому при отсутствии у заготовки корки
стойкость фрезы при попутном фрезеровании (когда зуб начинает резать
сразу) выше по сравнению со стойкостью при встречном фрезеровании;
при одинаковой же стойкости попутное фрезерование дает возможность
работать с более высокой скоростью резания, обеспечивая более
высокую производительность. Наибольшее повышение стойкости (в
3 раза) наблюдается при тонких стружках (sz £ 2 мм/зуб), когда
длина дуги скольжения КМ при встречном фрезеровании (см. рис. 236)
будет больше.
Исследования показывают, что попутное фрезерование обеспечи-
вает и более высокое качество (микрогеометрию) обработанной поверх-
ности (на один-два класса выше, чем при встречном фрезеровании).
Это объясняется тем, что при попутном фрезеровании заготовка при-
жата к столу, а стол — к направляющим, зазоры в плоскостях сопри-
косновения выбираются, и обеспечивается более спокойная работа.
Кроме того, при встречном фрезеровании возможно «затаскивание»
стружки на обработанную поверхность (зубьями фрезы), что исклю-
чается при попутном фрезеровании.
Попутное фрезерование Еызывает и несколько меньший общий
расход мощности (за счет уменьшения мощности, затрачиваемой на
движение подачи).
Указанные положительные моменты попутного фрезерования можно получить
лишь при отсутствии твердой корки, при хорошем состоянии станка и при отсут-
ствии значительного зазора (люфта) в винтовой паре (ходовой винт — маточная ганка)
стола фрезерного станка. При фрезеровании против подачи (см. рис. 241, а) ходовой
винт 4, вращаясь и перемещая гайку 3 (а следовательно, и стол с заготовкой) в на-
правлении подачи, все время прижат одной и той же стороной профиля резьбы гайки.
Одностороннему прижиму содействует и горизонтальная сила Рн, действующая со
стороны фрезы на заготовку и имеющая вэтом случае направление, обратное на-
правлению подачи. Благодаря этому люфт все время будет выбран односторонне и стол
будет равномерно перемещаться (от равномерного вращающегося ходового винта).
При фрезеровании по подаче (рис. 241, б) ходовой винт, вращаясь, начнет пере-
мещать гайку тогда, когда между профилями резьбы винта и гайки также односто-
ронне будет выбран люфт (положение I). Но так как скорость вращения фрезы больше
скорости подачи, то сила Рн, действующая на заготовку (в этом случае в направлении
подачи) и гайку, сместит профиль резьбы гайки по отношению к профилю резьбы
винта сначала в нейтральное положение //, а затем и в положение ///, при котором
их беззазорное соприкосновение будет уже на другой стороне. В положениях //
и /// винт своей резьбой не воздействует уже на резьбу ганки, и механическая по-
дача стола прерывается. Через некоторый момент профиль резьбы все время равно-
мерно вращающегося винта снова войдет в одностороннее рабочее беззазорное сопри-
косновение с гайкой (положение V, подобное положению /), и начнется перемещение
гайки — стола — заготовки в направлении подачи. Чем больше будет общий зазор
между профилем резьбы ходового винта и профилем резьбы маточной гайки, тем
более неравномерно и с большими толчками будет протекать процесс резания, что
может привести не к положительным, а к отрицательным результатам от попутного
фрезерования.
Во избежание этого (с целью исключения влияния люфта в винтовой паре стола
фрезерного станка) применяют специальные приспособления: два ходовых винта,
гидравлическую подачу стола, специальные конструкции маточных гаек и др.
СИЛЫ, ДЕЙСТВУЮЩИЕ НА ФРЕЗУ
Для прямозубой цилиндрической фрезы сум-
марную х равнодействующую силу сопротивления срезаемого слоя
R можно разложить на следующие силы: касательную Pz и радиаль-
ную Ру или горизонтальную Рн и
вертикальную Pv (рис. 242).
Касательная (окружная) сила Рг
создает момент сопротивления ре-
занию 
и изгибает оправку. Момент сопро-
тивления М должен быть преодо-
лен вращающим (крутящим) момен-
том, развиваемым электродвига-
телем станка. Таким образом, по
силе Р z рассчитывается механизм
главного движения станка и мощ-
ность электродвигателя, необходи-
мая для резания.
Радиальная сила Р оказывает давление на подшипники шпинделя
станка и изгибает оправку. Следовательно, оправка фрезы работает
на изгиб от двух сил: Р z и Р или от их равнодействующей R. Кроме
изгиба, оправка испытывает и деформации кручения от момента соп-
ротивления резанию, а потому полный расчет оправки производится
на сложное сопротивление [81].
1 От всех зубьев фрезы, одновременно находящихся в работе.
282
283
По горизонтальной силе Рн (силе подачи) производится расчет меха-
низма подачи станка, силы закрепления заготовки и деталей при-
способления.
Сила Pv прижимает (затягивает) фрезу к заготовке. Сила реак-
ции P ' v, действующая на заготовку (пунктиром справа от точки при-
ложения силы R), направлена вверх. В этом случае она является силой
отрыва заготовки от стола, а так как заготовка жестко скреплена со
столом, то она является и силой, стремящейся поднять стол. При
попутном фрезеровании, наоборот, сила Р v будет отжимать фрезу от
заготовки, а сила P ' v прижимать заготовку к столу, а стол — к напра-
вляющим станины.
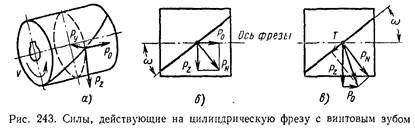
При фрезеровании фрезой с винтовым зубом, кроме сил Р z, Р
Рн и Pv, будет действовать еще осевая сила Р0 (рис. 243, а), направле-
ние которой зависит от направления винтовой канавки фрезы, имею-
щей угол наклона .
Из схемы на рис. 243, б следует, что
P 0 = ctg ..
Как показали исследования проф. А. М. Розенберга, вдоль зуба
действует еще сила трения Т (рис. 243, в), уменьшающая силу Р0,
а потому для расчета силы Р0
рекомендуется пользоваться сле-
дующей формулой:
P0 = 0,28 P z,tg.
В зависимости от направле-
ния винтовой канавки фрезы
осевая сила Р0 или сдвигает
фрезу с оправки, или прижи-
мает ее к буртику шпинделя
(последнее более благоприят-
но). Сила Р0 оказывает также
воздействие на крепежные приспособления, на ходовой винт попереч-
ной подачи станка и на его направляющие.
Для уничтожения осевой силы применяют набор фрез с различным
направлением винтовой канавки (рис. 244).
284
Сила Рг может быть подсчитана по эмпирическим формулам, при-
водимым в справочниках по режимам резания. Но чаще в справочни-
ках [102, 51] приводятся формулы для подсчета мощности, потребной
(затрачиваемой) на резание N рез (в квт), зная которую можно подсчи-
тать силу Рг:

Для цилиндрической фрезы из быстрорежущей стали Р18 (при
g= + 10°, с охлаждением) при обработке стали 1 с в — 75 кГ/мм2

Необходимая мощность электродвигателя станка

где — к. п. д. станка,
| При определении сил Рн и Pv можно воспользоваться следующими
соотношениями:
|
Исследования показывают, что мощность, затрачиваемая на дви-
жение подачи, не превышает 15% мощности, затрачиваемой на реза-
ние. С учетом этого полная расчетная (необходимая) мощ-
ность электродвигателя станка.
|