На величину осевой силы и момента при
СВЕРЛЕНИИ
На возникающие при сверлении осевую силу и суммарный момент
сопротивления резанию оказывают влияние следующие основные
факторы: 1) обрабатываемый металл; 2) диаметр сверла и подача;
При кратковременной работе допустима перегрузка электродвигателя станка
на 20—25%, т. е. N'мЈ 1,25 Nст.
1 Эта проверка необходима при работе на малых числах оборотов шпинделя,
когда Мвр по мощности привода велик, а реализовать его нельзя из-за слабости
того или иного звена механизма главного движения станка, так как при малой
скорости, но при одной и той же мощности привода (полностью используемой на
резание) на это звено будут действовать слишком большие силы.
218
3) геометрические элементы сверла; 4) смазывающе-охлаждающие
жидкости; 5) глубина сверления; 6) износ сверла и 7) скорость
резания.
Обрабатываемый металл. Чем выше предел прочности при растя-
жении в или твердость НВ обрабатываемого металла, тем больше
осевая сила и момент от сил сопротивления резанию при сверлении.
Математически эта зависимость может быть выражена следую-
щими уравнениями:
при обработке сталей сверлами из быстрорежущей стали

при обработке серых чугунов сверлами, оснащенными твердым
сплавом, 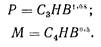
Диаметр сверла и подача. Чем больше диаметр сверла и величина
подачи, тем больше площадь поперечного сечения среза, тем больше
сопротивление стружкообразованию, тем больше, следовательно,
осевая сила и момент от сил сопротивления резанию.
Экспериментальные исследования показывают, что диаметр сверла
оказывает большее влияние на увеличение Р и М, чем подача. Это
объясняется тем, что диаметр сверла выражает как бы глубину реза-
ния при сверлении, которая по сравнению с подачей оказывает боль-
шее влияние на силы, возникающие в процессе резания (см. стр. 81).
Кроме того, если подача влияет на значения Р и М примерно одина-
ково, то диаметр сверла на момент от сил сопротивления оказывает
значительно большее влияние, чем на осевую силу. Последнее объяс-
няется тем, что наряду с увеличением сил, влияющих на общий момент
сопротивления, увеличивается и плечо, на котором эти силы дей-
ствуют. Различное влияние величины диаметра сверла и подачи учи-
тывается величиной показателей степени в формулах для подсчета
осевой силы Р и момента М (см. стр. 222).
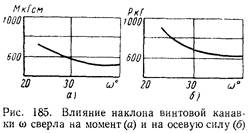
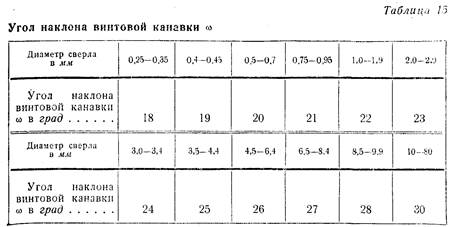
Геометрические элементы сверла. Угол наклона винто-
вой канавки ш оказывает влияние на значения Р и М по-
стольку, поскольку он влияет на передний угол сверла. Из формулы

следует, что чем больше угол со, тем больше передний угол в каждой
точке режущей кромки сверла, тем легче стружкообразование, а сле-
довательно, меньше осевая сила Р и момент от сил сопротивления М
(рис. 185). Наиболее резко это уменьшение идет до величины =30°.
219
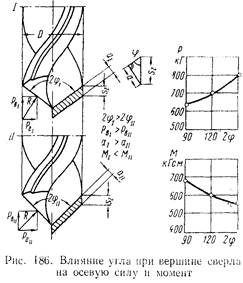
Угол при вершине сверла 2 влияет на соотношение
сил Ре и Рв, а также на толщину среза (рис. 186), а потому он не может
не влиять на силу Р и мо-
мент М. При уменьшении
угла 2 увеличиваются го-
ризонтальные силы Р г и
уменьшаются вертикальные
силы Рв, аналогично измене-
нию сил Ру и Рх при умень-
шении главного угла в плане
у резца (см. стр. 85); умень-
шение сил Рв приводит
к уменьшению осевой силы Р;
при увеличении же угла 2 при вершине сверла увеличивается и
осевая сила Р.
Толщина среза, приходящаяся на одну режущую кромку,
a = sz sin
уменьшается с уменьшением угла 2 (рис. 186). Тонкие стружки
деформируются полнее, а потому сила Рz будет увеличиваться с умень-
шением угла 2 и умень-
шаться с его увеличением 1.
Увеличение или уменьшение
силы Рг приводит к соответ-
ствующему увеличению или
уменьшению момента от сил
сопротивления резанию. Та-
ким образом, при увеличении
угла 2 ф осевая сила увели-
чивается, а момент от сил со-
противления резанию умень-
шается (при прочих одинако-
вых условиях резания).
| 1 Здесь та же зависимость, что и при рассмотрении влияния главного утла
в плане на силу Ре при точения для резца с радиусом закругления r = 0 (см. стр. 83).
|
Выше указывалось, что
поперечная кромка
оказывает большое влияние
на осевую силу, так как
более 50% величины общей
силы Р приходится на по-
перечную кромку, которая
имеет неблагоприятные углы
резания. Следовательно, чем больше длина поперечной кромки,
тем большим будет момент от сил сопротивления резанию и осо-
бенно осевая сила (рис. 187). Для уменьшения Р и М произво-
дится подточка перемычки, благодаря которой уменьшаемся как
длина поперечной кромки (размер А; рис. 178), так и угол резания
в точках режущей кромки, близко расположенных к оси сверла;
осевая сила Р при такой подточке уменьшается на 30—35%
(по отношению к сверлу, не имеющему подточки). У сверл со сре-
занной поперечной кромкой (форма заточки ДП-2, см. табл. 12)
углы резания еще более благоприятны; такая заточка способ-
ствует снижению силы Р до 4 раз и повышению стойкости сверла.
При работе сверлом сдвой ной заточкой сила Р и мо-
мент М практически мало отличаются от Р и М при работе сверлом
с одинарной заточкой.
Смазывающе-охлаждающие жидкости. В гл. IV было рассмотрено
влияние смазывающе-охлаждающих жидкостей на силу резания при
токарной обработке. Положительное действие жидкости проявляется
и при сверлении, так как процесс резания при сверлении сопровож-
дается теми же явлениями, что и при точении. Поэтому применение
соответствующих смазывающе-охлаждающих жидкостей и особенно
поверхностно активных эмульсий приводит, по сравнению с обработ-
кой всухую, к уменьшению осевой силы (силы подачи) и момента от
сил сопротивления резанию на 10—30% при обработке сталей, на
10—18% при обработке чугунов и на 30—40% при обработке алю-
миниевых сплавов.
Глубина сверления. С увеличением глубины сверления условия
резания ухудшаются. Отвод стружки и подвод охлаждающей жид-
кости затрудняются, тепловыделение увеличивается, упрочнение воз-
растает. Все это приводит как к снижению стойкости сверла, так и к
220
2 21
повышению осевой силы и момента от сил сопротивления резанию.
Для облегчения резания на большой глубине у сверл делаются струж-
коразделительные канавки (см. рис. 180), которые разделяют стружку,
облегчают ее отвод, уменьшают тепловыделение, осевую силу и мо-
мент от сил сопротивления резанию.
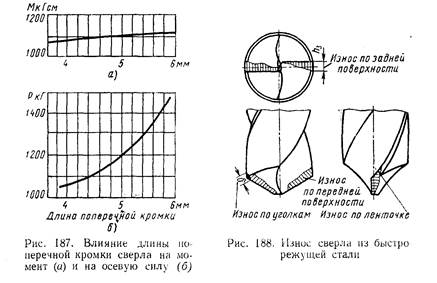
Износ сверла. С увеличением износа сверла по задней поверх-
ности h3 (рис. 188) Р и М увеличиваются. Затупленное сверло по
отношению к острому повышает Р и М на 10—16%.
Скорость резания. С увеличением скорости резания значения Р
и М сначала увеличиваются1, а затем уменьшаются [96], причем
с увеличением подачи это влияние уменьшается, и начиная с s»
0,4 мм/об скорость v практически не влияет на силу Р и момент М.
§ 6. ФОРМУЛЫ ДЛЯ ПОДСЧЕТА ОСЕВОЙ СИЛЫ
И МОМЕНТА ПРИ СВЕРЛЕНИИ
В общем виде для сверл из инструментальных ста-
лей
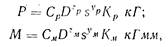
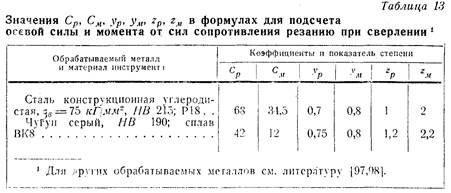
где Ср и См — коэффициенты, характеризующие материал и
условия его обработки;
D — диаметр сверла в мм;
s — подача в мм/об;
Zp; Z м; Ур\ Ум — показатели степеней;
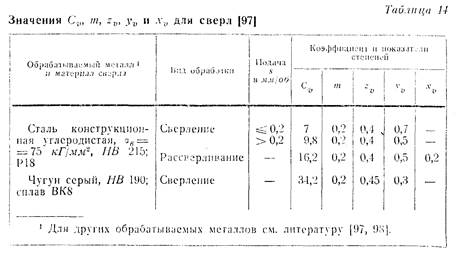
| В табл. 13 приводятся значения Ср, См, Ур, Ум, zp, zM при обра-
ботке сверлами с нормальной геометрией режущей части (форма
|
| ' Для установления количественного влияния v на Р и М необходимы дальнейшие
исследования.
|
КР и Км — общие поправочные коэффициенты на изменен-
ные условия обработки.
заточки НП, ДП, ДПЛ) различных металлов с определенным значе-
нием ав и НВ, с охлаждением (в случае обработки стали) и'всухую
(в случае обработки серого чугуна). При других условиях обработки
на приведенные значения Ср и См необходимо вводить поправочные
коэффициенты, что в самих формулах для Р и М учитывается коэф-
фициентами Кр и Км-
ИЗНОС СВЕРЛ
Как и всякий другой инструмент, сверло в процессе резания
изнашивается. В общем случае сверла из быстрорежущих
сталей изнашиваются по задней поверхности, по передней по-
верхности, по ленточкам и по уголкам (в месте перехода от режущих
кромок к ленточкам, рис. 188).
Износ сверла вызывает повышение значения М или Р, или той и
другой величины вместе. Так, в случае износа ленточки момент от
сил сопротивления резанию резко возрастает, а осевая сила почти не
изменяется. Объясняется это тем, что дополнительная сила трения,
вызванная износом, будет действовать на плече, равном радиусу
сверла, что в большей степени скажется на моменте от сил
сопротивления резанию М и в меньшей степени — на осевой
силе Р.
В случае износа поперечной кромки более резко увеличится Р и
меньше М, так как такой износ образует еще более тупой, закруглен-
ный угол у вершины сверла, что будет препятствовать внедрению
сверла в обрабатываемый металл. Незначительное же увеличение
момента М в этом случае объясняется малым плечом, на котором дей-
ствуют силы, так как длина поперечной кромки по отношению к диа-
метру сверла относительно невелика. Большой износ поперечной
кромки считается ненормальным, и проявляется он у сверл, плохо
термически обработанных (несквозная прокалка), или у сверл, имею-
щих большую длину поперечной кромки.
В случае износа уголка и задней поверхности происходит увели-
чение осевой силы Р и момента М.
При обработке сталей за лимитирующий износ прини-
мается износ по задней поверхности. На рис. 188 видно, что износ
по задней поверхности происходит неравномерно: больше на перифе-
рии сверла и меньше в центре. Это объясняется тем, что на периферии
сверла скорость резания наибольшая, что вызывает наибольшее тепло-
выделение и наибольшую скорость относительного скольжения точек
сверла по отношению к поверхности резания; за один и тот же про-
межуток времени точки, близко расположенные к периферии, прохо-
дят больший путь трения, чем точки, расположенные вблизи к оси
сверла, что вызывает соответственно и большой износ. Для сверл из
быстрорежущих сталей при обработке сталей в качестве критерия за-
тупления принимается износ по задней поверхности h3 = 0,8 ¸1,2 мм
(для сверл D > 20 мм).
223
При обработке чугунов сверлами из быстрорежущей
стали за лимитирующий износ принимается износ по угол-
кам с максимально допустимой величиной
0,5—1,2 мм. Сверла, оснащенные твер-
дым сплавом, изнашиваются по зад-
ней поверхности, уголку, перемычке и
ленточкам (рис. 189); при сверлении чугуна
в качестве критерия затупления сверл ре-
комендуется износ по задней поверхности
h 3 =0,4 ¸ 1,3 мм для сверл диаметром
D = 15 ¸ 30 мм.
Рис. 189. Износ сверла, Закономерность износа сверл аналогична
оснащенного пластинкой износу резцов (см. рис. 96). Точке пере-
твердого сплава гиба b соответствует оптимальный износ,
т. е. износ, при котором общий срок служ-
бы сверла будет наибольшим. Оптимальный износ и принимается
за критерий износа сверл.
§ 8. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ
НА СКОРОСТЬ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
На скорость резания при сверлении оказывают влияние следую-
щие основные факторы: стойкость режущего инструмента, физико-
механические свойства обрабатываемого металла, материал режущей
части сверла, диаметр сверла, подача, глубина сверления, форма
заточки сверла, смазывающе-охлаждающие жидкости.
Зависимость между скоростью резания и стойкостью. Чем больше
скорость резания, тем больше тепловыделение, тем интенсивнее износ,
тем скорее затупится сверло, тем меньшую стойкость оно будет иметь.
Математически эта зависимость между скоростью резания и стой-
костью выразится так:

или

где т — показатель относительной стойкости; при работе свер-
лами из быстрорежущей стали т = 0,2 для сталей
и т =0,125 для чугунов; при резании сверлами с пла-
стинками твердых сплавов (ВК8) чугунов т =-- 0,2;
v 1 и v 2 — скорости резания, соответствующие стойкостям T и Т1.
Для сверл D = 5 ¸ 60 мм из быстрорежущих сталей при
обработке стали стойкость Т == 15 ~ ПО мин, а при обработке чугуна
Т = 20 ¸170 мин; для сверл, оснащенных твердым спла-
вом ВК8, при обработке серого чугуна Т = 40 ¸ 80 мин [97].
224
Физико-механические свойства обрабатываемого металла. Чем
выше механические свойства обрабатываемого металла, тем больше
работы затрачивается на стружкообразование при сверлении, тем
'больше тепловыделение и термодинамическая нагрузка на единицу
длины режущей кромки, тем интенсивнее протекает износ сверла и
меньше его стойкость, а следовательно, меньше и скорость резания,
допускаемая сверлом при одной и той же стойкости.
В зависимости oт значения предела прочности стали при растяже-
нии скорость резания, допускаемая сверлами из быстрорежу-
щей стали (при одной и той же стойкости),

При сверлении автоматных сталей показатель степени к =1,05;
при сверлении углеродистых сталей с ст„<55 кГ/мм2 величина
х = — 0,9; при в ³ 55 кГ/мм2 величина х = 0,9; при сверлении
хромистых, никелевых, хромоникелевых, хромомолибденовых, ин-
струментальных быстрорежущих и других легированных незакален-
ных сталей х — 0,9.
Для сверла, оснащенного твердым сплавом ВК8, при обработке
серого чугуна скорость резания в зависимости от твердости чугуна.

Металл режущей части сверла. Чем больше теплостойкость мате-
риала режущей части сверла, тем больше допускаемая скорость реза-
ния. Так, сверла из инструментальных углеродистых сталей допу-
скают скорости резания в 2 раза меньшие по сравнению со сверлами из
быстрорежущих сталей Р18 и Р9, сверла же с пластинками твердых
сплавов — в 2—3 раза большие.
Сверла из легированной стали 9ХС допускают меньшую скорость
резания по сравнению со сверлами из стали Р18 (коэффициент умень-
шения 0,6).
Диаметр сверла. С увеличением диаметра сверла (при прочих
одинаковых условиях) скорость резания, допускаемая сверлом, по-
вышается. Это объясняется тем, что при увеличении диаметра сверла,
несмотря на увеличение площади поперечного сечения среза и увели-
чение работы, затрачиваемой на резание, отвод тепла от поверхностей
сверла в его тело и в заготовку более интенсивен, что снижает тепло-
вую напряженность на поверхностях трения сверла и повышает его
стойкость. Повышение интенсивности теплоотвода от поверхностей
сверла вызывается большей массой тела сверла при увеличении его
диаметра, большей поверхносеыо соприкосновения с заготовкой но
поверхности резания, а также и большим объемом канавок сверла,
что наряду с облегчением подвода охлаждающей жидкости к месту
стружкообразования облегчает и выход стружки из отверстия. Бла-
225
гоприятное влияние на повышение v с увеличением D оказывает и
повышенная жесткость сверл большего диаметра.
Подача. С увеличением подачи увеличивается площадь попереч-
ного сечения среза, что вызывает повышение сил, действующих на
сверло, увеличение количества работы, затрачиваемой на резание,
а следовательно, и общего количества выделяемого тепла. Все это
повышает термодинамическую нагруженность сверла и снижает его
стойкость (или скорость резания при одинаковой стойкости).
Математически зависимость между скоростью резания и подачей
можно выразить так:

Экспериментальными исследованиями установлено (см. табл. 14),
что показатель степени y <1, т.е. увеличение подачи, например,
в 2 раза приводит к необходимости снизить скорость резапия меньше,
чем в 2 раза.
Глубина сверления. С увеличением глубины сверления условия
работы сверла становятся более тяжелыми: затрудняется выход
стружки (она большее время находится в соприкосновении со сверлом
и стенками отверстия, что сопровождается трением); затрудняется
подвод свежей охлаждающей жидкости к месту резания; повышается
упрочнение обработанной поверхности (т. е. на больших глубинах
ленточки сверла будут тереться о более твердые, более наклепанные
стенки отверстия). Все это приводит к большему нагреву сверла и
к снижению его стойкости (в большей степени для сверл меньших диа-
метров). Поэтому при сверлении на глубину более 3D скорость реза-
пия необходимо снижать. Это учитывается поправочным коэффициен-
том K lv:
Глубина отверстия в диаметрах до... 3D AD 5D 6D 8D 10D
Коэффициент Kiv.......................................... 1,0 0,85 0,75 0,7 0,6 0,5
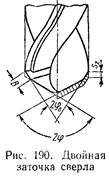
Форма заточки. Двойная заточка под углом 20 = 70° (см.
рис. 190) дает возможность повысить скорость резания в среднем
на 15—20"о при сверлении стали (по сравнению с одинарной заточ-
кой) и на 30% при сверлении чугуна; стойкость сверл (при одной
и той же скорости резания) повышается в 2—3,5 раза. Повышение
скорости резания, допускаемой сверлом, объясняется тем, что режу-
щая кромка становится длиннее, стружка у кромки, образованной
дополнительной заточкой, будет тоньше (рис. 190), а уголок (в месте
перехода от режущих кромок к ленточкам), являющийся наиболее
слабым местом сверла, — более массивным. Это повышает прочность
уголка и снижает термодинамическую нагрузку ча единицу длины
режущей кромки.
Повышению скорости резапия па 10— 15°о содействует и под-
т о ч к а и v р с м ы ч к и (см. размер A; рис. 178); стойкость при
лдипаковой скорости резания повышается в 1,5—2 раза.
Подточка ленточки на длине/! под углом 6--8° (см. рис. 178)
снижает трение, повышая тем самым в 2 раза стойкость сверла и, соот-
ветственно, допускаемую им скорость резания (в среднем на 15% при
одной и той же стойкости). Такая подточка ленточки целесообразна
при сверлении заготовок с предварительно снятой коркой. При на-
личии же корки ослабленная подточкой ленточка может выкрошиться,
и тогда эффект от подточки будет обратным.
Комбинированная заточка при обработке чугуна (см. рис. 179)
способствует еще большему повышению стойкости и производитель-
ности (последнее в основном за счет возможности
увеличения подачи вследствие уменьшения осевой
силы; см. стр. 210).
Смазывающе-охлаждагащие жидкости. Облегчая
процесс стружкообразования и снижая темпера-
туру нагрева сверла, смазывающе-охлаждающие
жидкости способствуют повышению стойкости
сверл (или скорости резания) и улучшению каче-
ства обработанной поверхности.
При сверлении применяются следующие жидко-
сти: при обработке сталей — эмульсии и-компаун-
дированные масла (для легированных сталей);
при обработке ковкого чугуна — эмульсии; при
обработке серого чугуна — керосин (чаще всухую);
при обработке алюминия — эмульсия, керосин (чаще всухую); при об-
работке бронзы — эмульсия (чаще всухую).
Исследования, проведенные во ВНИИ [841, показали, что осо-
бенно эффективен подвод жидкости в зону резания под давлением
15 кГ/смг. При такой интенсивной подаче жидкости стружка полу-
чается дробленой и полностью вымывается из отверстия. Значительное
снижение температуры резания при этом приводит к повышению стой-
кости сверл из быстрорежущей стали марки Р9 до 10 раз, что обеспе-
чивает возможность соответствующего повышения элементов режима
резания и снижения машинного времени в 2 раза. В 1,75—2 раза
снижается машинное время и при применении такого метода охлаж-
дения для сверл с пластинками твердых сплавов. Применение обыч-
ного метода охлаждения для сверл, оснащенных сплавом ВК8, при
обработке серого чугуна способствует повышению скорости резания
на 30—40%.
§ 9. ФОРМУЛЫ ДЛЯ ПОДСЧЕТА СКОРОСТИ
РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
На основании изложенных выше факторов формулы для подсчета
скорости резания можно записать в следующем виде:
при сверлении

227

где Cv — постоянный коэффициент, характеризующий мате-
риал и условия его обработки;
D — диаметр сверла в мм;
Т — стойкость сверла в мин;
s — подача в мм/об;
t — глубина резания при рассверливании в мм;
m — показатель относительной стойкости;
Zv, xv, yv — показатели степеней;
Kv — общий поправочный коэффициент, учитывающий все
другие конкретные условия обработки по отношению
к тем, для которых дается С v.
Для сверл с формой заточки ДП (см, табл. 12) значения Cv, т,
zv, xv и yv приведены в табл. 14 (при обработке горячекатаной стали —
с охлаждением эмульсией, при обработке чугуна — без охлаждения)
при глубине сверления до 3D. В случае измененных условий обработки
на приведенные значения коэффициента Cv необходимо ввести в виде
сомножителя поправочные коэффициенты, указанные в разделе «Влия-
ние различных факторов на скорость резания при сверлении».
§ 10. НАЗНАЧЕНИЕ ЭЛЕМЕНТОВ РЕЖИМА РЕЗАНИЯ
ПРИ СВЕРЛЕНИИ
Назначение элементов режима резания при сверлении и рас-
сверливании для конкретных условий обработки (обрабатываемый
мак-риал; материал и геометрия инструментов; требования, предъ-
являемые к обработанной поверхности; станок, на котором будет
производиться обработка, и др.) сводится к определению такой подачи
и такой скорости резания, при которых процесс резания будет наи-
более производительным и экономичным.
Порядок выбора элементов режима резания следующий:
1. Подача выбирается в зависимости от технологических и
механических факторов (качества обработанной поверхности, харак-
тера обработки, прочности сверла и др.) по таблицам, приводимым
в справочниках [51, 97, 98], и к о р р е к т и р у е т с я по кинемати-
ческим данным станка (берется ближайшая меньшая).
2. Подсчитывается при заданной стойкости с к о р о с т ь р е з а -
н и я, допускаемая режущими свойствами сверла (см. стр. 227).
3. По найденной скорости подсчитывается число о б о р о -
т о в:
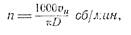
которое корректируется по кинематическим данным станка (берется
ближайшее меньшее или ближайшее большее, если оно не превышает
более чем на 5% расчетное).
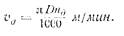
По скорректированному числу оборотов п0 подсчитывается д е й-
с т в и т е л иная с к о р о с т ь р е з а п и я, с которой будет
производиться обработка:
4. П р о и з в о д п т с я и р о в е р к а выбранных элементов ре-
жима по прочности слабого звена механизма подачи станка, по проч-
ности слабого звена механизма главного движения станка (при работе
на малых числах оборотов шпинделя) и по достаточности мощности
электродвигателя станка. Если окажется, что мала прочность слабого
звена механизма подачи, т. е. если Р > Р max. (стр. 216), то необходимо
уменьшить подачу. Подачу необходимо уменьшить и в случае, если
будет недостаточна прочность слабого звена механизма главного дви-
жения станка, т.е. если М > Мвр или если Nре > N'шп (см. стр.
217, 218).
Проверка по достаточности мощности электродвигателя станка
проверяется пз условия, чтобы NM £ Л'„,* (или М £ Мвр). Если же
окажется, что М > Мвр (или Nм > Nст), то целесообразно умень-
шить п (v).
5. По окончательно найденным п3 и s подсчитывается м а ш и н -
н о е в ]) с м я (ем. стр. 214).
При определении vu Р и N рез можно воспользоваться соответ-
ствующими таблицами справочников по режимам резания [51, 97,
98], с учетом поправочных коэффициентов.
* См. стр. 218.
228
229
|