Резьбонарезные самооткрывающиеся головки с круглыми гребенками
изготовляются по ГОСТу 3307 — 61 трех типов:
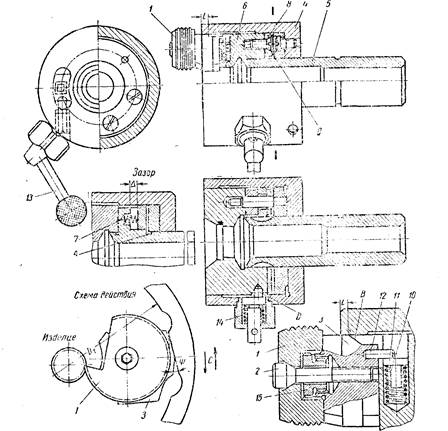
Рис. 339. Резьбонарезная невращающаяся головка с круглыми гребенками
1) невращающиеся — для нарезания резьб на револьверных и то-
карных станках;
2) вращающиеся — для нарезания резьб на автоматах, сверлиль-
ных и болторезных станках;
3) невращающиеся — к автоматам типа 1124, 1136.
В зависимости от размеров нарезаемых резьб головки обознача-
ются номерами 1К, 2К, ЗК и 4К и т. д.
У резьбонарезной головки с круглыми гребенками (рис. 339) певрлщающегося
типа четыре круглые гребенки / с кольцевой резьбой, укрепленные винтами 2на
399
специальных кулачках 3, сближаются к центру или разводятся посредством нажим-
ного кольца 4. Поступательное движение кольца вдоль оси головки дает возмож-
ность благодаря уступу кулачков 3 (рис. 339, внизу слева) сводить их к центру и раз-
водить в конце нарезания резьбы. Поворот кольца (показан на схеме стрелками С)
позволяет точно регулировать диаметр нарезаемого болта площадками, скошенными
под углом i! f.
На рис. 339 головка изображена в закрытом положении, плашки сведены, и
головка движется вместе с суппортом. Как только суппорт остановится, вместе
с ним остановится и хвостовик 5. Плашкодержатель 6 при этом продолжает движе-
ние вперед (на величину зазора А), сжимая пружины 7 кольцом 8, привернутым
■ интами 9; нажимное кольцо 4 остановится, так как упирается в выступ А на хво-
стовике; при этом происходит «вытягивание» плашкодержателя из кольца 4. Как
только плашкодержатель вместе с кулачками выйдет на величину /, кулачки 3,
раздвигаясь под действием пружин 10, нажимающих на штифты // и шпильки 12,
своими скосами В отбросят нажимное кольцо назад (вправо), и головка раскрывается.
Для закрытия головки необходимо рукоятку 13, на которую нажимает пружина 14,
повернуть и кольцо 4 возвратить в первоначальное положение. Кольцо 4 заставит
кулачки, скользя по скосам В, сойтись к центру. Режущие гребенки / установлены
на кулачках 3 (см. рис. 339, внизу слева). Для того чтобы зафиксировать определенное
положение гребенки на кулачке, она садится на цилиндрический выступ (пуговку)
кулачка. Между кулачком и гребенкой устанавливается двухвенцовая звездочка 15,
имеющая зубья на двух разных диаметрах. Одним зубчатым венцом звездочка вхо-
дит в кулачок, а другим — в гребенку. Гребенка закрепляется на кулачке винтом 2.
Звездочка имеет неодинаковое число зубьев на обоих венцах; венец, закладываемый
в кулачок, имеет число зубьев на один меньше, чем венец, закладываемый в гребенку.
Если повернуть звездочку относительно кулачка на один зуб вправо, а относи-
тельно плашки —- на один зуб влево, то общий поворот М плашки относительно
кулачка (для головки 2К) определится так:

Размеры кулачков и гребенок для резьб нельзя выбирать произвольно, так как
каждая резьба имеет определенный диаметр и шаг, а следовательно, и угол подъема со.
Длина гребенки выбирается с такум расчетом, чтобы длины калибрующей и за-
борной частей вместе составляли не менее семи-восьми шагов резьбы. Угол ср за-
борной 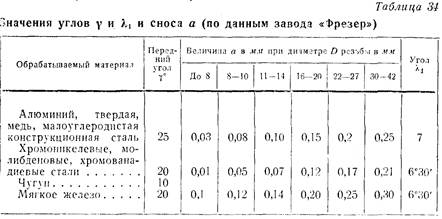 части гребенки принимается равным 20°. части гребенки принимается равным 20°.
Задний угол а обеспечивается расположением центра гребенки выше центра
заготовки на величину q (для головок /К и 2К q — I.-*J мм). На рис. 339 показано
расположение гребенки относительно заготовки в сечении / — /, проходящем через
400
первый калибрующий зуб плашки. Задний угол а в этом сечении может быть опреде
лен по формуле 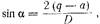
где а - снос вершины режущей части гребенки.
Гребенки для лучшего отвода стружки и обеспечения работы самозатягиванием
имеют наклон передней поверхности к оси под углом . При установке гребенки на
кулачок к углу прибавляется угол со
и получается угол = + Значе-
ние углов и и сноса а приведены
в табл. 34.
Заточка гребенок мо-
жет производиться только в со-
бранном виде. Для установки ку-
лачков вместе с гребенками на
заточной станок предусмотрено спе-
циальное приспособление, пока-
занное на рис. 340.
Необходимо, чтобы углы и и
снос а были одинаковы у всех гре-
бенок. Для проверки правильно-
сти заточки гребенок применяется
приспособление (рис. 341), которое
имеет два микрометра: микрометр
А упирается в наружный диаметр гребенки, а микрометр Б — в пе-
реднюю поверхность. Промер должен производиться на уровне пер-
вого витка калибрующей части.
Кроме описанных, получили распространение головки (называ-
емые патронами) с круглыми гребенками для нарезания наружных
конических резьб на трубах большого диаметра.
401
РЕЗЬБОВЫЕ ФРЕЗЫ
Фрезы разделяются на два основных типа: 1) дисковые или однони-
точные и 2) цилиндрические гребенчатые (многониточные). Дисковые
резьбовые фрезы применяют при нарезании длинных резьб (в основ-
ном трапецеидального профиля) на различных ходовых винтах и чер-
вяках. Фрезерование применяется только как предварительный ме-
тод обработки резьб ходовых винтов. Чистовое нерезание резьбы обыч-
но производится резцом или профильным шлифовальным кругом.
Применение фрез с симметричным (рис. 342, а) и с несимметричным
(рис. 342, б) профилем вызывается конструкцией резьбофрезерного
а) 6)
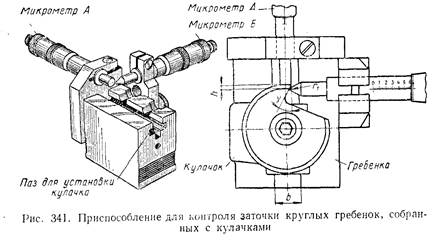
Рис. 342. Схема расчета диаметра фрезы:
а — ось шпинделя станка параллельна оси детали; б — ось шпинделя станка
наклонена к оси детали
станка. Диаметр фрезы с симметричным или несимметричным профи-
лем определяется приближенно по формуле
D» (2hu + lmin + amin).
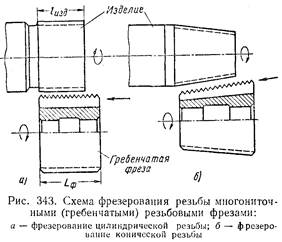
Как видно из рис. 343, а, у фрезы с симметричным профилем раз-
мер а min вызван необходимостью размещения в шпиндельной головке
подшипников шпинделя и передающего механизма. В конструкции
станка для фрез с несимметричным профилем (см. рис. 342, б) благо-
даря наклону шпинделя появляется возможность при тех же габаритах
подшипников уменьшить ат in, а следовательно, и диаметр фрез.
Профиль фрезы должен быть криволинейный. При небольших уг-
лах подъема резьбы (меньше 10') обычно делают фрезы с прямолиней-
ным профилем, но с корректированным углом профиля.
Угол профиля определяется по формуле
ig -=tgcos,
где — угол подъема резьбы;
— угол профиля детали.
Дисковые резьбовые фрезы для трапецеидальных резьб делаются
с остроконечными зубьями.
При фрезеровании резьб небольшой длины с небольшим шагом и
небольшим углом подъема резьбы применяются гребенчатые (много-
ниточные) резьбовые фрезы. Процесс фрезерования резьбы происхо-
дит за один оборот заготовки, причем для образования винтовой ли-
нии резьбы фреза перемещается за это время вдоль оси на один шаг.
Резьбовые гребенчатые фрезы изготовляются насадные и концевые.
На рис. 343, а показаны насадные гребенчатые фрезы с затылованными
зубьями и кольцевой резьбой. Канавки фрез делаются прямые и вин-
товые с небольшим углом наклона. Фрезы с винтовыми канавками ра-
ботают более плавно, но
изготовление их слож-
нее. Диаметр фрезы
выбирается по ГОСТу
1336—62.
Длина фрезы L ф
(в стандарте не задается)
зависит от длины наре-
заемой резьбы детали lu:
L ф = lu + (2 ¸ 3)S,
где S — шаг резьбы в мм.
Элементы затылован-
ного зуба и канавки вы-
бирают исходя из тех же
соображений, что и для
обычных затылованных
фрез (см. стр. 329).
Так как высота профиля метрической и дюймовой резьбы незначи-
тельна, то можно брать канавку более широкую, чем обычно. Угол у
делается в пределах 30—45°, радиус закругления г =4,5лш. Вели-
чина затылования К выбирается из расчета получения заднего угла
в пределах 8—12°. Размеры профиля фрезы определяются по задан-
ному профилю резьбы.
Вершина резьбы на фрезе изнашивается быстрее боковых сто-
рон профиля, поэтому по вершинам дается запас на износ. Но с уве-
личением этого запаса уменьшается площадка б резьбы, затрудня-
ется изготовление фрезы и снижается ее стойкость. Минимальную
площадку б принимают равной 3/4 площадки б1 теоретического про-
филя резьбы.
Для большего удобства контроля размеры профиля резьбы зада-
ются от линии среднего диаметра. Размеры hv и h 2 для метрической
и дюймовой резьбы приводятся в ГОСТе 1336 — 62.
Резьбовые гребенчатые фрезы применяются также и для фрезеро-
вания конических резьб (рис. 343, б). Отличительными особенностя-
ми конструкции таких фрез являются винтовые канавки постоянного
402
403
шага, выполненные на конической поверхности фрезы. Канавки
приходится делать расширяющимися по направлению к большему диа-
метру фрезы.
При нарезании резьбы фреза вращается, и за каждый оборот де-
тали она перемещается на один шаг по направлению образующей ко-
нуса, как показано стрелкой на рис. 343, б. Получающаяся на де-
тали коническая резьба будет иметь переменный угол подъема.
§ 9. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И
МОЩНОСТЬ ПРИ ФРЕЗЕРОВАНИИ РЕЗЬБЫ
Скорость резания, допускаемая режущими свойствами гребенча-
тых многониточных фрез, изготовленных из быстрорежущей стали
Р18, определяется по формулам:
при обработке стали марки 45 с охлаждением эмульсией

при обработке ковкого чугуна

при обработке без охлаждения конструкционных углеродистых,
хромистых и хромоникелевых незакаленных сталей вихревой голов-
кой с резцами из сплава Т15К.6

В этих формулах:
Т — стойкость в мин (30—60 мин);
s — шаг нарезаемой резьбы в мм;
S z — подача на один резец в мм;
s в — предел прочности стали при растяжении в кГ.'мм2.
Формула дана при нормативном износе h 3 = 0,7 мм.
При п3 =0,4 мм подсчитанную по этой формуле скорость резания
надо умножить на коэффициент 0,8, а при h 3» 1 мм — на коэффи-
циент 1,3.
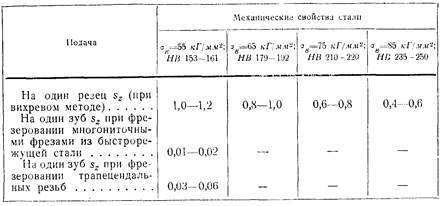
Подача при резьбофрезеровании определяется (по данным
НИИБТН) как длина дуги по окружности заготовки за один срез (на
один зуб фрезы, на один резец вихревой головки) и обозначается sz,
в мм/зуб (табл. 35).
Мощность при нарезании вихревой головкой диаметром D v резьбы
на заготовках из конструкционных углеродистых, хромистых и хро-
мипикелевых сталей
Значения подач в мм при резьбофрезеровании
при нарезании трапецеидальной резьбы на тех же сталях

Формулы даны при износе h 3 =0,7 мм. При износе h 3 =0,4 мм
поправочный коэффициент 0,83, а при износе h 3 = 1 мм коэффици-
ент 1,1.

404
Раздел ПРОТЯГИВАНИЕ
IX
Принято подразделять протяжки на внутренние (предназначен-
ные для обработки отверстий) и наружные (для обработки незамкну-
тых поверхностей).
Протяжки могут иметь зубья режущие и уплотняющие; последние
не режут, а уплотняют тонкие слои металла. Уплотняющие—выг-
Глава
XXIV ПРОЦЕСС РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Протягиванием можно обработать сквозные отверстия любой фор-
мы, прямые или винтовые канавки, наружные поверхности разнооб-
разной формы, зубчатые колеса наружного и внутреннего зацепления.
Протяжка — многозубый инструмент, которому в отличие от
резца придается определенное движение подачи на глубину резания;
у протяжки эта подача осуществляется в самой конструкции, так как
каждый последующий зуб выше предыдущего. Движение резания
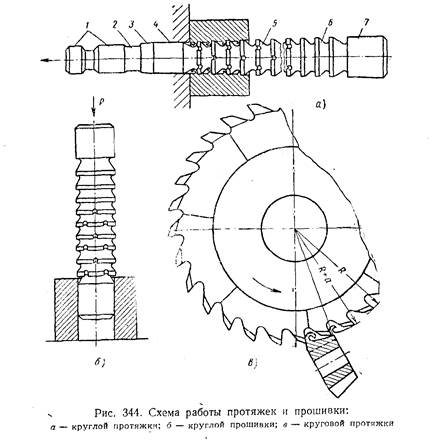
прямолинейное и реже — круговое (рис. 344).
Протяжка обычно закрепляется в ползуне станка и перемещается
вместе с ним. При работе круглой протяжкой это перемещение
осуществляется вдоль оси отверстия (рис. 344, а). Постепенно уве-
личивающиеся в размерах зубья протяжки срезают слои металла,
увеличивая при этом размеры отверстия. Если сила прилагается к
хвостовику, то корпус протяжки.работает на растяжение (рис. 344, а).
Если сила прилагается к задней части протяжки, то это уже прошивка,
которая в отличие от протяжки работает на сжатие (рис. 344, б). Во
избежание продольного изгиба прошивка должна быть короче протяж-
ки, и ее длина обычно не превышает 15-кратного диаметра.
Несмотря на сравнительно низкие скорости резания (2—15 м/мин),
применяемые при протягивании, производительность протягивания
очень высокая, так как велика суммарная длина режущих кромок,
работающих одновременно. Производительность при протягивании
еще более повышается, если используются протяжные станки с неп-
рерывным рабочим движением и автоматической загрузкой заготовок.
Вследствие высокой производительности и точности обработки
(3—2-го класса точности), а также обеспечения чистоты обработан-
ной поверхности (5—9-го класса) протяжки получают все большее
распространение в машиностроении и металлообработке. Однако
протяжки — дорогой инструмент, и их применение оправдывается в
основном только при крупносерийном и массовом производстве.
лаживающие протяжки могут увеличивать отверстия на очень малую
величину.
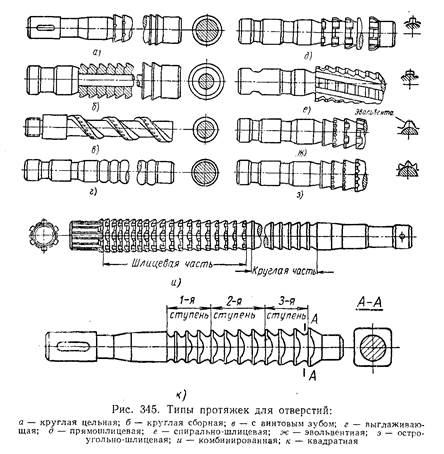
На рис. 345 показаны основные типы внутренних протяжек: про-
тяжки для круглых отверстий, например круглые режущие (рис. 345, а);
сборные (рис. 345, б); с винтовым зубом (рис. 345, в); выглаживающие
(рис. 345, г); шлицевые протяжки — прямошлицевые (рис. 345, д)
и спиралыю-шлицевые (рис. 345, е?); фасонные различного профиля,
например эвольвентные (рис. 345, ж) или остроуголыю-шлицевые
(рис. 345, з); комбинированные, например круглые и шлицевые в одной
протяжке (рис. 345, и) и т. д.
-106
407
Наружные протяжки подразделяются по типу обрабатываемых
поверхностей на плоские, круглые и фасонные протяжки.
Хотя протяжки работают с небольшими скоростями резания, но,
как показала практика, целесообразно их изготовлять из быстроре-
жущих сталей. В отдельных случаях можно применять сталь ХВГ,
которая мало деформируется при термической обработке, что очень
важно, когда протяжки имеют значительную длину.
В последнее время протяжки оснащают твердым сплавом (ВК8,
ВК6М), так как их стойкость значительно повышается по сравнению
с быстрорежущими протяжками, например, при обработке чугуна.
Наружные и круглые протяжки диаметром свыше 80 мм часто изго-
товляются сборными.
Каждая внутренняя протяжка имеет ряд основных частей; напри-
мер, круглая внутренняя протяжка (рис. 344, а) имеет: 1 —хвостовик
408
(для закрепления протяжки в патрон протяжного станка); 2 —шейку;
3—переходной конус; 4— направляющую часть (для направления
протяжки в начале ее работы по предварительно обработанному от-
верстию); 5—режущую часть протяжки, на которой расположены
зубья, срезающие основной припуск; 6 —калибрующую часть, на ко-
торой расположены зубья, калибрующие отверстие и обеспечивающие
необходимую чистоту поверхности; 7—заднюю направляющую часть,
служащую для удержания длинной протяжки от провисания и не до-
пускающую перекоса детали в конце процесса протягивания (в момент
выхода последнего зуба).
§ 1. ГЕОМЕТРИЧЕСКИЕ ЭЛЕМЕНТЫ ЗУБА
ПРОТЯЖКИ
Задний угол зубьев протяжки в сечении, совпадающем с
направлением резания, выбирается независимо от обрабатываемого
металла; он должен обеспечивать хорошие условия резания, умень-
шая трение задней поверхности об обработанную поверхность.
У калибрующих зубьев делается цилиндрическая ленточка шири-
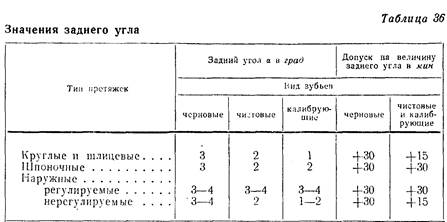
ной f = 0,05¸0,2 мм (рис. 346, зуб 3). Значения заднего угла берутся
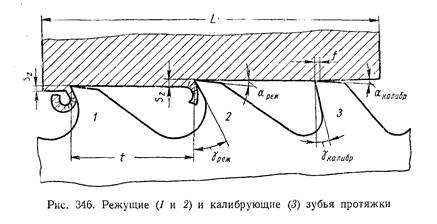
в зависимости от вида операции (черновой или чистовой) и типа про-
тяжек (табл. 36).
Малое значение заднего угла у протяжек для внутреннего протяги-
вания объясняется тем, что при большем значении угла заточка про-
тяжки, которая проводится по передней поверхности, вызовет значи-
тельное изменение размеров зубьев (протяжек) в поперечном сечении.
Из-за этого же делается незначительным и задний угол на фаске у
зубьев калибрующей части.
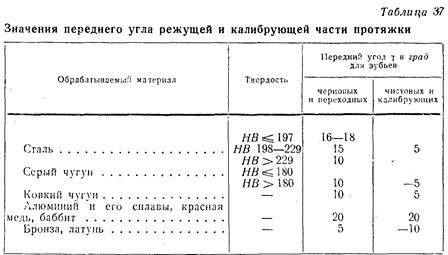
Передний угол выбирается в зависимости от обрабатывае-
мого материала (табл. 37).
409
§ 2. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ
ПРИ ПРОТЯГИВАНИИ
Определение режимов резания при протягивании сводится к на-
значению скорости резания, так как подача sz и ширина среза b обус-
ловливаются элементами конструкции протяжки.
Подачей sz или подъемом на зуб протяжки (см. рис. 346) называют
разность между высотами соседних зубьев протяжки. Подачу s, обычно
определяют по эмпирическим данным.
В табл. 38 (см. стр. 418) даны рекомендации по выбору подач у
различных видов и конструкций протяжек.
Ширина среза b измеряется вдоль режущей кромки.
У шпоночной протяжки — это ширина паза; в протяжках круглых,
шлицевых и т. д. ширина среза будет соответственно равна длине ак-
тивной части режущей кромки, для круглой протяжки — длине ок-
ружности, для шлицевой — суммарной ширине шлицев и т. д.
Площадь поперечного сечения /, приходящаяся
на один зуб:
для шпоночной (одношлицевой) протяжки
f = szb мм 2;
для многошлицевой
f = szbn мм2;
для круглой
f = sz D MM 2 f
где sz — подача (подъем зуба) в мм;
Ъ — ширина шлица в мм;
п- число шлицев;
D — диаметр круглой протяжки.
Суммарная площадь поперечного сечения среза
F = fz мм2,
где г _ число зубьев, одновременно находящихся в работе.
Машинное время за один проход при протягивании можно опре-
делить по формуле
где L — длина рабочего хода протяжки в мм;
К — коэффициент, учитывающий соотношение между скоростями
рабочего и обратного хода; обычно К = 1,4¸1,5;
v — скорость резания в м/мин;
q — количество одновременно обрабатываемых деталей.
§ 3. ПРОЦЕСС СТРУЖКООБРАЗОВАНИЯ
И СИЛЫ РЕЗАНИЯ
ПРИ ПРОТЯГИВАНИИ
Во время стружкообразования при протягивании имеют место
все явления процесса резания: деформации, тепловыделение, наросто-
образование, трение и износ протяжки. Процесс резания при протя-
гивании осуществляется часто с очень тонкими стружками, особенно
при внутреннем протягивании, когда s z доходит до 0,015 мм. При об-
работке сталей получается сильно деформированная сливная стружка,
при обработке чугунов — стружка надлома.
При протягивании важно знать форму и размеры стружки, так
как от этих данных зависит правильная работа протяжки. Впадины
между зубьями должны быть таких размеров и формы, чтобы в них
411
свободно помещалась стружка. Если стружка не укладывается во
впадине, происходит ее прессование, что может привести к разрыву
протяжки. Часто для уменьшения ширины стружки и для более удоб-
ного размещения ее в канавках на режущих зубьях делают стружко-
разделительные канавки.
При протягивании сталей образуется нарост (застойная зона).
Чем больше толщина среза, меньше передний угол зуба протяжки и
больше радиус округления режущей кромки, тем больше нарост [123].
Нарост часто сходит под заднюю поверхность зуба протяжки и резко
ухудшает чистоту обработанной поверхности.
Протягивание осуществляется с малыми подачами s z и малыми ско-
ростями резания; в этом случае очень большое значение имеет приме-
нение смазочно-охлаждающих жидкостей. При протягивании сталей
применяют в основном сульфофрезол (8—15 л/мин при внутреннем
протягивании и 30—40 л/мин при наружном), при протягивании
нержавеющих сталей 10%-ную эмульсию.
Протягивание серого и ковкого чугуна производится обычно без
охлаждения. Протягивание алюминия рекомендуется со специальной
смесью масла и керосина (1:1).
Сила резания Pz зависит от физико-механических свойств
обрабатываемого материала, геометрических параметров зубьев про-
тяжки, подачи sz, числа и формы одновременно находящихся в работе
зубьев.
Сила резания при протягивании определяется по формуле
P z = F b кГ,
где F — сила резания, отнесенная к 1 мм длины режущей кромки,
в кГ/мм;
b — суммарная длина режущих кромок всех одновременно ра-
ботающих зубьев в мм.
Значение F зависит от величины подачи на зуб s z и обрабатывае-
мого материала и приводится в соответствующий карте режимов реза-
ния [124].
Суммарная длина b режущих кромок определяется по формулам:
для цилиндрических отверстий

для шлицевых отверстий и шпоночных пазов

где d — наибольший диаметр зубьев в мм;
zc — число зубьев в секции (для протяжек, работающих с обы-
чной, не прогрессивной схемой резания, zc. — 1);
zi - — наибольшее число одновременно работающих зубьев;
b п — ширина протягиваемой поверхности в мм;
п — число шлицев или шпонок.
§ 4. ИЗНОС, СТОЙКОСТЬ ПРОТЯЖЕК
И СКОРОСТЬ РЕЗАНИЯ
В общем случае зуб протяжки изнашивается по задней поверхности,
по уголкам, по ленточке (у калибрующих зубьев) и по передней поверх-
ности. Наиболее характерным и чаще всего лимитирующим износом
является износ по задней поверхности h 3 (рис. 347).
Учитывая, что протяжка в основном применяется как чистовой
инструмент (исключение составляют наружные протяжки),' за кри-
терий износа принимаем технологический износ — ухудшение чисто-
ты поверхности, искажение геометрии или изменение размеров про-
тягиваемых поверхностей.
Максимально допустимый износ по задней поверхности зуба и
уголкам стружкоразделительных канавок принимается (при обработке

стали и чугуна) в пределах: для цилиндрических протяжек до 0,2 мм,
для шлицевых и шпоночных до 0,3 мм.
Средние периоды стойкости для быстрорежущих протяжек из ста-
лей Р9, Р 18 рекомендуются следующие: а) для протяжек шпоноч-
ных (с шириной паза 10 мм) 120 мин при обработке стали и 180 мин
при обработке чугуна; б) для шлицевых протяжек диаметром 32—52 мм
420 при обработке стали и 600 мин при обработке чугуна; в) для цилинд-
рических протяжек (диаметром 30 мм) 180 мин при обработке стали
и 270 мин при обработке чугуна.
Средние стойкости протяжек выражаются также в суммарной
длине протянутых поверхностей в метрах.
Скорость резания при протягивании лимитируется не красностой-
костью инструмента, а условиями получения высококачественной
обработанной поверхности. Увеличение скорости резания при протя-
гивании не дает заметного увеличения производительности труда,
так как вспомогательное время в операции протягивания имеет зна-
чительный удельный вес по отношению к машинному времени.
412
413
Формула скорости резания при протягивании имеет следую-
щий вид:
где с v — коэффициент, характеризующий условия обработки;
Т — стойкость протяжки в мин;
m и у — показатели степени при стойкости и подаче, зависящие от
обрабатываемого материала, материала протяжек и других условий.
Например, при протягивании цилиндрического отверстия в заго-
товке из стали марки 35 (НВ 197—269) при условии получения 2-го
класса точности и чистоты обработанной поверхности Ñ6 для быстро-
режущей протяжки v = 6 м/мин. Для других условий протягивания
см. режимы резания [124].
Мощность при протягивании
где Pz — сила резания в кГ;
v — скорость резания в м/мин.
Мощность электродвигателя протяжного станка должна быть не
меньше, чем требуется по формуле

где — к. п. д. станка, равный 0,75—0,9.
Тяговое усилие станка Q (должно быть несколько больше или,
в крайнем случае, равно силе резания Pz) можно подсчитать по
формуле
|