§ 1. ИСТОЧНИКИ ОБРАЗОВАНИЯ ТЕПЛА
И ЕГО РАСПРЕДЕЛЕНИЕ
В процессе резания металлов в результате затраченной работы
возникает тепло.Основными источниками тепла при резании пластич-
ных металлов является работа: 1) затрачиваемая на пластические де-
формации в срезаемом слое и в слоях, прилегающих к обработанной
поверхности и поверхности резания; 2) затрачиваемая на преодоление
трения по передней и задней поверхностям резца.
В связи с меньшими пластическими деформациями и меньшим тре-
нием от сыпучей стружки надлома общее количество тепла, образую-
щегося при обработке чугунов, меньше, чем при обработке сталей
(при прочих равных условиях). Это видно и из формулы количества
тепла, выраженного через работу и механический эквивалент тепла:
где Q — количество тепла, образующегося при резании, в кал/мин;
Pzv — работа резания в кГм/мин;
Е — механический эквивалент тепла, равный 427 кГм/кал.
При одинаковых условиях резания сила Рг при обработке чу-
гунов меньше, чем при обработке сталей, а следовательно, меньшим
будет и количество тепла.
Тепло, выделяющееся в процессе резания, согласно законам фи-
зики распространяется от точек с высшей температурой к точкам
1 Оказывает некоторое влияние и марка твердого сплава.
2 Для выражения сил в ньютонах (н) значения коэффициентов, выбираемых
из справочников, изданных до 1962 г., необходимо увеличить в 9,81 раза (~10).
90
* По системе СИ 1 кем—4,1868 дж.
91
с низшей температурой. Тепловой баланс при резании металлов может
быть выражен следующим уравнением:
Q = Q1+ Q2+ Q3 + Q4
где Q — общее количество тепла, образующегося при резании;
Q1— количество тепла, уносимого со стружкой;
Q2— количество тепла, остающегося в резце;
Q 3 — количество тепла, остающегося в обрабатываемой заготовке;
Q4 — количество тепла, уходящего в окружающую среду путем
излучения.
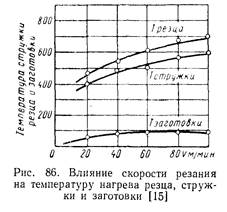
Еще Я- Г. Усачев показал, что в стружку уходит от 60 до 86%
общего количества тепла, причем чем больше скорость резания,
тем выше этот процент. В среднем при токарной обработке в стружку
уходит 50—86% общего количества тепла, в резец 40—10%, в обраба-
тываемую заготовку 9—3% и в окружающую среду около 1% [53].
На распределение тепла между объектами оказывает влияние ряд фак-
торов, наиболее важными из которых являются скорость резания и
толщина среза; при чистовой обработке в заготовку уходит тепла
больше (в процентах), чем при черновой обработке.
Тепло, переходящее в резец, размягчает его (снижает твердость)
и делает менее износостойким. Основное влияние на стойкость инстру-
мента сказывает высокая температура, создаваемая в тонких поверх-
ностных слоях \ подвергающихся износу. Под воздействием высокой
температуры (температуры резания) в этих слоях может происходить
отпуск и соответствующие структурные изменения, сильно влияющие
на твердость (см. рис. 1), а следовательно, и на интенсивность износа
режущего инструмента. Так, твердая (HR С 62—65) структура мартен-
сит, получаемая в результате соответствующей термической обработки
быстрорежущей стали, начиная с температуры 550—600° С, интенсивно
распадается на менее твердые и износостойкие структуры (троостит,
троосто-мартенсит), что делает инструмент из быстрорежущих сталей
неработоспособным (быстроизнашивающимся), если его поверхности
трения будут нагреваться в процессе резания до 600° С и выше.
Выделяясь в зоне стружкообразования и в местах контакта стружки
с резцом и резца с заготовкой, тепло оказывает большое влияние на
состояние трущихся поверхностей (изменяя коэффициент трения), на
точность обработки, на весь процесс резания и связанные с ним явле-
ния (наростообразование, упрочнение, износ инструмента, деформа-
ции и др.). В связи с этим необходимо знать влияние различных фак-
торов на тепловыделение, распределение температурных полей и
методы определения температуры в процессе резания (см. работы
[48, 49, 58])
1 Температура в тонких поверхностных слоях зависит от общего количества
тепла, переходящего в резец, и от интенсивности его отвода; чем больше тепла, чем
меньше объем головки резца и чем менее интенсивен отвод тепла (и тело резца — вслед-
ствие теплопроводности или за счет применения охлаждающей жидкости), тем выше
температура в поверхностных слоях.
§ 2. ТЕМПЕРАТУРНОЕ ПОЛЕ СТРУЖКИ И РЕЗЦА
Как в стружке, так и в резце тепло распределяется неравномерно, что вызы-
вает и неравномерную температуру их нагрева. В слоях, расположенных ближе
к передней поверхности резца, температура
стружки (см. рис. 83) будет выше, чем
в слоях, удаленных от передней поверхности.
Это вызывается неравномерной деформацией
по толщине среза во время сжатия слоя,
лежащего перед резцом, и дополнительной
деформацией слоя стружки от действия сил
трения при перемещении уже срезанного
слоя (стружки) по заторможенному слою и
передней поверхности резца 1.
Температура обрабатываемой заготовки
понижается по мере удаления рассматривае-
мой точки от поверхности резания (или от об-
работанной поверхности), причем наивысшая
температура (например, 370° С, рис..83) со-
средоточена в месте контакта резца с заго-
товкой 2.
У резца наивысшая температура будет
в граничных слоях площадок контакта со
стружкой и с обрабатываемой заготовкой.
Температура нижележащих слоев и мест,
отдаленных от точек контакта, определится
явлениями теплопроводности.
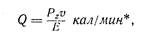
Из всей зоны контакта стружки с пе-
редней поверхностью резца самая высокая
температура резца (см., например, рис. 84)
и стружки (475° С; рис. 83)'будет в центре
давления стружки на резец.
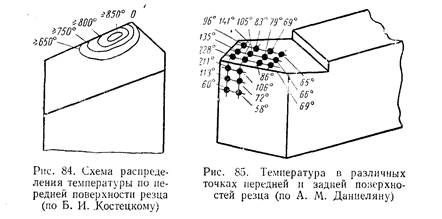
Точки на передней и задней поверхностях резца, равноотстоящие от режущей
кромки, имеют различную температуру нагрева (рис. 85). Так, например, наивысшая
1 Пластической деформацией резца от сил трения можно пренебречь (вследствие
значительной его твердости).
2 Все числовые значения температур были получены при определенных (конкрет-
ных) условиях проведения опытов.
92
93
температура точек на передней поверхности равна 228° С (центр давления), а на
задней 211° С. Меньший нагрев задних поверхностей резца объясняется тем, что
они соприкасаются с поверхностью резания и с обработанной поверхностью заго-
товки, которые претерпевают меньшие пластические деформации, чем стружка. При-
ток тепла к задней поверхности происходит в основном вследствие работы трения,
причем для пластичных металлов эта работа сил трения по задней поверхности
меньше, чем по передней. Приток тепла к передней поверхности происходит как от
сильно разогретой стружки, так и от большой работы трения стружки о переднюю
поверхность, что и вызывает более высокую температуру ее нагрева.
Исследования показывают, что температура не передней поверхности резца
выше средней температуры стружки, причем чем толще стружка, тем больше раз-
ница в значениях этих температур. Так, при обработке стали температура на резце
выше средней температуры стружки в 1,1—1,5 раза, а при обработке чугуна — в
2—3,5 раза [61].
Однако при тонких стружках (а < 0,12 мм), по данным проф. А. Я- Малкина
[54], без особых погрешностей за температуру резания можно принять среднюю тем-
пературу стальной стружки.
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ