§ 1. ОПТИМАЛЬНЫЕ ЗНАЧЕНИЯ ГЕОМЕТРИЧЕСКИХ
ЭЛЕМЕНТОВ РЕЗЦОВ
Рассмотренные выше основные положения процесса стружко-
образования, износа режущего инструмента и направления повыше-
ния производительности процесса резания металлов дают возможность
обосновать оптимальные значения геометрических элементов режущей
части инструмента.
В понятие «геометрические элементы режущей части инструмента»,
как уже отмечалось, входят углы, форма передней поверхности и
режущих кромок.
Оптимальное значение геометрических элементов зависит от мате-
риала обрабатываемой заготовки и режущей части инструмента, типа
инструмента и других конкретных условий обработки.
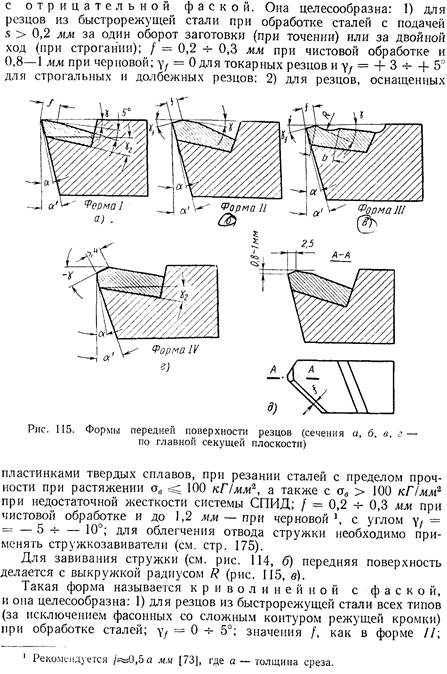
Форма передней поверхности. Наиболее простой является плоская
поверхность с положительным передним углом
(рис. 115, а). При этой форме не обеспечивается достаточно высокая
прочность режущей кромки резца, а потому она рекомендуется:
1) для резцов всех типов (с пластинками из быстрорежущей стали
и из твердых сплавов) при обработке чугуна и медных сплавов; 2) для
резцов из быстрорежущей стали при обработке сталей с подачами до
0,2 мм/об; 3) для фасонных резцов со сложным контуром режущей
кромки (из-за простоты изготовления).
Для облегчения заточки и доводки резца по передней поверхности
угол у целесообразно делать не по всей передней поверхности пла-
стинки, а на площадке шириной f = 3 ¸4 мм, при угле врезания
пластинки 2= + 5°. У резцов, выпускаемых инструментальными
заводами в централизованном порядке, угол врезания пластинки
принимается 12°.
Для упрочнения наименее прочного и наиболее нагруженного
участка резца (около режущей кромки) на некоторой ширине/-делается
фаска под углом f (рис. 115, б). Такая форма называется плоской
1 Подробнее см. стр. 175.
131
R = 3 -¸ 18 мм; b = 2,5 ¸ 15 мм; 2) для резцов с пластинками
твердых сплавов при обработке стали с пределом прочности
s в ³ 100 кГ/мм2; f = 0,2 ¸ 0,3 мм при чистовой обработке и до
1,2 мм — при черновой 1; yf = — 10°; b = 2 ¸ 2,5 м м; R = 2 ¸ 6 мм;
глубина выкружки 0,1—0,5 мм (выкружка образуется электроискро-
вым способом); угол у2 равен 0°.
К недостаткам резцов с радиусной выкружкой относится ослабле-
ние режущей кромки, отсутствие универсальности (при заданных
R и b надежное стружкозавивание обеспечивается в узких пределах
s и t), сложность переточки и увеличенный расход твердого сплава
при переточках.
При обработке резцами, оснащенными пластинками твердых
сплавов, более прочных сталей (с пределом в более 100 кГ/мм1),
стального литья с коркой и при работе с ударами, т. е. когда
на резец будут действовать большие силы, целесообразна форма
плоская с отрицательным передним углом
(рис. 115, г).
Для облегчения отвода стружки необходимо применять специаль-
ные стружколоматели-завиватели или создать комбинацию углов
( == — 5 ¸ -10°; = 60 ¸70°; = + 10 ¸ + 15°), при которой
обеспечивается хорошее завивание и дробление стружки на мелкие
части (при отношении глубины резания к подаче  при
при
s > 0,1 мм/об).
Для резцов с керамическими пластинками при обработке
стали и чугуна наиболее эффективными являются формы // и ///
(рис. 115, б, в); f = 0,2 ¸ 0,3 мм; f = — 5° при резании чугуна;
g f = — 5 ¸ -10° при резании стали с t ³ 2 мм; s < 0,3 мм/об;
g f = — 25° при резании стали с t ³ 2 мм; s = 0,1 ¸ 0,7 мм/об [52].
Наряду с основными формами, показанными на рис. 115, а — г,
при черновом точении стали с крупными стружками и подачами
s³1,5 мм/об применяется плоская форма с фаской (форма //), но
с дополнительно заточенной площадкой на вершине резца шириной
2,5 мм, со снижением ее на 0,8— 1 мм (рис. 115, д).
Передний угол. Для облегчения процесса стружкообразования
резец затачивается под углом + . Но чем больше значение перед-
него угла тем меньше угол заострения , что делает режущую
кромку резца недостаточно прочной. Поэтому при обработке твердых
металлов, когда в процессе резания на резец будут действовать зна-
чительные силы, при обработке прерывистых поверхностей, когда
имеет место удар, а также при обработке хрупких металлов (серых
чугунов), когда вследствие «сыпучей» стружки надлома нагрузка на
резец сосредоточена на участке, близко расположенном к режущей
кромке, в целях упрочнения режущей кромки передний угол прихо-
дится уменьшать. Чем мягче обрабатываемый металл, тем меньшие
1 Рекомендуется f» 0,5 а мм [73], где a — толщина среза.
силы будут действовать на резец, тем, следовательно, большим может
быть взят передний угол + .
Вследствие хрупкости твердых сплавов передний угол для них
нужно брать меньшим, чем для резцов из быстрорежущей стали,
а в отдельных случаях (при обработке прочных и твердых металлов) —
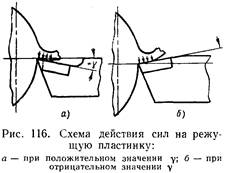
отрицательным (рис. 115, г). При положительном значении угла у
| 
|
пластинка в основном испыты-
вает деформации изгиба и среза
(рис. 116, а), т. е. деформации,
которые плохо выдерживают
-V твердые сплавы. При отрица-
~f тельном же угле у пластинка ис-
пытывает в основном деформа-
цию сжатия (рис. 116,6), кото-
рую твердые сплавы хорошо
выносят. Отрицательный перед-
ний угол не только изменяет
характер деформации пластинки
(что повышает ее прочность),
но также содействует и удале-
нию центра давления стружки от режущей кромки, что особенно
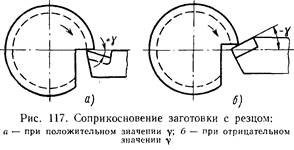
важно при ударной нагрузке. При положительном угле у
(рис. 117, а) в случае прерывистого резания удар придется на самую
режущую кромку. При отрицательном же значении переднего угла у
(рис. 117, б) удар в момент соприкосновения с заготовкой придется
не на самую режущую кромку, а на некотором расстоянии от нее,
вследствие чего она будет меньше подвергаться разрушению.
Но, как указывалось выше, увеличенное отрицательное значение
угла у вызывает повышение сил, действующих в процессе резания
(что приводит к вибрациям, к снижению точности обработки и повы-
шает расход мощности, затрачиваемой на резание), а потому при-
менять резцы с отрицательным передним углом необходимо только
в случае крайней необходимости.
Исследования показывают, что главными факторами, влияющими
на величину оптимального значения переднего угла инструмента,
оснащенного твердым сплавом, являются предел прочности в обра-
батываемой стали и твердость НВ обрабатываемого чугуна 174]. Для
практического пользования значения передних углов приведены
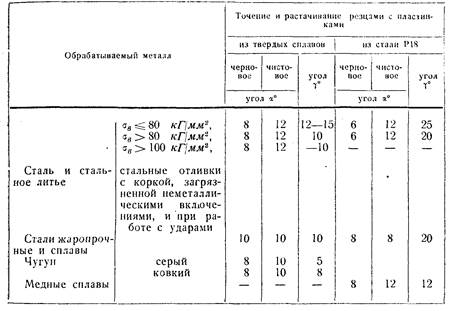
в табл. 6.
Таблица 6
Передние и задние углы для резцов [52|
При обработке закаленных сталей (HRC 35—65) для резцов,
оснащенных твердым сплавом, угол у = -10н—- 20°.
Для минералокерамических резцов у = 10 -н 15° при обработке
стали с в < 70 кГ/мм2; = 10° при обработке стали с в 5³70 кПмм2
и чугуна НВ < 220; = 0 н- 5° при обработке чугуна НВ ³ 200.
Задний угол. Для уменьшения трения задних поверхностей резца
об обработанную поверхность и поверхность резания резец затачивают
по главной задней поверхности под углом а.
Влияние угла а на стойкость см. на рис. 109. Чем больше подача,
тем меньше оптимальное значение угла а (при котором стойкость
резца наибольшая). Объясняется это тем, что при большей подаче
на режущую кромку будут действовать большие силы, и во избежание
ее выкрашивания необходимо иметь больший угол заострения р,
что и достигается уменьшением заднего угла а.
Взаимосвязь между оптимальным значением угла а и величиной
подачи определяется следующим положением. Особенно большое
трение резца о заготовку будет в случае, если радиус округления
режущей кромки £ à 1 (см. рис. 71), так как при этом кромка не
134
135
срезает впереди лежащий слой, а скользит по нему и подвергает его
сильной деформации 1. Значит, чем меньше толщина срезаемого слоя,
тем меньше должен быть радиус округления . Последний же может
быть легко уменьшен при увеличении заднего угла а (точнее, при
уменьшении ), а поэтому чем меньше толщина срезаемого слоя (или
подача), тем больше должен быть угол а. Оптимальные значения
задних углов для резцов а = 6 ¸ 12°.
Заднюю поверхность необходимо оформлять под двумя углами
(рис. 115): пластинку затачивать под углом а, а державку — под
углом а ' = а + (2 ¸ 3°). Делается это в целях облегчения заточки и
доводки пластинки, а при пластинке из твердого сплава — и для
уменьшения износа дорогостоящего алмазного круга или круга из
карбида кремния, так как двойная заточка исключает засаливание его
материалом державки. Державку затачивают предварительно на про-
стом корундовом круге (более дешевом, чем круг из карбида кремния).
Задний вспомогательный угол. Для уменьшения трения по вспо-
могательной задней поверхности резец затачивают под углом а 1(
который принимается равным главному заднему углу а у всех резцов,
кроме отрезных и прорезных; у последних угол а1 = 1 ¸ 2°.
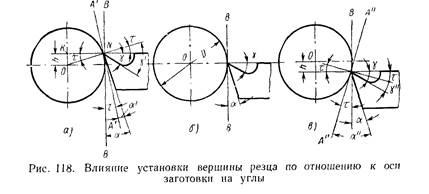
Рассмотренные значения углов у и а могут измениться, если режу-
щая кромка будет смещена относительно оси заготовки. Возьмем
резец с углом = 0 и режущей кромкой, параллельной оси заго-
товки. В этом случае главная секущая плоскость будет проходить
перпендикулярно оси заготовки, и когда резец установлен режущей
кромкой (вершиной) по оси заготовки (рис. 118, б), то в соответствии
с указанными выше определениями передний угол у (угол заточки)
заключен между направлением радиуса, проходящего через вершину
резца, и его передней поверхностью. Задний угол а (угол заточки)
заключен между вертикальной линией ВВ (след плоскости резания)
и задней поверхностью резца. При установке вершины резца выше оси
заготовки (рис. 118, а) след плоскости резания А'А', нормальный
к направлению радиуса, проведенного через вершину резца, будет
наклонен к линии ВВ на некоторый угол т и действительный задний
угол а' уменьшится, т. е. а ' = а — . Передний угол у, наоборот,
увеличится: ' = + .
При установке вершины резца ниже оси заготовки (рис. 118, б)
наоборот, действительный передний угол уменьшится, а задний
увеличится, т. е. а " = а + ; " = — *.
Угол т может быть определен из треугольника OK N (рис. 118, а):
Угол т определен из условия, что режущая кромка параллельна
оси заготовки и главная секущая плоскость лежит в плоскости чер-
1 Что резко проявляется при тонких стружках (а <0,01 мм).
* На изменение углов у и а влияют также величина подачи и диаметр заготовки
(см. стр. 142).
тежа. Если же режущая кромка будет составлять с осью заготовки
некоторый угол ф (см. рис. 7), то изменение углов у и а у такого резца
будет происходить на угол **:

где — главный угол в плане.
При внутренней обработке резцом (растачивании) углы и а
будут изменяться в обратном направлении, т. е. при установке вер-
шины резца ниже оси заготовки передний угол увеличится, а задний
уменьшится.
На практике резец вершиной устанавливается чаще по оси заго-
товки. Установка выше оси заготовки при наружном точении навели-
чину h = (0,01 ¸ 0,02) D допускается лишь при предварительной
обработке.
При чистовой обработке резец должен быть установлен вершиной
по оси заготовки или ниже ее на указанную величину h, так как,
в противном случае, при недостаточной жесткости резца он может
изогнуться, врезаться в заготовку и начать срезать слой большей
глубины, что приведет к изменению диаметра обработанной поверх-
ности и будет служить причиной брака.
Главный угол в плане. Чем меньше главный угол в плане у резца ,
тем выше его стойкость и допускаемая скорость резания (см. рис. 110).
Кроме того, малое значение угла (и ) способствует получению
более чистой (менее шероховатой) обработанной поверхности (см.
стр. 63).
Но с уменьшением угла увеличивается отжим резца от заго-
товки и при недостаточной жесткости системы СПИД снижается
** Большие исследования по кинематике резания, проведенные д-ром техн. наук
проф. Г. И. Грановским, показали, что действительное значение переднего и заднего
углов в процессе резания и их количественное изменение с изменением положения
вершины резца по отношению к оси заготовки будут несколько иными [75].
136
137
точность обработки и могут возникнуть вибрации, при которых рабо-
тать практически невозможно. Поэтому при условиях обработки, не
обеспечивающих достаточной жесткости СПИД, необходимо принимать
большее значение угла .
Углы и , полученные при заточке обычного проходного резца,
будут теми же по величине и в процессе работы, если тело резца будет
перпендикулярно оси заготовки (см. рис. 7); при развороте резцл
против движения часовой стрелки угол будет увеличен, а угол
уменьшен.
У проходных резцов главный угол в плане = 10 ¸ 30°
берется в случае обработки в условиях особо жесткой системы СПИД,
при отношении длины заготовки L к диаметру обработанной поверх-
ности D0 меньше 6 ( <6) и при малых глубинах резания. Значе-
<6) и при малых глубинах резания. Значе-
ние = 45° берется в условиях достаточно жесткой системы и при
 = 6¸12. Значение = 60 ¸ 75 берется при обработке с уда-
= 6¸12. Значение = 60 ¸ 75 берется при обработке с уда-
рами, в условиях недостаточной жесткости системы, при 
и при многорезцовом точении. Значение углов = 80 ¸90 берется
при обработке длинных и тонких заготовок ((> 15), при работе
на многорезцовых станках, при растачивании в  упор и малых диа-
упор и малых диа-
метрах отверстий.
У подрезных резцов ствердосплавными пла-
стинками, работающих на проход от периферии к центру (см. рис. 12, б),
угол = 30 ¸ 70°.
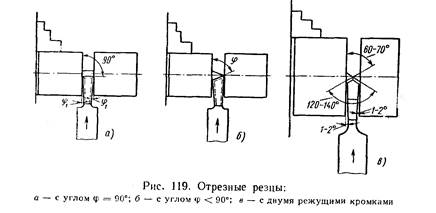
У прорезных и отрезных резцов = ¸ 90°.
Наиболее распространенное значение ф у отрезных резцов состав-
ляет 90° (рис. 119, а). Но при таком угле при отрезании правой части
от левой она может отломиться в тот момент, когда резец еще не дошел
1 ОН
138
до центра и на отрезанной части останется «бобышечки», которую
затем необходимо как-то удалить (например, стачиванием на шли-
фовальном круге). На левой же части заготовки может получиться
раковинка, которую также надо будет удалять (специальным торце-
ванием).
При < 90° (рис. 119, б) правый уголок резца идет впереди левого
и отделение отрезаемой части произойдет без «бобышечки». Остав-
шаяся же «бобышечка» на левой части заготовки будет срезана при
дальнейшем продвижении резца.
Наиболее нагруженной частью у отрезных резцов, вследствие
малого угла при вершине в плане, являются уголки. В целях повы-
шения производительности при отрезке применяют отрезные твердо-
сплавные резцы с двумя симметрично расположенными режущими
кромками, имеющими угол = 60 ¸ 70° (рис. 119, в). Вследствие
большей массы металла у уголков и более длинной режущей кромки
термодинамическая нагрузка на единицу длины режущей кромки
для таких резцов меньше, чем для резцов с углом = 90°, а износостой-
кость и допускаемая скорость резания выше.
Вспомогательный угол в плане. Угол уменьшает участие в
резании вспомогательной режущей кромки, оказывая влияние на
шероховатость обработанной поверхности (см. стр. 63). Поэтому
у проходных резцов при чистовой обработке угол = 5 ¸ 10°, при
черновой обработке = 10 ¸ 15°. При обработке с подачей в обе
стороны (без перестановки резца) и при обработке с предварительным
радиальным врезанием = 30°. У резцов подрезных отогну-
тых — 20 ¸45°. Для прорезных и отрезных резцов
j1 = 1 ¸ 3°. У специальных резцов с дополнительной режущей
кромкой (см. рис. 144) угол = 0°.
Угол наклона главной режущей кромки. Угол влияет на направ-
ление отходящей стружки, на массивность головки резца и на место
начального соприкосновения срезаемого слоя с режущей кромкой при
прерывистом резании.
Для проходного резца с углом = 0, установленного вершиной
по центру заготовки (рис. 120, а), вследствие разной скорости среза-
ния стружки на периферии vD и у обработанной поверхности v D„,
стружка будет отклоняться в сторону обработанной поверхности и
•будет отходить в направлении, обратном направлению подачи 1.
В еще большей степени стружка будет направляться к обработан-
ной поверхности, и большим будет угол А для проходного резца
с положительным углом + наклона главной режущей
кромки, установленного вершиной также по оси заготовки (рис. 120, б).
1 Вследствие разных скоростей vd и vd 0 и наличия винтовой поверхности резания
иектор истинной скорости срезания не совпадает с вектором скорости вращения
заготовки и стружка скользит по резцу не только в главном направлении ее движения,
но и вдоль режущей кромки. Поэтому направление отхода стружки по резцу (вектор
vD) не будет нормальным к режущей кромке, а будет составлять с нормалью некото-
рый угол .
139
Вектор скорости и для некоторой точки М режущей кромки, нормаль-
ной к радиусу ОМ, раскладывается на вектор vx (нормальный к ре-
жущей кромке) и вектор скольжения vs, направленный вдоль режущей
кромки к вершине, т. е. к обработанной поверхности, что и будет
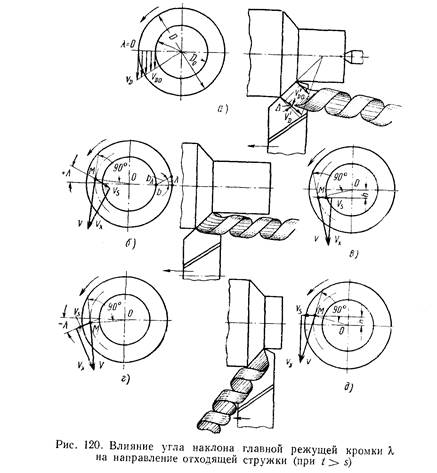
способствовать еще большему смещению стружки к обработанной
поверхности. '
У резца с отрицательным углом — наклона главной
режущей кромки (рис. 120, г) вектор vs будет иметь обратное направ-
ление, т. е. от обработанной поверхности к обрабатываемой, что вы-
зовет обратное направление отхода стружки.
Аналогично углу + действует установка резца вершиной ниже
оси заготовки (рис. 120, в, угол = 00), а аналогично углу -
140
действует установка резца вершиной выше оси заготовки
(рис. 120, д).
При сходе стружки в направлении, обратном подаче, она может
наматываться на заготовку и царапать обработанную поверхность,
мешая при этом наблюдению за процессом обработки. Поэтому у рез-
цов, предназначенных для чистовой обработки, рекомендуется отри-
цательное значение угла (до —4°). Но положительное значение
угла делает головку резца более массивной и стойкой, а потому
при обдирочных работах, когда нагрузка на резец большая и когда
качество обработанной поверхности не имеет особого значения, реко-
мендуется положительное значение угла к (до +5°).
На рис. 121 дан резец с + и — при работе с ударом (преры-
вистое резание). При отрицательном значении угла к удар приходится
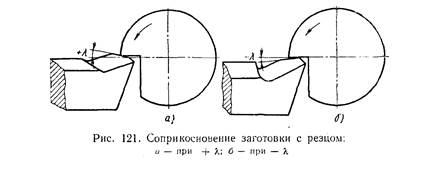
на вершину, являющуюся наименее прочным и самым ответственным
местом головки резца. При положительном же значении угла к удар
приходится на удаленное от вершины место режущей кромки, которое
более прочно, чем вершина; при этом получается и более плавное вре-
зание резца в заготовку и выход из нее. При наличии же угла + к
и отрицательного переднего угла — (см. рис. 117, б) разрушающее
действие удара будет сказываться еще меньше.
Наряду с повышением прочности и стойкости резца угол +
вызывает, однако, увеличение отжима резца от заготовки, а потому
большое значение угла + к необходимо применять при прерывистом
(ударном) резании (от + 12 до + 15°) и при обработке закаленных
сталей (до + 45°), когда нагрузка на режущую кромку повышена.
При = — 5 ¸ .- 10° и = 60 ¸ 70° угол к делается от +10
до + 15° (в целях дробления стальной стружки на мелкие куски).
Угол влияет и на ширину среза; при ¹ 0 ширина среза больше,
чем при = 0 (b > b, рис. 120, б). Для отрезных и прорезных рез-
цов угол — 0.
Радиус закругления при вершине угла в плане. С увеличением
радиуса r (рис. 122, а) повышается прочность режущей кромки у вер-
шины и стойкость резца и уменьшается шероховатость обработанной
поверхности. Однако увеличение радиуса приводит к резкому воз-
141
растанию силы отжима резца от заготовки и к возникновению вибра-
ций, а потому для проходных резцов с пластинками твердых сплавов
радиус закругления r — 0,5 ¸ 2,5 мм; назначается он в зависимости
от сечения державки 1 резца В ´ Н (В и Н — ширина и высота
державки в миллиметрах).

Криволинейная форма сопряжения главной и вспомогательной
режущих кромок технологически трудно выполнима, так как, кроме
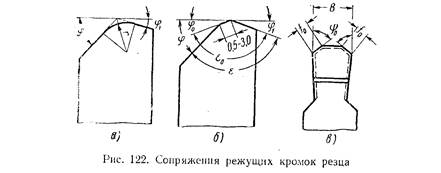
выдерживания размера по радиусу, необходимо образовать на криво-
линейной поверхности еще и задний угол нужной величины. Поэтому
переходная кромка часто выполняется прямолинейной (рис. 122, б),
длиной 0,5—3,0 мм под углом 0 =, что делает вершину резца
более массивной (0 > ) и стойкой. 
У отрезных и прорезных резцов (рис. 122, в) длина переходных
кромок для прорезных резцов f 0» 0,25 В, а для отрезных f 0 =
= 05-7-1 мм. Задние углы на переходных кромках делаются равными
главному заднему углу а. При отсутствии переходных кромок радиус
закругления у отрезных и прорезных резцов r — 0,2 ¸ 0,5 мм.
§ 2. ВЛИЯНИЕ ПОДАЧИ НА УГЛЫ РЕЗЦА
В ПРОЦЕССЕ РЕЗАНИЯ
Показанные на рис. 7 передний и задний углы резца представляют
собой углы в статическом состоянии, т. е. когда резец не работает.
Эти углы получены после заточки резца в соответствии с назначенной
для них величиной. Рассмотрим влияние подачи на эти углы для
1 Минимальное сечение державки определяется, исходя из величины сил, дейст-
вующих на резец в процессе резания (см. стр. 159).
142
проходного упорного резца ( = 90°), имеющего угол = 0 и уста-
новленного вершиной по оси заготовки.
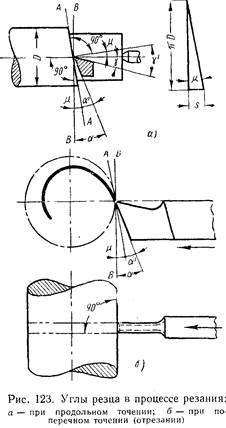
При продольном точении, когда заготовка вращается, а резец
имеет движение продольной подачи, поверхность резания представляет
собой винтовую поверхность
(рис. 123, а).
Действительная плоскость ре-
зания АА будет составлять с тео-
ретической плоскостью резания
ВВ (расположенной вертикаль-
но) некоторый угол предста-
вляющий собой угол подъема
винтовой поверхности. В резуль-
тате этого вместо заднего угла а,
который получен путем заточки,
в действительности в главной
секущей плоскости при резании
будет угол а ' = а — р.
Винтовая линия при развер-
тывании ее на плоскости пред-
ставляет собой гипотенузу
прямоугольного треугольника
(рис. 123, а), одним из катетов
которого является величина по-
дачи, а другим — длина окруж-
ности цилиндра, на котором
образуется винтовая линия. Из
этого треугольника и определит-
ся угол подъема :

где s — подача в мм/об;
D — диаметр заготовки в мм,
относящийся к рассмат-
риваемой точке режу-
щей кромки резца.
Из уравнения видно, что угол р увеличивается с увеличением
подачи и с уменьшением диаметра заготовки. Поэтому чем больше
подача, тем меньше будет действительный задний угол в процессе
резания. При обычно употребляемых при точении подачах угол р
незначителен. При нарезании же резьбы этот угол может быть боль-
шим, и тогда он принимается в расчет при назначении величины
угла а.
В рассмотренном случае ( = 90°) направление подачи совпадало
с положением главной секущей плоскости, в которой измеряется
угол а в статическом состоянии. При угле ¹ 90° этого совпадения
143
не будет, и тогда угол ц, в главной секущей плоскости определяется
из следующего соотношения:
tg = tg sin.
Действительный же задний угол в главной секущей плоскости
а = а — .
Если резец будет установлен ниже или выше оси заготовки, то
необходимо учесть еще и угол (см. стр. 137), т. е.
а ' = а —mj±tj.
Подобное же влияние на действительное значение заднего угла
оказывает подача при поперечном точении, при отрезании. Рассмотрим
резец с углами = 90° и = 0° (рис. 123, б).
В связи с вращательным движением заготовки и поступательным
движением резца точки режущей кромки описывают архимедову
спираль, касательная к которой будет действительной плоскостью
резания АА. Чем больше подача и меньше диаметр заготовки, тем
круче пойдет спираль и тем больше будет угол — угол между тео-
ретической ВВ и действительной АА плоскостями резания. Следо-
вательно, действительный задний угол в главной секущей плоскости
а ' = а — будет уменьшаться с увеличением подачи, а также по мере
приближения резца к оси заготовки.
По аналогии с ранее приведенным при ¹90° tg = tgsin.
При обычном торцовом точении значением можно пренебречь.
При затыловочных же работах может быть достаточно большим,
и тогда этот угол необходимо учитывать.
Так как a + + = 90°, а угол заострения резца всегда
остается величиной постоянной, то с уменьшением заднего угла а
на величину передний угол у должен увеличиться на эту же вели-
чину. Таким образом, во время работы резец в главной секущей пло-
скости будет иметь передний угол
g ' = g + mj, ± .
Назначить основные элементы режима резания — это значит
определить глубину резания, подачу и скорость резания (число обо-
ротов); при этом оптимальными из них будут те, которые обеспечивают
на данном станке наивысшую производительность и экономичность
(наименьшую себестоимость) процесса обработки.
Такой порядок назначения элементов режима резания, когда
сначала выбирается максимально возможная и целесообразная глу-
бина резания t, затем максимально возможная подача s, а потом уже
подсчитывается (с учетом оптимальной стойкости и других конкрет-
ных условий обработки) скорость резания v, объясняется тем, что
для обычных резцов ( > 0 при t > s) на температуру резания,
а следовательно, на износ и стойкость резца наименьшее влияние
оказывает глубина резания, большее — подача и еще большее —
скорость резания (см. гл. VI, § 3).
Для назначения элементов режима резания необходимо знать
материал заготовки и его физико-механические свойства; размеры
заготовки; размеры детали и технические условия на ее обработанные
поверхности, материал и геометрические элементы режущей части
инструмента, его размеры, макисмально допустимый износ и стой-
кость; кинематические и динамические данные станка, на котором
будут обрабатывать данную заготовку.
§ 1. МЕТОДИКА НАЗНАЧЕНИЯ ЭЛЕМЕНТОВ
РЕЖИМА РЕЗАНИЯ
Глубина резания. Она определяется в основном величиной при-
пуска на обработку. Под припуском подразумевается слой металла,
который необходимо срезать с заготовки для того, чтобы получить
из нее готовую деталь (см. рис. 22). Если, например, после токарной
обработки необходимо получить валик диаметром 100 мм, а заготовка
имеет диаметр 104 мм, то величина припуска (на сторону)

Глава НАЗНАЧЕНИЕ ЭЛЕМЕНТОВ
,х РЕЖИМА РЕЗАНИЯ ПРИ ТОЧЕНИИ
Основные положения теории резания металлов используются как
при конструировании и расчете станков и инструментов, так и при
их эксплуатации. В последнем случае это сводится в основном к назна-
чению элементов режима резания с наиболее полным использованием
режущих свойств инструмента и кинематических и динамических
данных станка, при непременном условии получения доброкачествен-
ной обработанной поверхности.
Чем ближе заготовка по форме и размерам к готовой детали,
т. е. чем меньше припуск на обработку, тем меньше металла при
резании будет переведено в стружку, тем меньше будет затрачено
времени на обработку, тем выше будет производительность труда
и экономичность машины, в которую входит данная деталь.
Припуск на обработку выгодно удалять за один проход, что и
делается при черновой (грубой) обработке (Ñ1 — ÑÇ по
ГОСТУ 2789—59); в этом случае глубина резания t равна припуску h.
При срезании повышенных припусков или при работе на маломощных
станках припуск иногда приходится разбивать на части, делая уже
не один проход, а больше.
При получистовой (Ñ4— Ñ5) обработке глубина резания
назначается в пределах 0,5—2 мм, а при ч и с т о в о й (Ñ6—С7) —
144
145
146
147
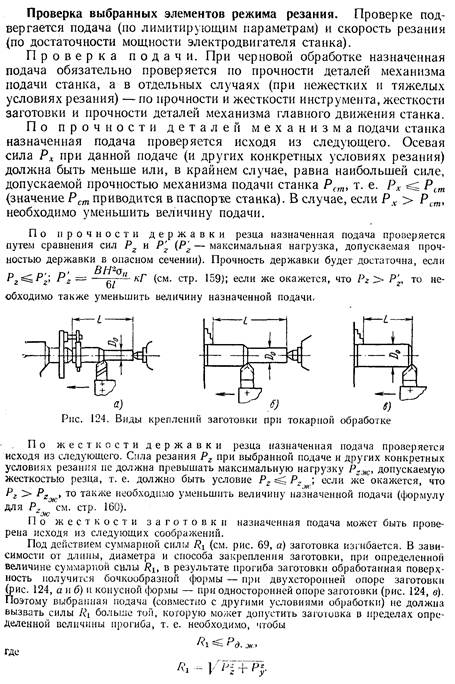
В случае закрепления заготовки в центрах и когда резец находится посредине
ее длины (рис. 124, а), максимально допустимая сила по жесткости заготовки
в случае закрепления в патроне и поджатая задним центром (рис. 124, б)
в случае закрепления в одном патроне (рис. 124, в)
В этих формулах:
Е — модуль упругости обрабатываемого металла, который, например, для
углеродистой стали равен 20 000—22 000 кГ/мм";
J — момент инерции сплошного сечения заготовки; J = 0,05 D 4 0, мм2 (D 0 —
диаметр обработанной поверхности в первых двух случаях и заготовки в третьем
случае (если она одного диаметра, т. е. без уступов в мм);
f — допускаемая стрела прогиба заготовки в мм; при предварительном точении
f = 0,2 -г- 0,4 мм, при точении под шлифование f £0,l мм, при точных работах
f £ от величины допуска на размер обработанной поверхности;
 — расстояние между точками опоры заготовки в первых двух случаях и
— расстояние между точками опоры заготовки в первых двух случаях и
вылет заготовки из патрона в третьем случае в мм.
По прочности деталей механизма главного движения станка
выбранная подача проверяется сравнением момента от сил сопротивления резанию
(Мс.р) с максимальным моментом, допускаемым станком по слабому звену (М'вр).
Во избежание поломки слабого звена механизма главного движения должно быть
соблюдено условие Мср £ M 'вр.
Эта проверка может быть проведена также и путем сравнения мощности Npea,
затрачиваемой на резание, с мощностью N ' mn на шпинделе, допускаемой слабым зве-
ном (М вр ' и N ' uin приводятся обычно в паспорте станка); должно быть соблюдено
условие Npe з ^ N 'шт.
В случае, если окажется, что Мс.р > Мвр или Npe з > N шп, то также необхо-
димо уменьшить величину выбранной подачи.
Так как при получистовой и чистовой обработке
обычными резцами ( > 0) силы незначительны, то выбранные
подачи редко проверяются по прочности и жесткости державки резца,
жесткости заготовки, прочности деталей механизма подачи и
деталей механизма главного движения станка. Проверку по жест-
кости заготовки рекомендуется проводить лишь в случае закрепления
заготовки только в патроне (рис. 124, в) при большом ее вылете или
при других нежестких условиях резания.
Проверка скорости. Эта проверка производится ис-
ходя из мощности электродвигателя станка, так как может оказаться,
что с выбранными основными элементами режима резания вести
По системе СИ 1 кГ=9,81 н.
148
обработку на данном станке будет невозможно1 (из-за недостаточной
мощности).
Для определения мощности подсчитываете^ сначала сила ре-
зания.
Мощность, затрачиваемая на резание,

где v d — действительная скорость резания в м/мин.
Необходимая (расчетная) мощность электродвигателя станка

должна быть меньше или, в крайнем случае, равна действительной
мощности электродвигателя станка Nст, т. е. NM £ Ncm.
Если же окажется, что мощности электродвигателя данного станка,
на котором должна производиться обработка, не хватает, т. е. NM >
> Ncm *, то необходимо будет уменьшить скорость резания (число
оборотов шпинделя).
Машинное время. Машинное время подсчитывается по соответ-
ствующим формулам с учетом действительного числа оборотов и вели-
чины подачи.
На практике при назначении элементов режима резания часто
используют таблицы и карты справочников по режимам резания,
в которых приводятся не только значения подач и данные для подсчета
сил и скорости резания, но подсчитаны (для некоторых условий
обработки) скорость резания, силы и мощность, потребная на ре-
зание [51, 52, 57]; применяются для подсчета и специальные при-
боры 176].
Рассмотренный порядок назначения элементов режима резания
и основные положения по их выбору (расчету) даны применительно
к одноинструментной обработке. При многоинструментной же обра-
ботке и при работе на станках, встроенных в автоматические линии,
на выбор оптимальных элементов режима резания
влияет ряд других факторов, и они определяются по спе-
циальной методике расчета [91, 149|.