Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ориентировочные значения режимов резания сверлами,Содержание книги
Поиск на нашем сайте
Оснащенными пластинками из твердых сплавов
Таблица 2.5 Припуск на обработку при зенкеровании
Таблица 2.6 Стандартные метчики
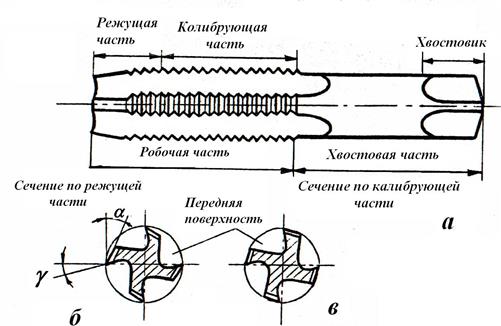
Рис. 2.6. Конструктивные элементы метчика (а) и геометрия его режущей (б) и калибрующей части (в)
Важным условием является правильный выбор диаметр отверстия под нарезание резьбы. При выборе сверл под резьбовое отверстие необходимо учитывать, что при нарезании резьбы метчиками в силу деформации металла диаметр нарезанной резьбы будет несколько меньше диаметра отверстия до нарезания резьбы. Так мягкая сталь, латунь и медь дают большую вытяжку витков резьбы, в отличие от чугуна и бронзы. В табл. 2.7 приведены диаметры сверл, которые следует использовать для сверления отверстий под последующее нарезание метрических резьб. Рекомендуемые скорости резания при нарезании резьб машинно-ручными метчиками приведены в табл. 2.8. Данные табл. 2.8 относятся к обработке стали 35 и могут быть использованы для сталей 20 и 45. В случае обработки чугуна скорость резания следует увеличить в 1,7 раза, а мягкой стали 10 – уменьшить на 30 %. При нарезании резьбы метчиками следует учитывать, что существуют два способа осевой подачи метчика: подача принудительная, равная шагу резьбы, и
Таблица 2.7 Выбор диаметра сверла при нарезании метрической резьбы
Таблица 2.8
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 397; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.161.43 (0.005 с.) |

 = 800 – 1200 МПа
= 800 – 1200 МПа
 , мм
, мм
 , мм
, мм