Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ориентировочные значения режимов сверления
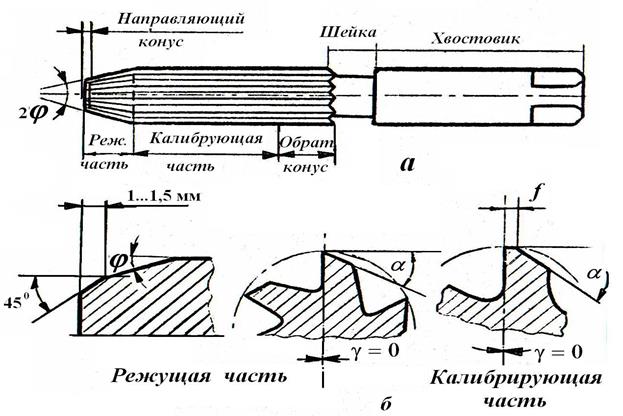
Обработка зенкерами, зенковками и развертками Зенкеры – инструменты, предназначенные для окончательной обработки отверстий или их предварительной обработки под последующее развертывание. Зенковки – инструменты используемые для образования конических фа- сонных переходных участков от отверстий к торцам. Развертки – инструменты, предназначенные для изготовления точных цилиндрических или конических отверстий. На рис. 2.5 представлены зенкеры, зенковки и развертки и их геометрические параметры. Режимы резания, в случае использования зенкеров, зенковок и разверток можно рассчитать, приняв, что подача при зенкеровании составляет 0,04 – 0,07 диаметра зенкера, а при развертывании подача составляет 0,03 – 0,08 диаметра развертки. Формула для определения скорости резания при развертывании и зенкеровании идентична формуле для определения скорости резания при сверлении. Необходимо учесть, что период стойкости быстрорежущих зенкеров составляет 15 – 280 мин, а разверток – 15 – 80 мин при обработке стали. Припуск на сторону при обработке цилиндрическим зенкером определяется по табл. 2.5 при этом принимается, что подача при зенкеровании составляет 0,04 – 0,07 диаметра зенкера, а при развертывании подача составляет 0,03 – 0,08 диаметра развертки. Формула для определения скорости резания при развертывании и зенкеровании идентична формуле для определения скорости резания при сверлении. Необходимо учесть, что период стойкости быстрорежущих зенкеров составляет 15 – 280 мин, а разверток – 15 – 80 мин при обработке стали.
Припуск на сторону при обработке развертками составляет 0,15 – 0,50 мм и зависит от диаметра. Скорость резания машинными развертками находится в пределах 4 – 12 м/мин.
Нарезание резьбы метчиками Метчик – инструмент, предназначенный для нарезания внутренних резьб в отверстиях диаметром до 50 мм. Метчики бывают ручными, машинно-руч-ными и гаечными. В табл. 2.6 приведены основные виды метчиков, которые дают представлении о разнообразии этого инструмента и возможности его заказа. Основные элементы метчика и его геометрия представлены на рис. 2.6. Передние и задние углы метчиков зависят от обрабатываемого материала и имеют величины от 0 – 20 до 200. Так, для нарезания резьб в чугуне в углеродистых сталях Метчики работают в тяжелых условиях, поэтому для облегчения нарезания резьбы метчики выпускаются в комплектах из двух – трех – четырех штук. В комплекте из трех штук черновой метчик имеет угол пуск 50 %, средний метчик снимает 30 % при
рисок или цифрой. Если обозначения плохо различаются, то сравнивают мет-
Рис. 2.5. Общее устройство (а) и геометрия развертки (б)
Таблица 2.4
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 380; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.9.141 (0.008 с.) |
 , об/мин
, об/мин
 = 00…30;
= 00…30; = 40 и снимает при-
= 40 и снимает при-