
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общее устройство сверлильных станковСодержание книги
Поиск на нашем сайте
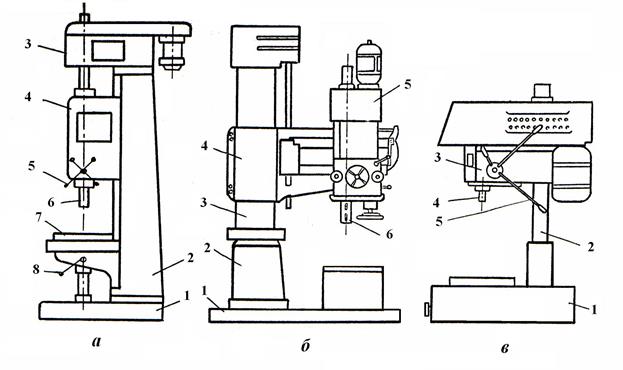
Наибольшее распространение в промышленности получили вертикально-сверлильные одношпиндельные станки, основной технической характеристикой которых является условный диаметр сверления. В СНГ выпускаются станки с условным диаметром сверления 6; 12; 18; 25; 35; 50 и 75 мм. Помимо стационарных станков в промышленности используются компактные по габаритам настольно-сверлильные станки. Для обработки отверстий в крупных, корпусных и тяжелых деталях применяют радиально-сверлильные станки. Общий вид и устройство перечисленных выше станков показаны на рис. 2.1. Вертикально-сверлильный станок (рис. 2.1а) состоит из фундаментной плиты 1, станины и колонны 2. В её верхней части расположена шпиндельная головка 3 с электродвигателем и шпинделем 6, в котором закрепляется инструмент (сверло, зенкер, развертка). В шпиндельной бабке 4 размешена коробка подач, которая осуществляет вертикальное перемещение шпинделя с инструментом. Подъём и опускание шпинделя можно производить и вручную, вращая штурвал 5. На столе 7 закрепляется в тисках, скобами, магнитным столом и др. обрабатываемая деталь. Стол перемещается вертикально при вращении рукоятки 8. Радиально-сверлильный станок (рис. 2.1 б) состоит из фундаментной плиты 1, тумбы 2 с неподвижной колонной. На колонну надета гильза 3, которая на подшипниках может вращаться вокруг колонны и, при необходимости, закрепляться в любом положении относительно плиты. На гильзе смонтирована траверса 4 с направляющими, по которым в горизонтальной плоскости перемещается сверлильная головка 5. Внутри головки размещен узел шпинделя 6, коробка скоростей и коробка подач. На лицевую плоскость головки вынесены маховички и рукоятки управления. Траверса может подниматься и опускаться вдоль гильзы, жестко закрепляясь на ней в требуемом месте. Таким
Рис. 2.1. Общий вид и устройство сверлильных станков: а – вертикально- сверлильного; б – радиально – сверлильного; в – настольно – сверлиль- ного станка
образом, шпиндель с инструментом можно легко подводить к любой точке вокруг колонны станка, что очень удобно при обработке крупных деталей, особенно деталей судовых механизмов. Настольные сверлильные станки имеют более простое устройство (рис. 2.1 в). У них отсутствует коробка подач, поэтому подача шпинделя 4 со сверлом осуществляется вручную при повороте рукоятки 5. Частота вращения шпинделя меняется с помощью ременной ступенчатой передачи или фрикционным вариатором. Шпиндельная головка 3 вместе с электродвигателем и фрикционной передачей может подниматься или опускаться вдоль колонны 2, укрепленной на основании 1.
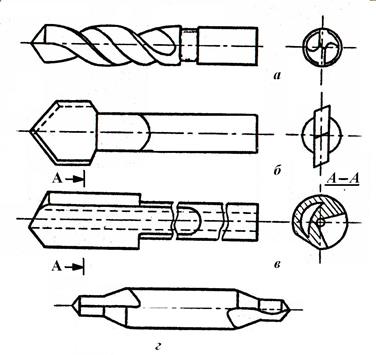
Сверление и обработка отверстий на сверлильных Станках Сверление отверстий является одной из самых распространенных операций механической обработки. Сверление отверстий осуществляют и на токарных станках с использованием задней бабки для закрепления и осевой подачи сверла. Помимо сверления осуществляют и другие операции, применяемые для обработки отверстий: рассверливание, зенкерование, развертывание и нарезание резьб. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления и центровочные (рис. 2.2). Наибольшее распространение получили спиральные сверла. Однако они малопригодны для сверления глубоких отверстий. Для глубокого сверления применяются специальные сверла (рис. 2.2 б, в). Приведенными типами сверл не исчерпывается разнообразие их конструкций. Особое место среди сверл занимают так называемые центровочные сверла (рис. 2.2 г). Они служат для быстрого получения центровочных глухих отверстий, которые имеют стандартную форму и размеры. Все сверла имеют цилиндрические или конические хвостовики, посредством которых они закрепляются в специальных трехкулачковых патронах или в конических отверстиях шпинделей станков. Сверла, как и резцы, классифицированы и подразделяются подгруппы и виды. По классификации сверла входят в группу 1200. Наиболее часто используются подгруппы и виды сверл, приведенные в табл. 2.1. Важным геометрическим параметром любых сверл является их диаметр. Существует градация диаметров сверл, которая подчиняется ГОСТу. Она начинается с диаметра 0,25 мм
Рис. 2.2. Виды сверл: а) спиральное; б) перовое; в) для глубокого сверления; г) центровочное
и ограничена диаметром 80,00 мм. От диаметра 1,00 мм и вплоть до диаметра 3,00 мм сверла увеличиваются каждое на 0,05 мм. А с диаметра 3,00 мм они возрастают на 0,10 мм до диаметра 14,00 мм и далее на 0,25 мм до диаметра 32,50 мм. Этой градацией диаметров сверл пользуются конструкторы, технологи и рабочие. Используемые диаметры сверл, мм: 2,00; 2,05; 2,10; 2,15; 2,20; 2,25; 2,30; 2,35; 2,40; 2,45; 2,50; …; 3,00; 3,10; (3,15); 3,20; 3,30; (3,35); 3,40; 3,50 … 5,00; 5,10; 5,20; 5.30; 5,40; 5,50…6,00; 6,10…8,00; 8,10; 8,20…10,00; 10,10; 10,20…13,90; 14,00; 14,25; 14,50…32,00. Сверла, диаметры которых указаны в скобках, изготавливаются по спец-
Таблица 2.1 Обозначение сверл
заказу. Геометрия режущей части спирального сверла представлена на рис. 2.3. Наиболее важным из углов спирального сверла для практики обработки отверстий является угол между главными режущими кромками – 2
Рис. 2.3. Геометрия спирального сверла: 1 – главная режущая кромка; 2 – пе редняя поверхность; 3 – ленточка; 4 – поперечная кромка; 5 – поверхность винтовой канавки; 6 – задняя поверхность Задний угол Стандартные сверла общего назначения выпускаются с углами 2
|
||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 711; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.136 (0.041 с.) |

 . Угол 2
. Угол 2  определяет величину переднего угла и колеблется от 100 – для случаев сверления хрупких материалов и до 450 – для мягких металлов. Для сверления стали и чугуна этот угол составляет 300. Угол наклона поперечного режущего лезвия у стандартных сверл
определяет величину переднего угла и колеблется от 100 – для случаев сверления хрупких материалов и до 450 – для мягких металлов. Для сверления стали и чугуна этот угол составляет 300. Угол наклона поперечного режущего лезвия у стандартных сверл  = 500 … 550.
= 500 … 550.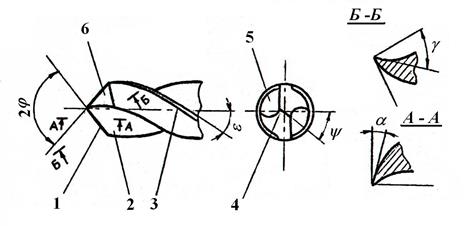
 является переменным: большим у оси сверла (200 … 270) и меньшим у периферии – 80 … 140. Передний угол
является переменным: большим у оси сверла (200 … 270) и меньшим у периферии – 80 … 140. Передний угол  также является переменным. Наибольшее значение он имеет на периферии сверла, где он фактически равен углу наклона винтовой канавки
также является переменным. Наибольшее значение он имеет на периферии сверла, где он фактически равен углу наклона винтовой канавки 


