Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Режимы холодной сварки некоторых металлов и сплавовСодержание книги
Поиск на нашем сайте
Заметное влияние на качество сварных изделий оказывает степень относительной деформации материала (припуск на деформацию) в зоне соединения:
где:
Чем меньше соотношение твердости оксидной плёнки и металла, тем большую деформацию необходимо осуществить для обеспечения схватывания соединяемых материалов в плоскости контакта. Следует учитывать также, что зависимость между прочностью соединения и степенью деформации при его формировании имеет максимум, определяемый природой свариваемого материала. Для осуществления холодной сварки, как правило, используют стандартное прессовое и прокатное оборудование, имеющее электро-, пневмо- или гидропривод для создания значительных сварочных давлений. Однако в ряде случаев, для изготовления крупных партий сварных деталей, проектируется специальное оборудование.
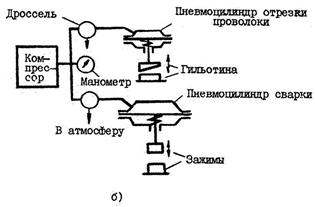
Машина для холодной сварки Выполнение лабораторной работы проводится на машине холодной сварки типа МСХС-5-3. Машина оснащена пневмоприводом, что позволяет осуществить сварку проводов диаметром до 5 мм. Воздух от компрессора (рис. 10.5 а) под давлением 0,2 – 0,4 МПа поступает через дроссели пневмоцилиндров гильотины для отрезки проволоки к сварочным клещам для выполнения сварки (рис. 10.5 б). Вставив в соответствующие отверстия гильотины свариваемую проволоку, поворотом рычага на пульте подают сжатый воздух в рабочую полость пневмоцилиндра, после чего подвижный нож отрезает проволоку, образуя готовую к сварке чистую поверхность. Затем поворотом соответствующего рычага соединяют гидроцилиндр с атмосферой, сбрасывая давление, и под действием пружины мембрана и подвижный нож гильотины занимают исходное положение. Аналогично подготавливается и другой отрезок проволоки. После этого оба отрезка с необходимым для деформации припуском укладываются в зажимы, снабженные сменными губками соответствующего диаметра, и закрепляются с помощью эксцентриков. Затем поворотом соответствующего рычага создается давление в пневмоцилиндре сварки и подвижный зажим перемещается, осуществляя пластическую деформацию и соединение образцов. По окончании сварки – контролируемое по манометру давление возрастает до исходного – эксцентриковые зажимы можно и необходимо освободить возвратить в исходное положение и вынуть из машины сваренные образцы.
Рис. 10.5. Оборудование для холодной сварки проводов: а) сварочные клещи; б)) машина МСХС-5-3 Контроль качества сварки обычно осуществляется визуальным осмотром, определения и последующего сравнения основных служебных характеристик изделии (механических, физических и др.) с аналогичными показателями исходных материалов.
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 289; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |


 - степень деформации, %;
- степень деформации, %; - начальные размеры, мм;
- начальные размеры, мм; - размеры после сварки, мм.
- размеры после сварки, мм.